A hole model can be made more flexible with the use of formulas especially in the list of operations. To be able to create these formulas based on the holes' characteristics, whatever the hole shape, number of stages, and options defined, automatic referencing is required.
홀 특성 참조
GO2cam의 참조는 자동으로 이루어지며 다음 규칙을 따릅니다:
-
a 문자 매개변수 또는 특성을 정의합니다 ( 파란색 below)
-
a 숫자 스테이지 관련 ( 빨간색 below)
다음은 참조를 보여주기 위해 3단계의 관통 홀을 보여주는 그림입니다:
|
H : height of the stage 오퍼레이션 리스트에서 높이 ( H )는 가공 깊이 ( P ). D : diameter of the stage Dc : diameter of the stage chamfer Ac : aperture angle of the stage chamfer R : radius in the bottom of the stage 탭 단계의 경우: D : tapping diameter Dd : drilling diameter 안녕 : tapping height Tp : tapping pitch Do : diameter of the inverse chamfer of the stage Ao : aperture angle of the inverse chamfer of the stage 또한 작업 목록에만 적용할 수 있는 매개변수가 2개 더 있습니다: L0 : total length of the hole z0 : value added at the end of path to make the path longer and avoid a crater in machined surface. |
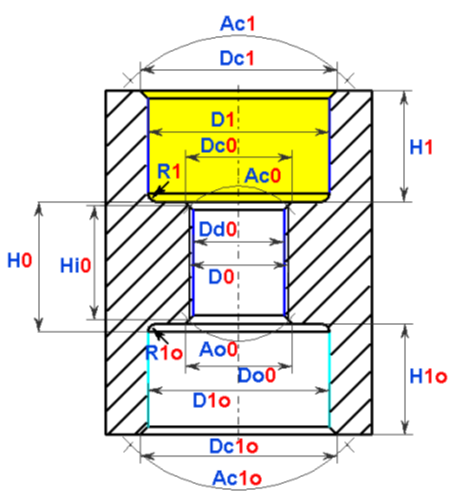
The stages are numbered 1 , 0 , 1o
|
구멍 매개변수 정의
|
사용자 구멍을 생성하는 과정에서 각 매개변수는 다른 매개변수를 사용하여 수학 공식에 따라 계산할 수 있습니다. 존중해야 할 구문:
|
|||||||
|
수학 연산자 |
|||||||
|
sqr |
Square |
max |
최대 |
acos |
Arccosines |
rnd |
Random |
|
sqt |
Square Root |
min |
최소 |
asin |
Arcsines |
log |
Decimal Logarithm |
|
sin |
Sinus |
mod |
Modulo |
atan |
Arctangent |
sgn |
Sign |
|
cos |
Cosines |
exp |
Exponential |
^ |
Power |
라운드 |
Rounding |
|
tan |
접선 |
Ln |
Napierian Logarithm |
abs |
Absolute value |
trunc |
Truncation |
|
|
|
|
|
int |
정수 값 |
|
|
|
Binary operators: |
비교 연산자: |
Priority operators: |
|
||||
|
+ |
더하기 |
> |
~보다 우월한 |
( 그리고 ) |
또는 |
논리적 또는 |
|
|
- |
불연속 빼기 |
>= |
EDM spec |
특수 심볼: |
AND |
Logic And |
|
|
/ |
나눗셈 |
< |
Inferior to |
Pi |
XOR |
Exclusive Or |
|
|
* |
Multiplication |
<= |
Inferior or equal to |
|
NOT |
Logic No |
|
|
= |
Assignment |
<> |
다르다 |
|
|
|
|
|
== |
품질 |
|
|
|
|
||
|
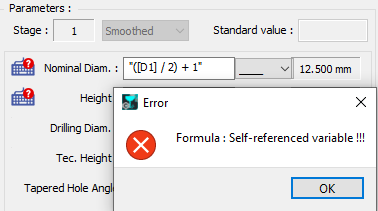
오류: If the parameter uses its own reference in the calculation formula, a ‘Self-referenced variable’ error is shown. 마찬가지로 파라미터에 대해 정의된 값이 너무 작으면 오류가 표시됩니다. 예를 들어, 모따기 직경은 공칭 직경보다 작게 정의됩니다. Dc1 = " [D1] – 1.5 " |
|
||||||
운용 리스트
파라메터
파라메터는 3가지 범주로 분할됩니다:
-
구멍 정의 : 제약 조건에 따른 사이클 실행 여부, 구멍의 단위 및 품질, 가공 깊이 정의. 흥미로운 매개변수는 무게 , 이는 오퍼레이션의 위치를 수정할 수 있게 해줍니다. 기본적으로 모든 사이클은 '로 설정된 가중치를 갖습니다. 0 ’, giving a weight of ‘ 1 ’ to an operation means positioning it at the last position (1 is heavier than 0). To position a cycle in the 1st position, define the weight to value ‘ -1 ’.
-
툴 검색 : 직경에 대한 최대값을 정의할 수 있습니다.
-
Strategy 사이클의 여러 전략 매개변수, 예를 들어 드웰 및 Z 오프셋에 대한 액세스. 증분 깊이는 흥미롭습니다. 예를 들어 드릴링 디버링에서 공식에 따라 계산할 수 있으며, 구멍 길이의 1/10과 같은 증분을 정의할 수 있습니다. 공식 생성에 대한 장을 위에서 읽어보세요.
가공 조건
스테이지 페이지에 정의된 공식과 달리, 이 공식은 계산 공식만 있는 것은 아닙니다. Cutting Conditions Calculation 가능하지만, 여기서 가장 큰 장점은 생성하는 능력입니다. constraints 그리고 현재 평면으로 정의 inter-dependence 파라메터
구멍의 각 치수 파라미터는 참조로 정의되며, 전체 목록은 이전에 제공되었습니다. 거기에 설명된 파라미터는 동일하며, 스테이지 높이를 제외하고는 ( H ) 가공 깊이별로 ( P )
파라메터
-
L0 : 구멍의 전체 길이. 이 값은 파트에 모델을 적용할 때 제공됩니다.
-
z0 : 가공의 끝에서 길이 값 초과. 구멍 옵션에서 이 값을 정의합니다.
|
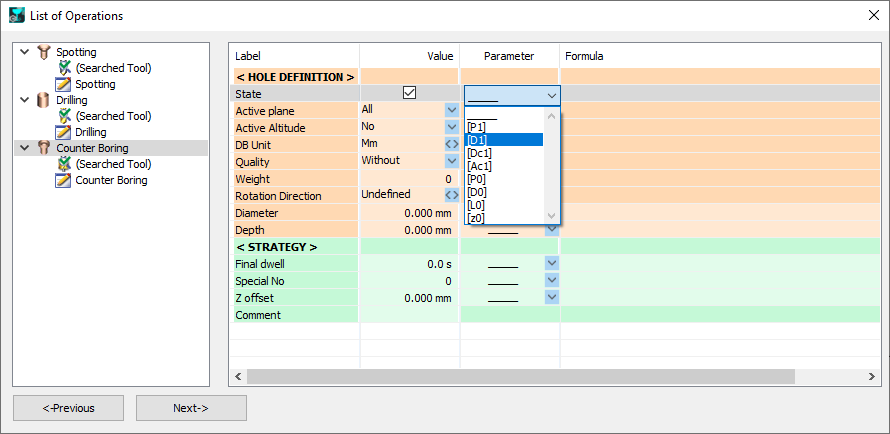
파라메터에 리미트 State ’, 우리는 ~할 수 있을 것입니다. 사이클의 실현을 제약하다 by a formula. 2 단계의 카운터 보어 구멍입니다. 드릴링 직경이 10mm보다 큰 경우에만 지그 보링 작업을 정의하려고 합니다. 이것을 위해, 우리는 먼저 라인에서 체크 박스를 활성화해야 합니다. State ' / 컬럼 ' 값 ’. 그런 다음 파라미터 목록에서 드릴 직경 (D1)을 선택하십시오. |
|
|
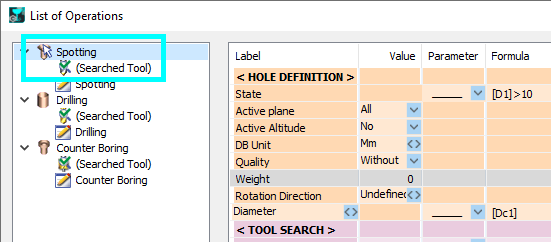
(No translation needed) 운용 리스트에서, 당신은 알아차릴 것입니다. (Translation not available in the context) 지그 보링 아이콘에 위치하여 이를 나타냅니다. 사이클은 공식에 의해 제한됩니다. . |
|
|
|
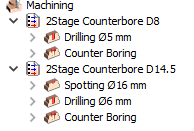
필요한 값으로 필드를 채우면 제약 조건을 고려하여 운용 리스트가 생성됩니다. 여기, 다른 값을 가진 2개의 구멍:
|
운동
다음은 운용 리스트에서 파라메트릭 공식을 사용하는 연습입니다. 표준 육각 소켓 헤드 캡 나사용 구멍 모델을 만들 것입니다. M3, M4, M5, M6, M8, M10, M12, M16, M20 and more.
구멍, 카운터 보링, 모따기 및 탭핑.
운용 리스트
A. counter boring에 대해 어떤 직경이 18보다 <입니까?
B. counter boring에 대해 어떤 직경이 18보다 큽니까?
|
운용 리스트 |
|
|
직경 <= 18 |
직경 (D) > 18 |
|
지그 보링 |
지그 보링 |
|
Drilling |
|
|
Counter boring |
포켓 |
|
Tapping |
|
|
|
Chamfering / Interpolation |
여기에 카운터 보링 직경별 오퍼레이션 리스트 테이블이 있습니다:
|
스크류 |
Counter boring 드릴 직경 (D1) |
지그 보링 |
지그 보링 |
Drilling Dd0 |
Counter boring |
포켓 |
Tapping |
Chamfering / Interpolation |
|
M3 |
8 |
X |
|
X |
X |
|
X |
|
|
M4 |
10 |
X |
|
X |
X |
|
X |
|
|
M5 |
11 |
X |
|
X |
X |
|
X |
|
|
M6 |
13 |
X |
|
X |
X |
|
X |
|
|
M8 |
18 |
X |
|
X |
X |
|
X |
|
|
M10 |
20 |
|
X |
X |
|
X |
X |
X |
|
M12 |
22 |
|
X |
X |
|
X |
X |
X |
|
M16 |
30 |
|
X |
X |
|
X |
X |
X |
|
M20 |
36 |
|
X |
X |
|
X |
X |
X |
|

|