
|
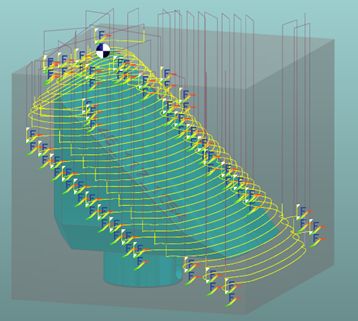
주물 재작업 사이클을 사용하면 부품을 재작업할 수 있지만, 주물 황삭과 같은 원칙에 따라 수행됩니다. 재작업은 부품과 평행한 프로파일을 가진 주물 블록을 기반으로 합니다. |
주요 사항
|
|
전략 매개변수
|
대화 영역 |
매개변수 |
|
|
공구경로 전략 |
가공 방향 |
|
|
최적화 |
|
|
|
가공 제한 |
제한 영역 |
|
|
|
||
|
언더컷 및 재작업 |
언더컷 가공 |
아일랜드 재작업 |
|
스캘럽 재작업 |
스캘럽 값 |
|
|
주물 스톡 |
두께 |
|
|
스테퍼 계산 |
스테퍼(공구 비율) |
스테퍼 값(Ae) |
|
XY 스캘럽 |
스캘럽 반영 |
|
|
Z 스텝 |
Z 스텝(Ap) |
|
|
허용값 |
XY 스톡 허용값 |
Z 스톡 허용값 |
|
법선 스톡 허용값 |
|
|
|
고도 목록 |
고도 목록 |
|
이동 매개변수
|
대화 영역 |
매개변수 |
|
|
안전(Z 방향) |
급속 평면 고도 |
안전 거리 |
|
Z 방향 접근 및 복귀 |
접근 고도 |
후퇴 고도 |
|
복귀 고도 |
|
|
|
Z 플런지 |
플런지 |
최소 헬릭스 반지름 |
|
최소 램핑 반지름 |
최소 반경 가공 영역 |
|
|
플런지 각도 |
|
|
|
급속 이동 관리 |
이동: 급속, G1 Fmax, G0/G1 Fmax |
Fmax 안전 거리 |
|
급속/Fmax % |
|
|
|
안전(XY 방향) |
XY 안전 거리 |
SD/공구 샹크 |
|
공구홀더 관리 |
|
|
기술 매개변수
|
대화 영역 |
매개변수 |
|
|
절삭 조건 |
품질 |
절삭 속도 |
|
피드레이트/이빨 |
스핀들 방향 |
|
|
스핀들 속도 |
||
|
피드레이트 |
스핀들 속도 범위 |
|
|
공구 번호 매기기 |
공구 번호 |
특정 번호 |
|
길이 보정 번호 |
직경 보정 번호 |
|
|
사용자 필드 |
주석 |
제어 장치 |
|
밀링 세트 |
|
|
