|
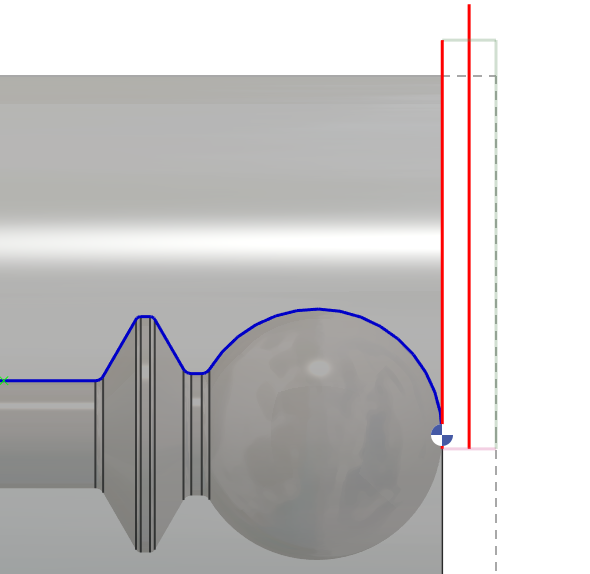
Bu çevrim, silindirik veya dikdörtgen bir iş parçasının sonunda düz bir yüzeyin işlenmesini sağlar. |
Ana Noktalar
|
Yeni Son Yüz operasyonu iş parçası yüzeylerini işlemek için bir dizi gelişmiş yetenek sunar, şunlar dahil:
|
|
|
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım yolu |
||
|
|
||
|
R max katsayısı |
|
|
|
İşleme Stratejisi |
Z Stok payı |
|
|
|
||
|
|
||
|
|
||
|
Talaş kırma |
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Yaklaşım ve Geri Dönüş Özellikleri |
||
|
Fazla kesme |
||
|
Yüzey |
Z ekseninde sınırlama |
Ekseni aş |
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Devir |
Devir sırası |
|
|
İlerleme Z'te |
İlerleme |
|
|
İlerleme X'te |
F. mili Dönme yönü |
|
|
Boşta ilerleme |
Maksi devir |
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Uzunluk telafi no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
İşleme Seti |

|
|
Seçenekler Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Çarpışmaların yönetimi |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri toleransı |
Eğri patlatma |
|
Seçenekler |
||
|
Kompanzasyon başarı faktörü |
|
|