|
Z ekseni boyunca evrimsel bir profile sahip bir parçayı nasıl işlersiniz? Z ekseninde evrimsel ? |
|
|
Örnekte seçilen profil bir katı üzerindedir, bu nedenle seçim için 'kenar yolu' seçeneğini seçiyoruz. Ancak işlem, örneğin bir tel kafes geometri Z evrimi ile diğer herhangi bir durum için aynıdır.
Gördüğünüz gibi, Çevrim etiketi şu şekilde gösteriliyor: ' Prf/D0 ', yani: 'Z profil üzerinde / Derinlik = 0'
|
|
|
Özel durum : Z ekseninde ama şeklin tabanında evrimsel olan bir profili nasıl işlenir ? |
|
|
Profil seçimi, daha önce olduğu gibi, tıklayarak yapılır Üst Z Düğme ardından arka plan ! Ardından şeklin derinliğini ayarlayın. Manuel kontür seçeneğini de seçin Şeklin altı .
|
|
|
Nasıl heliks açısını azaltın ile İnterpolasyon ancak Z adımını değiştirmeden ? |
|
|
Haklısınız, İnterpolasyon çevriminde, dalma için helis Z adımına göre tanımlanır. Bunun nedeni, dalma açısı takım sayfasında 0 olarak ayarlanmıştır . Eğer Dalma açısı değerini girin Takım sayfasında, Z adımını değiştirmeden, helis hesaplaması için kullanılır! |
|
|
Nasıl yapılır Program markalama işlemleri GO2cam'de? |
|
|
Markalama programlamanın birkaç yolu vardır ve bunları 2 türe ayırabiliriz:
|
|
Basitçe bir yazı yazın, işlem onu seçilen parçaya yansıtacak ve takım yolunu hesaplayacaktır. Bu işlemin 2 ana avantajı vardır:
|
|
Burada amaç, her türlü geometriyi işleyip herhangi bir şekle yansıtmaktır. Takım yolu 3 eksen frezelemedir. |
|
Bu, öncekiyle aynı ancak takım yolu 4 eksen simültane olarak oluşturuldu |
|
Bu yöntem olanak sağlar bir silindirin etrafına yazı sarmak için ve ardından bir markalama işlemi programlamak ve 2 eksenli işlem uygulayarak 4 eksenli takım yolu oluşturmak. |
|


|
Pah kırma döngüsünde nasıl tanımlanır Yarıçap düzeltmesi ve takım yönlendirmesi ? |
|
|
GO2cam'de tanımladığınız kontrol sistemi ve parametreler bağlamında bazı önemli hususlar vardır. |
|
|
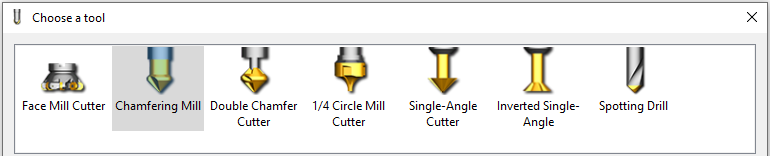
GO2cam'de pah frezeleme için aşağıdaki takım türleri kullanılabilir:
|
|
|
Radyüs düzeltmesi kullanılırken özel özellikler
Ayarlar yanlışsa, simülasyon herhangi bir hata göstermese bile bileşen ve/veya takım hasar görebilir! CNC kontrolüne takım uygulanırken, aşağıdaki örneklerde gösterildiği gibi, aslında diğer takımlar için tasarlanmış bir takım türü kullanmak gerekebilir. |
|
|
Siemens Sinumerik 840D |
|
|
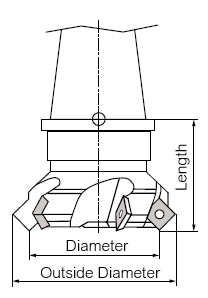
Takım tipleri arasında kesik koni kesici (tip 155) bulunmaktadır, ancak bu yalnızca çap ve açıların belirlenmesi olanağını sunmaktadır. İkinci bir çap veya kesme kenarı uzunluğu parametre olarak sunulmamaktadır. |
|
|
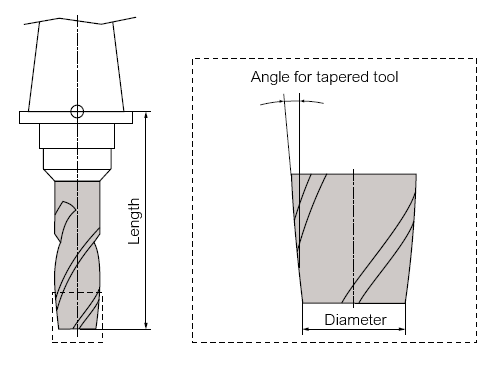
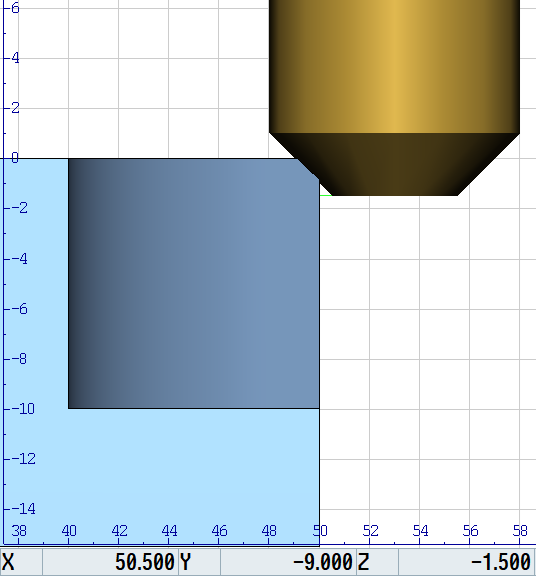
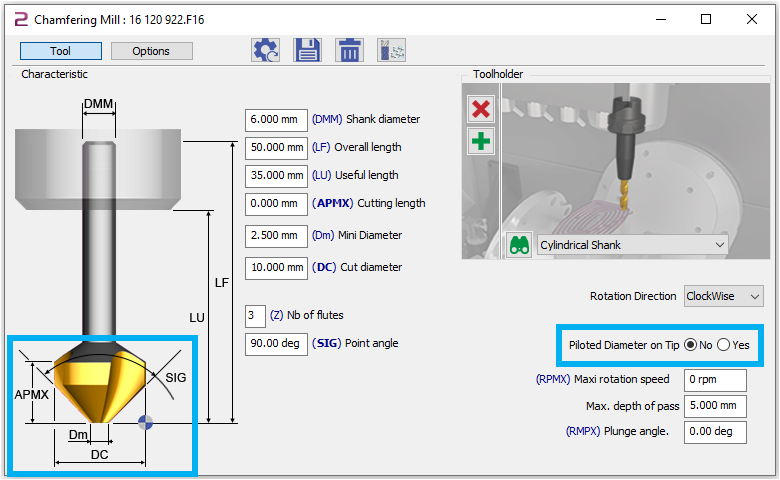
En uygun takım tipi, yüzey freze takımıdır (tip 140): burada alt (küçük) ve üst (büyük) çaplar belirtilebilir. G41/G42 ile yarıçap düzeltmesi için ilgili çap Alt Çap Bu, takımın ölçülmesi gereken çapaptır (resimdeki çap). |
|
|
Takım daha sonra kontrol sisteminin simülasyonunda doğru bir şekilde görüntülenir ve takım tablosuna girilen (alt) çağı kullanılarak düzeltilebilir. |
|
|
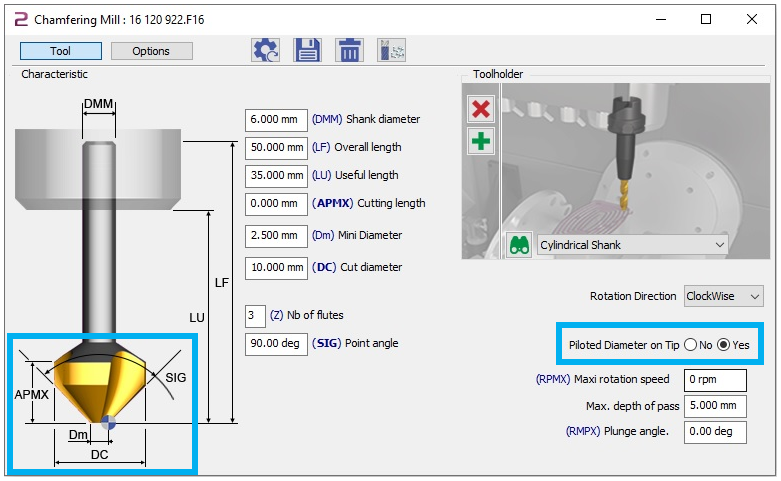
GO2cam, çapı belirtebilir Üst veya taban Kesme kenarının yarıçap düzeltmesi (G41/G42) için kullanılması gerekir. Bu durumda, çap Dm tabanında (takımın ucunda) Seçim Evet ) kullanılması gerekecek. |
|
|
Örnek 2: Heidenhain TNC 640 |
|
|
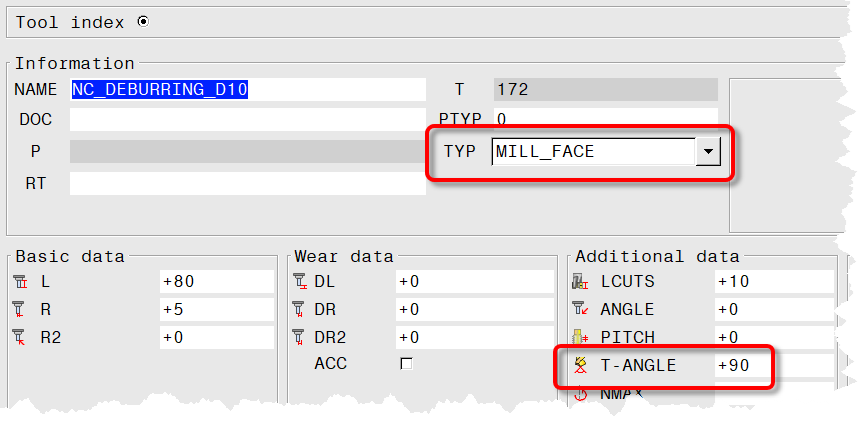
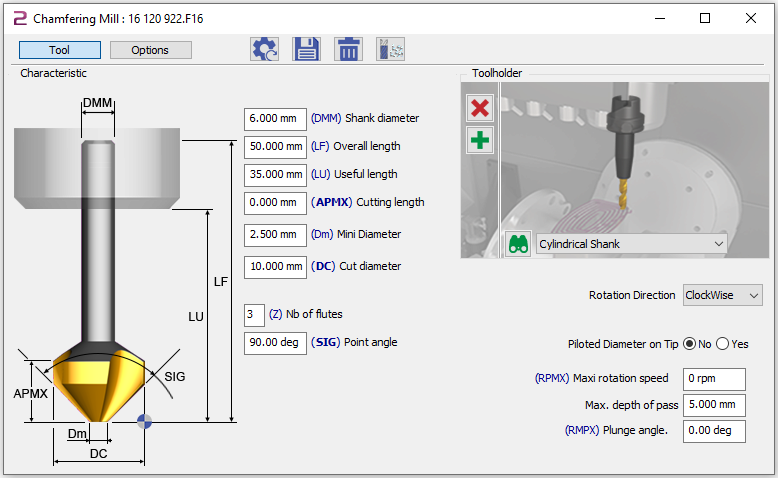
HEIDENHAIN TNC 640, Tarama Kafası (MILL_FACE) takım tipi ile de donatılabilir. Ayrıca, T-AÇI (takım ucu açısı) parametresi (90°) belirtilmelidir. Ancak, takım her zaman küçük bir 0 çapı (teorik uç) ile temsil edilir, bu nedenle teorik uca da ölçülmelidir. Bu nedenle, G41/G42 ile yarıçap düzeltmesi için ilgili çap Üst Çap . |
|
|
Simülasyonda takım doğru görüntüleniyor, ancak her zaman teorik bir uçla (alt çap 0). Takım tablosuna girilen (üst) çap düzeltme için kullanılabilir. |
|
|
GO2cam'de, üst çap DC uygun şekilde ayarlanmalıdır ( Seç No ) ve alt çap belirtilmelidir 0 . |
|
|
Yukarıdaki iki örnek, özellikle aynı takımlar farklı makinelerde veya CNC kontrollerinde kullanılıyorsa, yarıçap düzeltmesi kullanmamanın daha kolay olabileceğini göstermektedir:
|
|
|
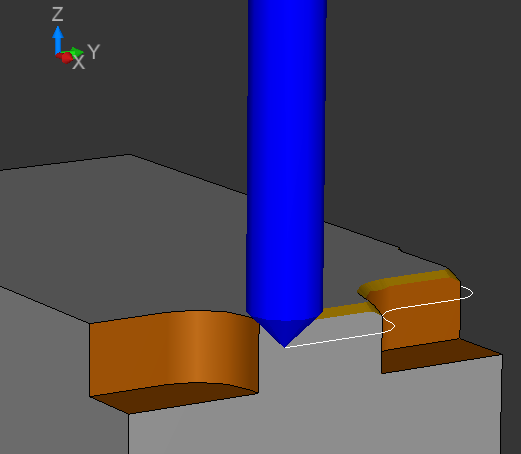
GO2cam'de bu, ... ile elde edilebilir Tek Açılı Kesici Tip. Pah frezesinin aksine, pilot çapının konumu değiştirildiğinde takımın pilot noktası (kontrol noktası) da Z konumunu değiştirir. |
|
|
Geçerli düzlem olarak tanımla Profil/Pah ve Genişlik Köşe kırma çevriminde? |
|
|
Ayrıca, pah kırma çevrimi, 3B modelde zaten mevcut olan pahları işleyebilir ve ayrıca keskin kenarlara pah ekleyebilir. |
|
|
İkinci durumda, istenen eğim genişliği manuel olarak belirtilmelidir. 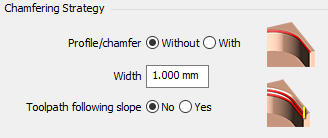
Zaten modellenmiş bir pah durumunda, geometri olarak aşağıdaki kenar seçilir.
Formlu Takımdan daha fazla bilgi için Profil / Şampan ve Genişlik . |
|
|
“ hata mesajı aldım Takım Radyüsü çok büyük makineyi işlerken İç köşe iş parçamın |
||
|
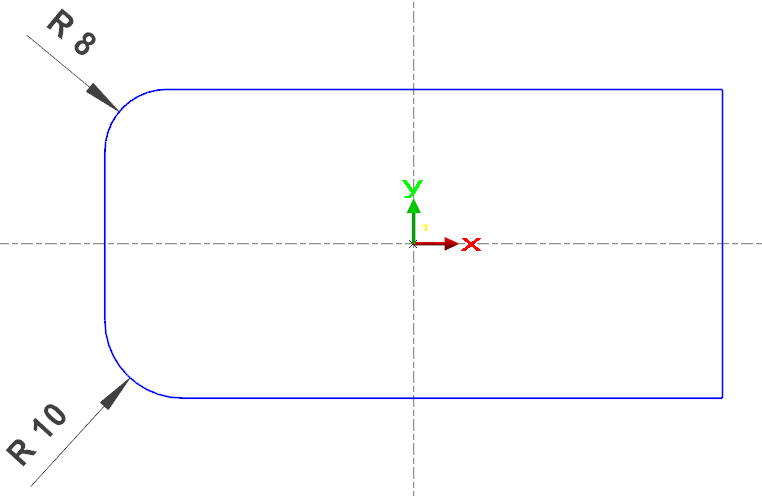
Takım yarıçapı olduğunda sorunlar her zaman ortaya çıkar büyük veya eşit programlanmış Köşe yarıçapı Radyüs düzeltmesi ile bitirirken. |
||
|
Görüntülenen kontür D16mm (Yarıçap = 8mm) freze ile işlenirse, olabilir problemler in the Keskin köşeler Sağda (köşe yarıçapı = 0 mm), ayrıca Köşe yarıçapı 8 mm'lik |
|
|
|
GO2cam, daha sonra makine ile ilgili sorunlardan kaçınmak için temelde NC çıktısı için iki seçenek sunar. GO2cam'ın bu durumlardaki davranışını kontrol eden parametre, Strateji sekmesinde bulunur ve şu şekilde adlandırılır Köşe Tipi . |
Pocket+Contour Cycle: 
|
Kontur Döngüsünde: 
|
|
Tam ayarlar, sonraki adımlarda ele alınacaktır: |
||
|
Köşe Tipi(Yok) Çevre Dolaşma Çevrimi için Keskin köşeler (köşe yarıçapı = 0 mm) veya yarıçapı takım yarıçapına karşılık gelen köşeler, keskin köşeler olarak çıktı verir. (G1-G1) . Takım yarıçapından büyük iç yarıçaplar şu şekilde çıktı olarak verilir G2/G3 Normal olarak. |
Takım yolu Kontür Çevrimi . 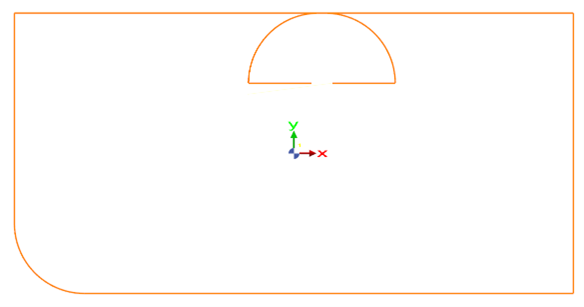
|
|
|
Köşe Tipi(Yok) Cep+Kontur çevrimi için Burada, keskin köşeler olduğu gibi görüntülenir, ancak yuvarlak köşeler her zaman görüntülenir olarak G2/G3 , ancak bir daha büyük yarıçap, takım yarıçapının parametre ile çarpımından elde edilir Max R katsayısı (köşe R8 sol üst): Örnekte, etkiyi görünür kılmak için faktör 1,2 olarak abartılmıştır, böylece 8 mm x 1,2 = 9,6 mm yarıçap elde edilir. 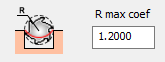
|
Takım yolu Cep Boşaltma+Çevre Dolaşma Çevrimi . 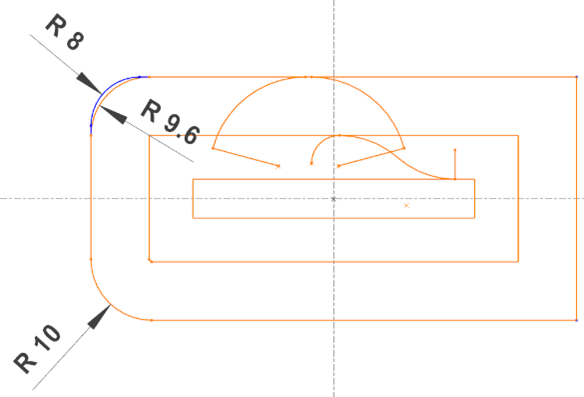
|
|
|
Bu seçenekler bu nedenle, iç yarıçapların boyutsal doğruluğunun önemli olduğu ve takım yarıçapının zaten köşe yarıçapına karşılık geldiği bir kontürü bitirmek için uygun değildir:
Her iki durumda da, çizim ölçüsünün gerçekten üretileceğinin garantisi yoktur. |
||
|
Köşe Tipi (Var) Cep + Kontur ve Kontur Çevrimi Yarıçap yine takım yarıçapı ile parametre çarpımına karşılık gelir Max R katsayısı , örnekte yine 1.2 ile abartılmış. Bu ayar, kontrol cihazında hiçbir hata olmadığını garanti eder. Ek olarak, takımın merkez yolundaki keskin köşelerden kaçınılır. Ancak, iç yarıçaplar tekrar çizim boyutundan daha büyük yapılmıştır. İç yarıçapların boyutsal doğruluğunun önemli olduğu, yarıçap düzeltmeli bir kontürü bitirmek için, En küçük iç yarıçaptan daha küçük yarıçapa sahip bir takım kullanılmalıdır . |
Takımyolu Kontürleme Çevrim aşağıda gösterilmiştir. (Cep+Kontür aynı şekilde davranır). 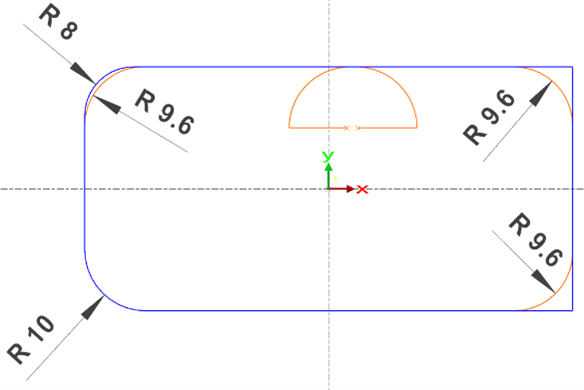
|
|
|
Geçerli düzlem olarak tanımla Başlangıç noktası için Cep İşleme? |
|
|
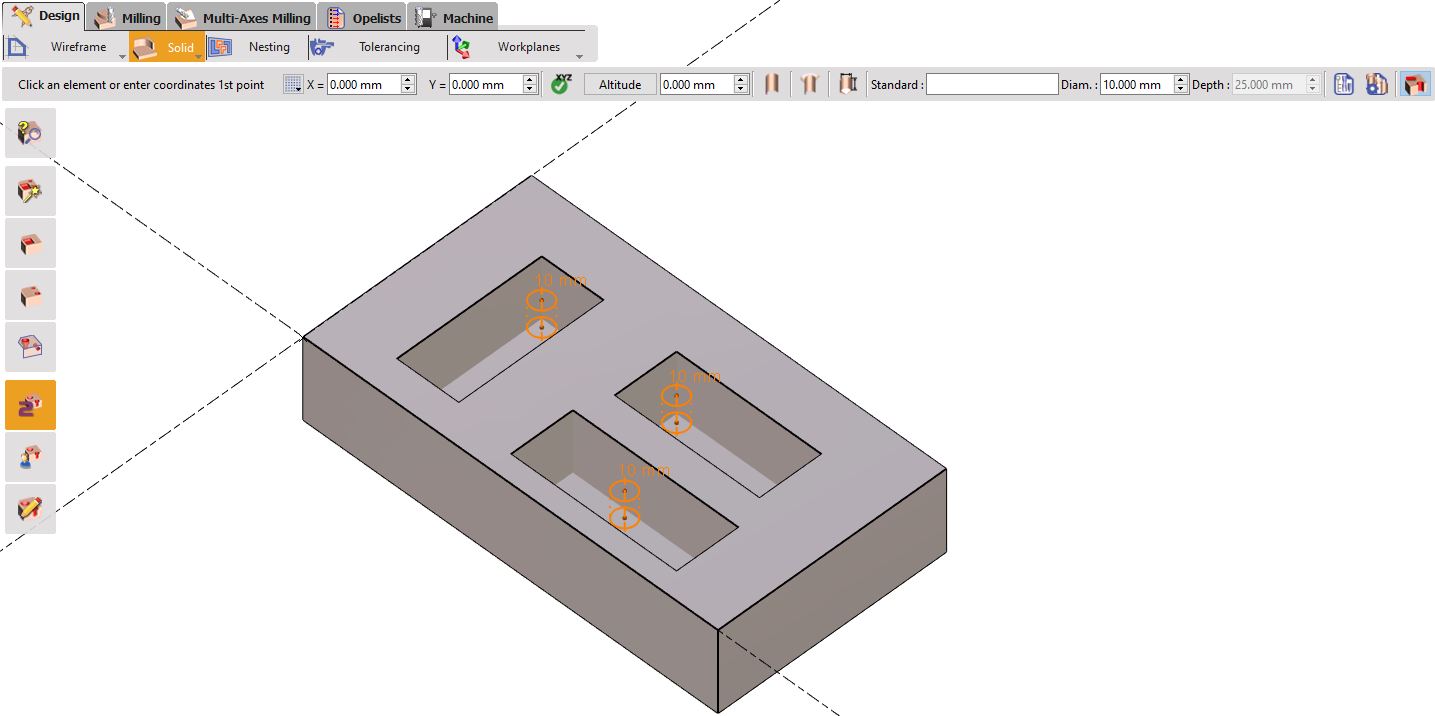
GO2cam'de bir cep tanımladığınızda, takımın giriş noktasını seçemezsiniz, bu otomatik olarak yazılım tarafından yapılır. Kullanıcının cep için giriş noktasını zorlaması için, Delinmiş delik Komut gerekli. Konsept, tercih edilen alandaki cepte bir delik tanımlamak ve delmektir. Bu, takımın düz uçlu frezeler için kesme parçası olan yanlarından stoğu kesmeye başlamasına olanak tanır. Komut, takımın cep işleme işlemine bu delikten başlamasına izin verecektir. Önceden delinmiş deliği tanımlamanın 2 yolu vardır:
|
|
|
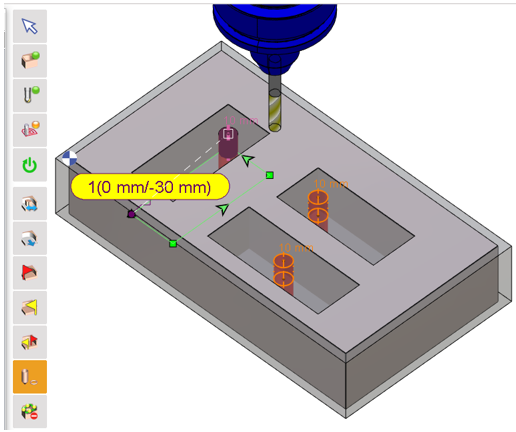
1/ Delinmiş deliğin manuel oluşturulması. İlk adımda, Tasarım sekmesinde standart bir delik tanımlamak veya tercih edilen konuma basitçe bir daire çizmek gerekir.
Ardından, tüm deliğin delme işlemi otomatik veya manuel olarak yapılır.
Son olarak, raybalama sırasında Geometri Seç Adım olarak, Önceden Delinmiş Delik komutunu seçip delik geometrisini seçebilirsiniz. Çevrimin başlangıç noktası daha sonra bu delik üzerinde tanımlanır.
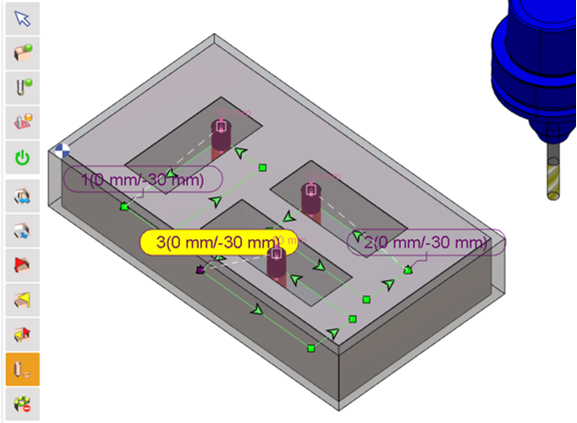
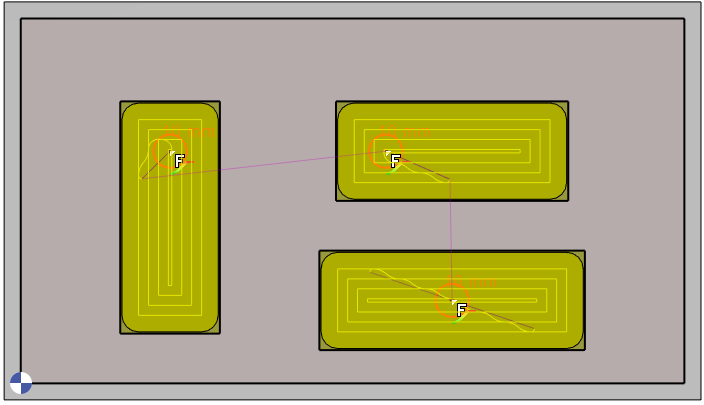
Örneğin, sağdaki örnekte, seçilen birden çok cep için, deliklerin çoklu seçimi ile her biri için başlangıç noktalarını tanımlayabilirsiniz. Not: Komutu tıkladıktan sonra, birden çok delik seçmek için Ctrl tuşuna basılı tutmanız gerekir.
|
|
|
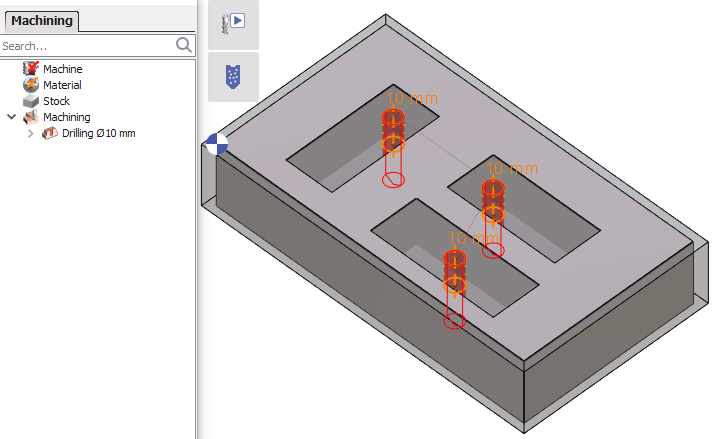
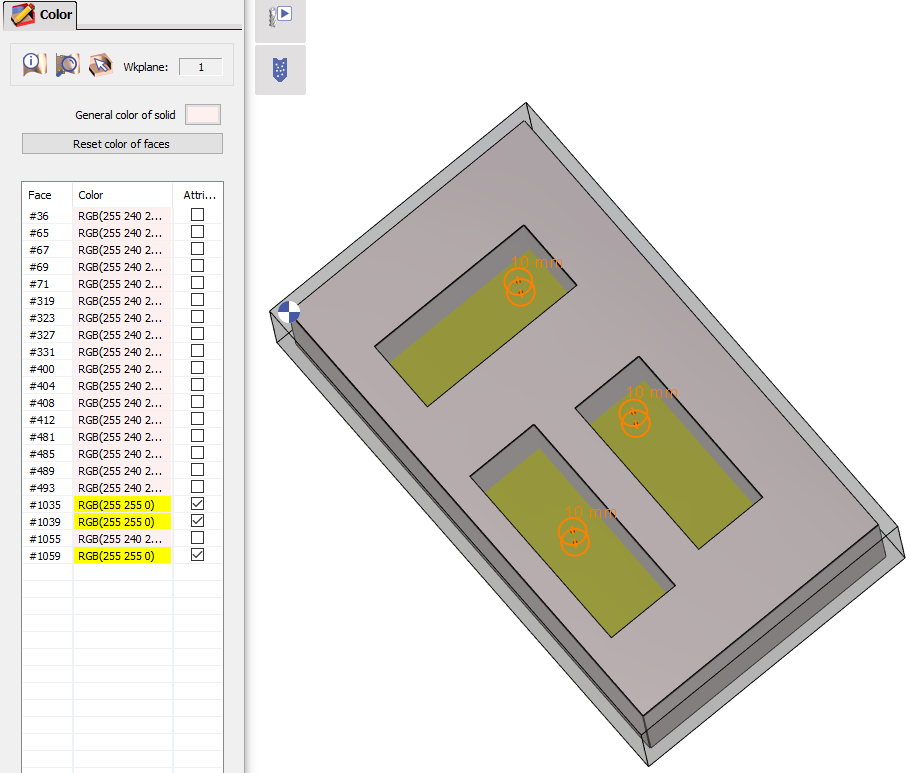
2/ Otomatik olarak bir opelist kullanılarak Otomatik önceden delinmiş deliği tanımlamanın ilk adımı, delik geometrisini ayrı bir katmanda oluşturmaktır. Bu durumda delikler 2. katmana ayarlanmıştır.
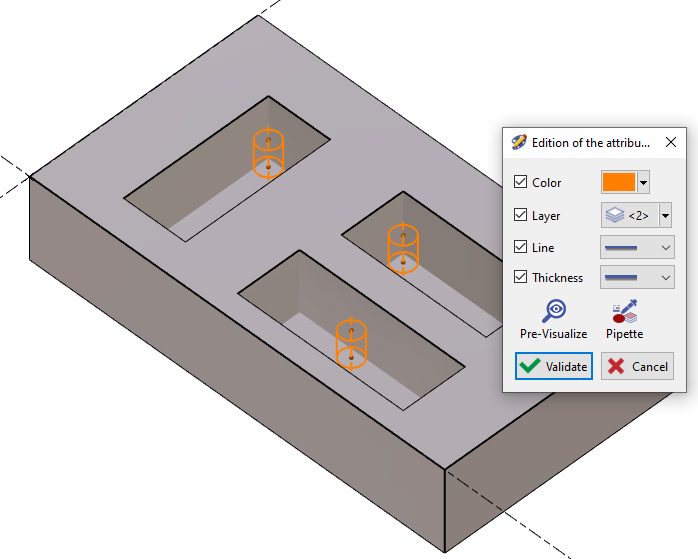
Ayrıca, ceplerin alt yüzlerinin rengini farklı bir renge, örneğin burada sarıya değiştirin.
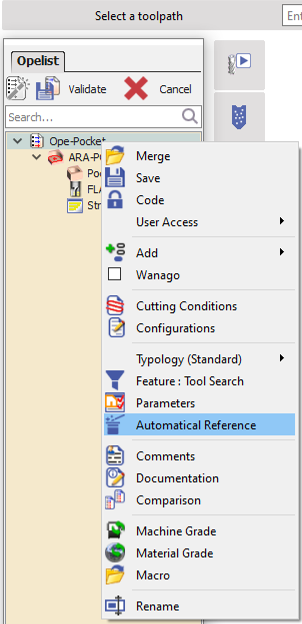
Bu noktada, mevcut bir opelist oluşturabilir veya değiştirebilir ve opelist'e sağ tıklayarak otomatik bir referans uygulayabilirsiniz.
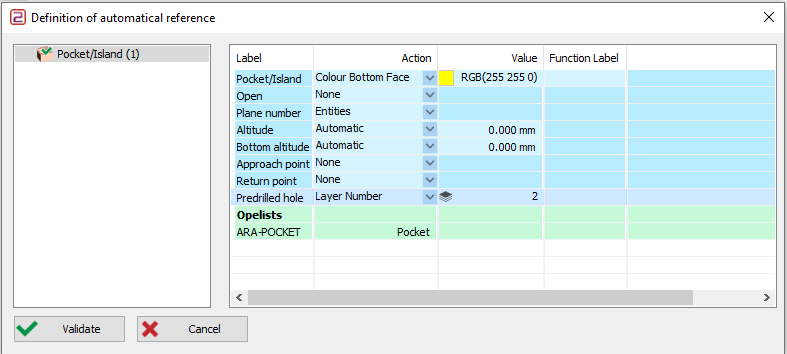
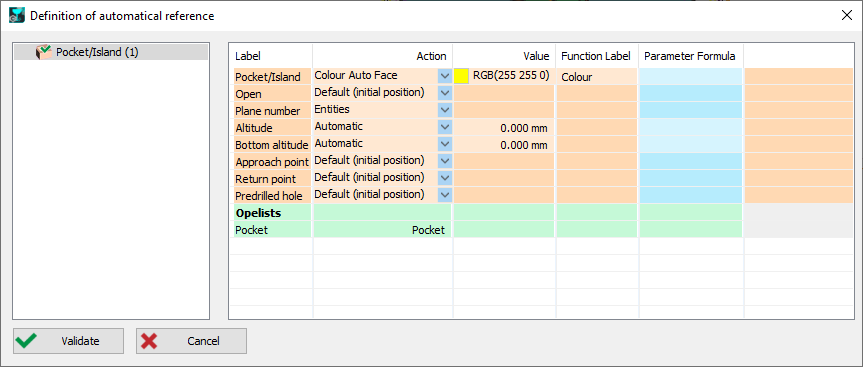
Cep/ada çevrimi için, Önceden delinmiş delik etiketi ve değiştir Eylem e Katman Numarası ve Değer delikler için tanımlanan katmana 2 bu durumda. ve için Cep/ada etiketi , değiştirin Aksiyon e Renkli Alt Yüz ve Değer seçilen aynı sarı renge Otomatik referansı ve opelist'i doğrula.
Şimdi opelist'i iş parçasına uygularsanız, önceden delinmiş delik komutu otomatik olarak dikkate alınır ve her cep için başlangıç noktası tanımlanan delikte olur. |
|
|
How to carry out deburring on a workpiece in GO2cam? |
|
|
Mevcut pakete bağlı olarak 3 yöntem mümkündür: |
|
|
1/ Otomatik çapak alma ve pah kırma Bu yöntem 2X ve 2,5X işleme çevrimleri için kullanılabilir. Bu durumda, özel bir çapak alma çevrimi mevcut değildir. Çapak alma, pah kırma çevrimiyle gerçekleştirilir. Örnek için sağdaki videoyu izleyin. |
|
|
3X çapak alma çevrimine erişim, 3X frezeleme seçeneği etkinleştirilmişse kullanılabilir. Çevrim şu adreste bulunabilir: Frezeleme sekmesi , altında Menü şekillendirme. Basitçe tüm katıyı seçin, takımı seçin ve çevrimi uygulayın. Çapak alma hesaplanacaktır. Örnek için sağdaki videoyu izleyin. |
|
|
5X çapak alma işlemi, 4-5X işleme seçeneği etkinleştirilirse kullanılabilir. Çevrim şu adreste bulunabilir: Şekil Frezeleme sekmesi , altında 5X Uzman menüsü. İşlem, 3 Eksen Çapak Alma işlemine benzer. Sağdaki video, bir parçadaki gerçek bir çapak alma çevrimini göstermektedir. |
|

|
Why is my stock no longer calculated on previous cycles when I re-execute an operation? |
|
|
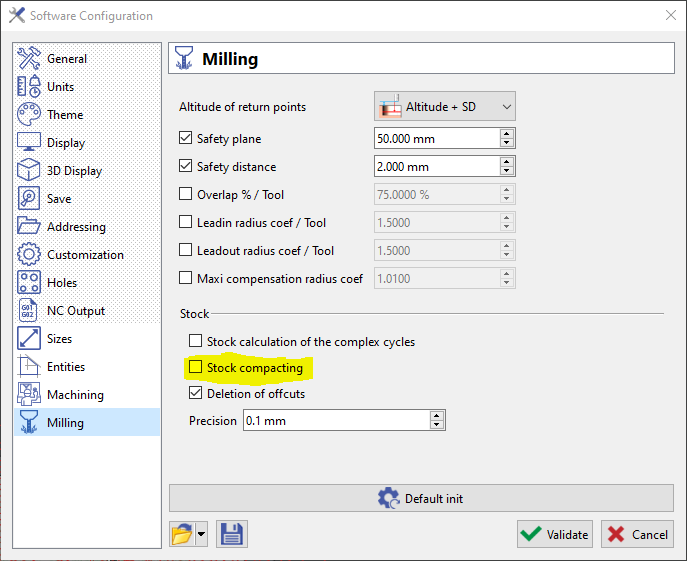
Genel işleme işleminde bir güncelleme yapmak bu sorun için hızlı bir çözümdür. Alternatif olarak, devre dışı bırakabiliriz Stok Kompaksiyonu Seçim ile ayarlama Araçlar>Seçenekler>Frezeleme ve ardından Stok sıkıştırma seçeneğinin işaretini kaldırma. |
|
|
|
|
How to automatize the machining of pockets by the colour of their solid faces? |
|
|
Bu, opelist için otomatik bir referans tanımlayarak yapılır: |
|
|
Bir opelist oluşturma veya düzenleme sırasında, cep çevrimi için, erişim Otomatik referans tanımı pencere |
|
|
Otomatik referansı tanımlayacağınız cep çevrimi için şunu ayarlayın: Eylem > Renk Otomatik Yüz Değer > Varsayılan seçeneği bırakın Fonksiyon etiketi > etiketi renk olarak belirt opelist'i doğrula ve kaydet. |
|
|
Opelistin uygulanmasında, pipet kullanarak veya opelist ayarlama penceresinde RGB değerini girerek gerekli rengi seçebileceksiniz. Takımı seçin ve gerekirse çevrimde ayarlamalar yapın ve opelist'i onaylayın. Geometri seçimi otomatik olarak yapılacak ve cep işleme, tanımlanan renge göre otomatik olarak yapılacaktır. |
|

|
Can I machine sloped ribs with 2 axis milling in GO2cam? |
|
|
GO2cam, tel kafeste 2,5 eksen işleme işlemi uygulayan ve işleme işlemini gerçekleştiren özel bir çevrim sunar; Profil Kesme çevrimi. İşlem aşağıda gösterildiği gibidir: |
|
|
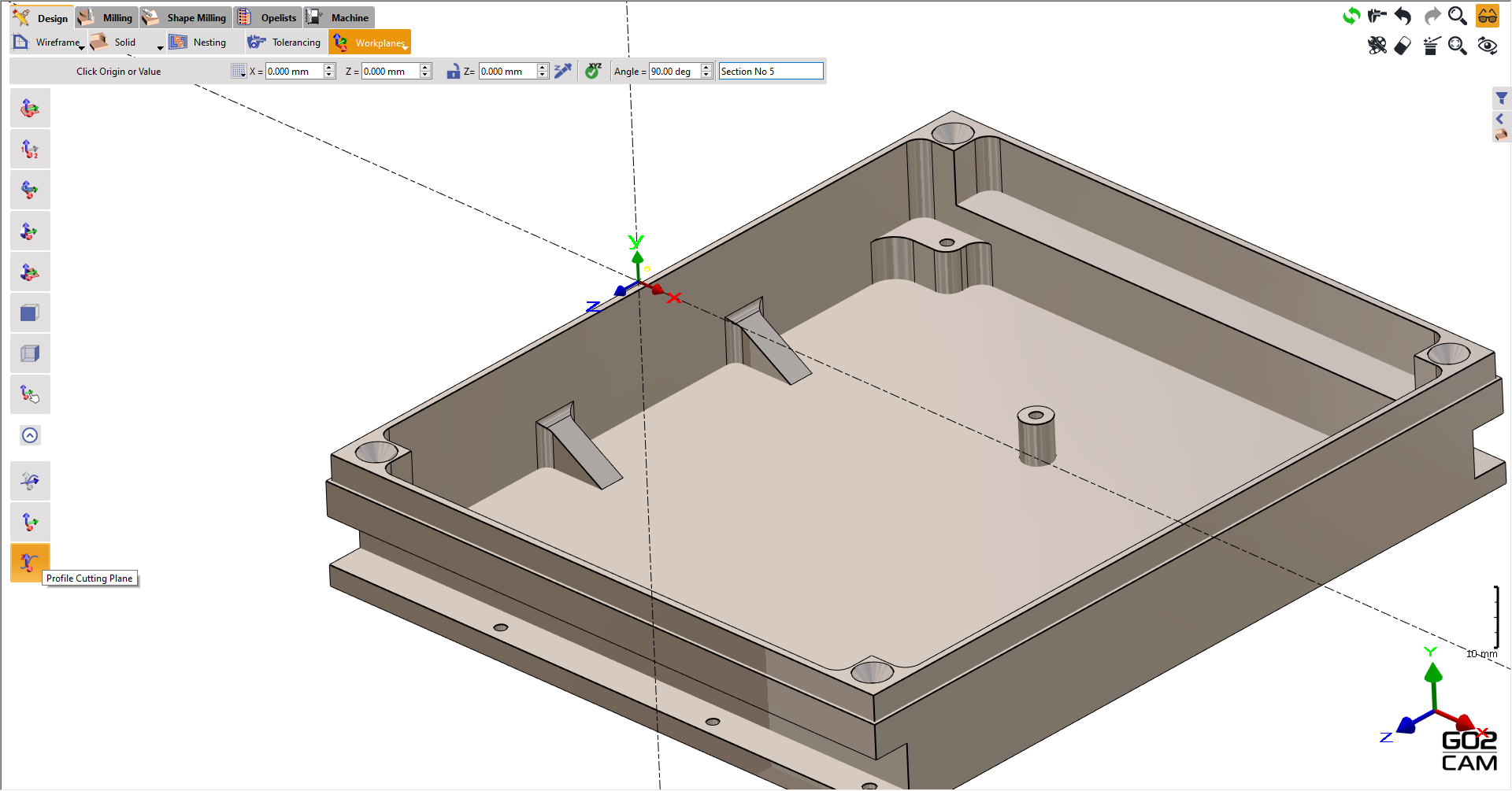
İlk işlem, Profil Kesme düzlemi adı verilen özel bir çalışma düzlemi oluşturmayı içerir. Bu, araç çubuğunu genişlettiğinizde çalışma düzlemi oluşturma sekmesinde bulunur. Son komut gerekli olan komuttur. X-Y düzlemi işleme yönünü belirler ve boyuna doğrultuda işleme yapmak istediğimiz için açıyı 90 derece olarak ayarlayın. Orijini tanımlamak için herhangi bir noktaya tıklayın, bu durumda aynı orijin. |
|
|
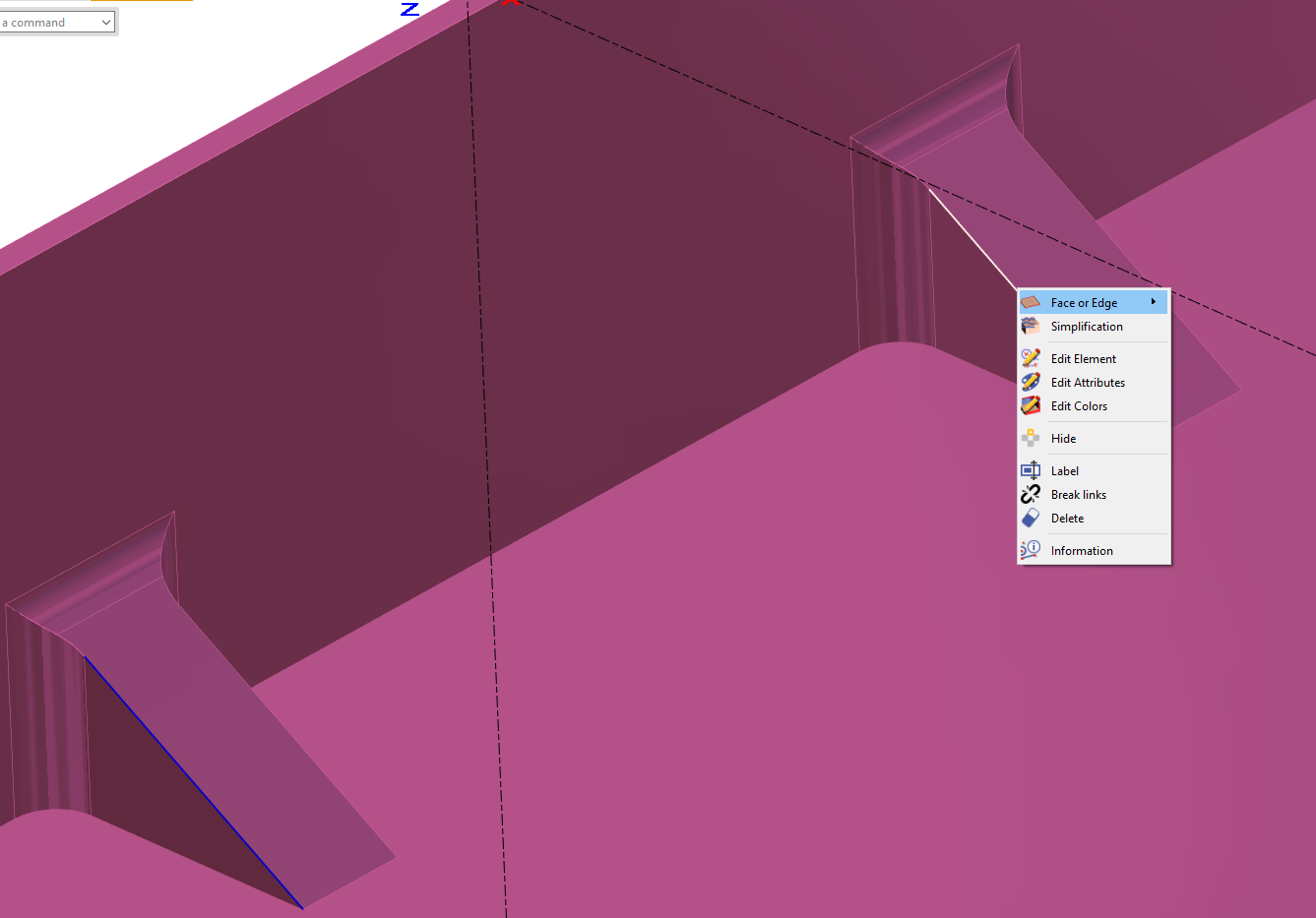
Tel kafesi, çizerek veya katıdan ayıklayarak tanımlayın. Bu, geometri seçimi için referans sağlamak için gereklidir.
|
|
|
Son olarak, Özel sekmesi altında bulunan Profil Kesme döngüsünü tanımlayın. Çıkarılan kenarları profil olarak seçin, takımı ve profil kesme stratejilerini tanımlayın ve hesaplayın. 
|
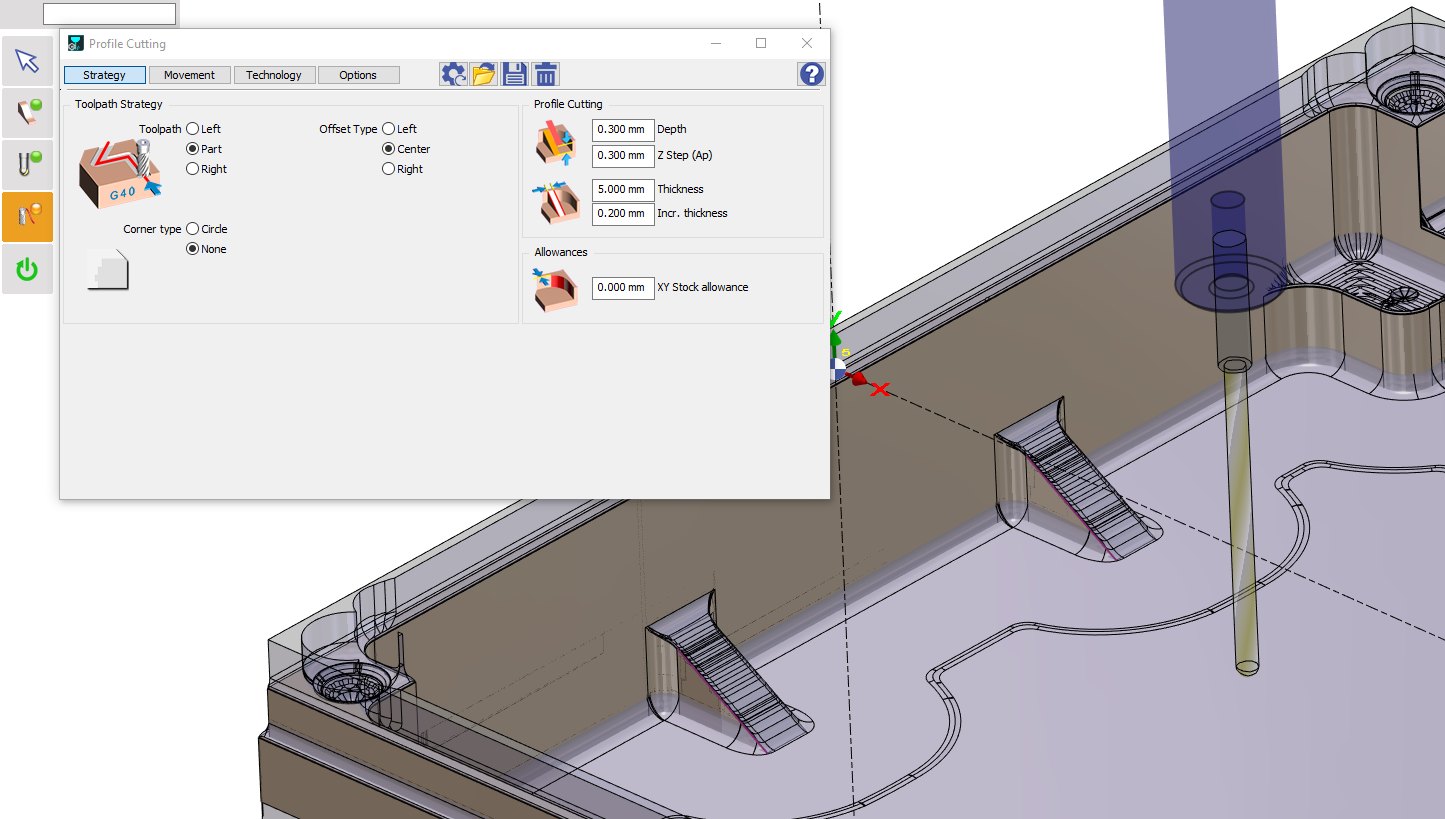
Bu durumda, kalan malzemenin derinliği ve adım değeri aynı olarak; 0,3 mm olarak ayarlanmıştır. Burada gerçekleştirilen minimum adım sayısı 2'dir.
|
|
Eğim işleme böyledir. 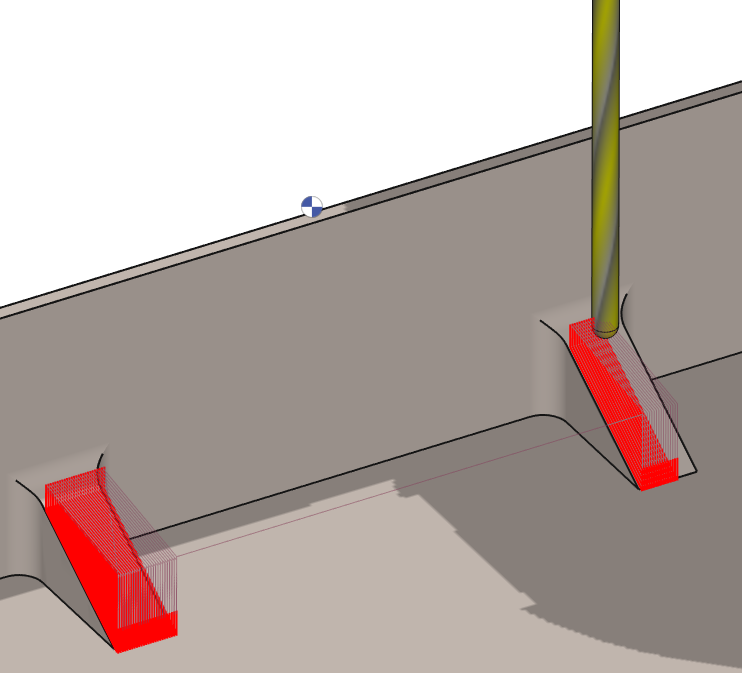
|
Aşağıda işlemi gösteren videoyu izleyin.

|
|
Bir seferde cepin işlenmiş konik kenarları nasıl yapılır? |
|
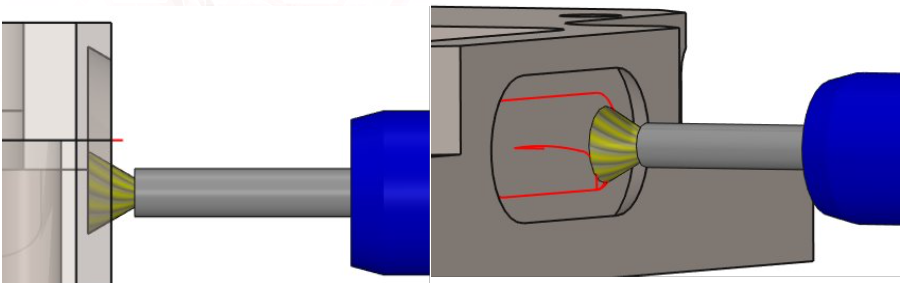
GO2cam artık Cep işlemiyle 'Ters Havşa freze' kullanma olanağı sunuyor. Takımı seçip Cep parametrelerine geçtiğinizde, cep çevrimlerinin bazı parametrelerinin grileştiğini fark edeceksiniz. |
|
|
Leadin Depth ve Leadin Feedrate seçeneklerinin amacı nedir? |
|
Bu seçenekler, özellikle eğimli delikler için delme çevrimleri üzerinde daha fazla kontrol sağlamak üzere tasarlanmıştır. Giriş Derinliği, azaltılmış bir ilerleme hızının (Giriş İlerleme Hızı) kullanılacağı başlangıç derinliğini belirtir. Bu, daha yumuşak bir başlangıç sağlar ve takım kırılma veya aşırı aşınma riskini azaltır, özellikle matkap tamamen takılmadığında. Matkap Giriş Derinliğine ulaştığında, ilerleme hızı otomatik olarak tanımlanan değere yükselecektir. |