General Information
|
標準には、利用可能なすべてのオプションを管理するための4つの構成ページがあります。
|
|
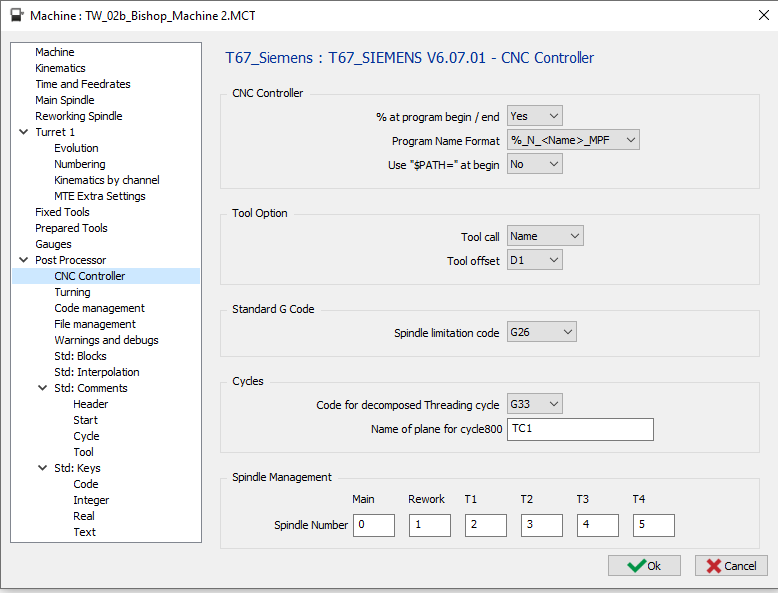
1 CNC Controller Page
|
1.1 CNC Controller - % at program begin / end
|
オプション |
結果 |
|
いいえ |
N5 G00 G53 Z0 … … M30 |
|
はい |
% N5 G00 G53 Z0 … … M30 % |
1.2 CNC Controller - Program name format
Even if the % at program begin / end is deactivated in the option before, the 2 first options for the program name will output %
|
オプション |
結果 |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0 … … |
|
なし |
G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
このオプションは、プログラム名形式が「%_N_<name>_MPF」に設定されている場合のみ使用できます。
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
はい |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Tool Option – Tool Call
|
オプション |
結果 |
|
番号 |
… … T01 M06 … … |
|
名前 |
… … T=”CNMG 04” M06 … … (切削中断サイクル) G83 Z-6 Q2000 F500 G80 … … |
1.5 Tool Option – Tool Offset
|
オプション |
結果 |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standard G code – Spindle Limitation Code
|
オプション |
結果 |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Cycles – Code for decomposed Threading Cycle
ねじ切りサイクルは、ジェネレータで「分解」に設定する必要があります。
|
オプション |
結果 |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Spindle Management – Spindle Number
ここで、SETMS関数で使用される番号を定義します。
-
メイン :メインスピンドル
-
再加工 :再加工スピンドル
-
T1 :最初のタレット
-
T2 :2番目のタレット
-
T3 :3番目のタレット
-
T4 :4番目のタレット
番号が0に設定されている場合、SETMSは番号なしで出力されます。
|
オプション |
結果 |
|

|
… ;メインスピンドルを選択します SETMS … … ;再加工スピンドルを選択します SETMS(1) … … |

|
… ;メインスピンドルを選択します SETMS(5) … … ;再加工スピンドルを選択します SETMS(6) … … |
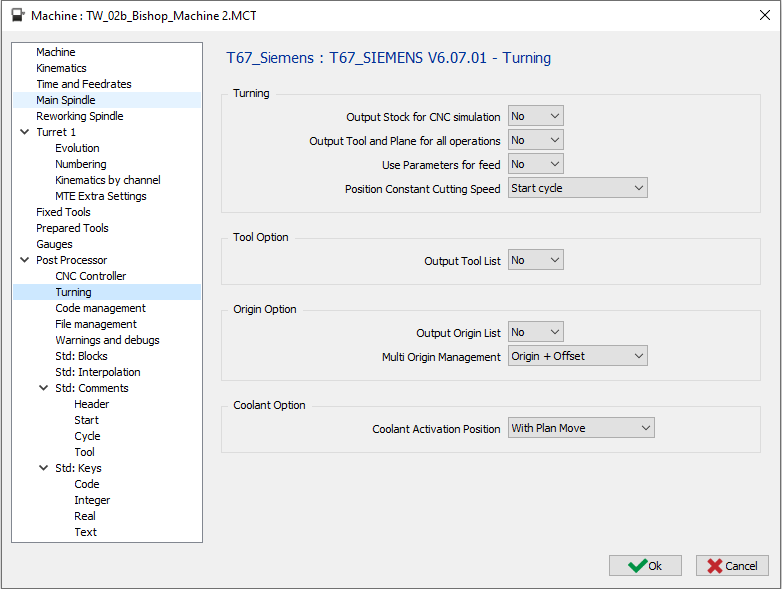
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … … |
|
はい |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Turning – Output Tool and Plane for all operations
|
オプション |
結果 |
|
いいえ |
… ;OP 1 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 WITH TOOL 1 AND PLANE 1 … |
|
はい |
… ;OP 1 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Turning – Use Parameters for Feed
|
オプション |
結果 |
|
いいえ |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
はい |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Turning – Position Constant Cutting Speed
|
オプション |
結果 |
|
サイクル開始 |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
加工開始 |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … … |
|
はい |
%_N_PROG_MPF ;工具リスト開始 ;T1 CMNG 04 ;T2 ... ;T2 ... ;工具リスト終了 … … |
2.6 Origin Option – Output Origin List
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … |
|
はい |
%_N_PROG_MPF ;原点リスト開始 ;G54 ;G55 ;... ;原点リスト終了 … |
2.7 Origin Option – Multi Origin Management
|
オプション |
結果 |
|
原点のみ |
% O1000 … G54 … |
|
原点+オフセット |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTEなし:
パーツに定義されている各原点に対してオプションが「原点のみ」に設定されている場合、異なるGコード(G54、次にG55、G56など)が出力されます。つまり、CNCによって管理される原点の数によって制限されます。さらに原点がある場合は、2番目のオプション「原点+オフセット」を使用する必要があります
オプションが「原点+オフセット」に設定されている場合、G54とTRANSによるオフセットのみが出力されます
MTEあり:
原点は、次の構文「$G54_」を使用して原点の名前に定義できます。つまり、G54がNCプログラムで使用されます。デコードされた名前が定義されていない場合、デフォルトの原点G54が出力されます。
「原点+オフセット」を使用する場合は、すべての操作に対して1つの原点のみを使用する必要があります。すべてのオフセットは、基準平面原点または単一原点から計算されるためです。
アンダースコアの後にすべてのテキストを追加して、オフセットを認識できます。「$G54_Up」、「$G54_Right」、…
5軸機械の場合:
原点オフセットは、出力するように設定されている場合、傾斜平面関数Cycle800で出力されます。つまり、TRANSは出力されません。
2.8 Coolant Option – Coolant Activation Position
2番目と3番目のオプションは、旋盤操作に対して同じ出力を生成します。
ライブツールを使用するミーリング操作では違いがあります。
|
オプション |
旋盤操作 |
ミーリング操作(ライブツール) |
|
スピンドルあり |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
平面移動あり |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
突入移動あり |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
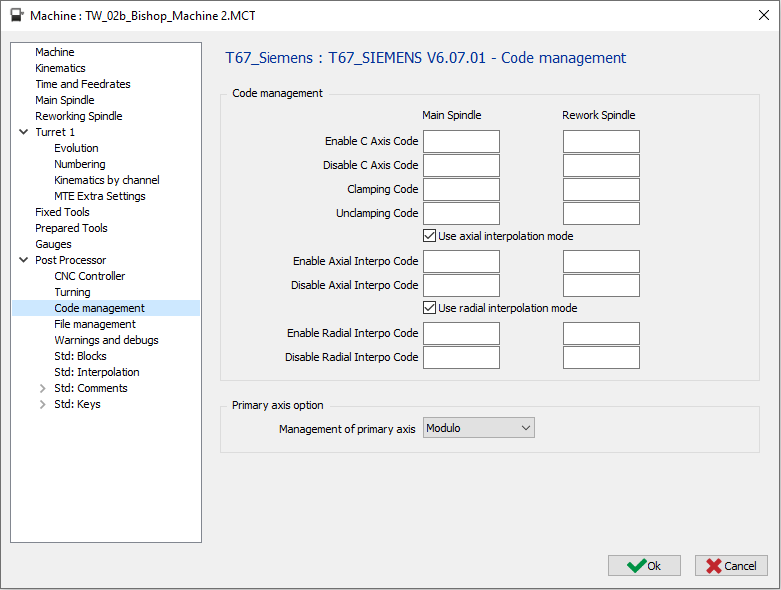
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
オプション |
結果 |
|
「空」 |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
オプション |
結果 |
|
「空」 |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
|
オプション |
結果 |
|
「空」 |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
|
オプション |
結果 |
|
「空」 |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
機械にTRANSMITオプションがない場合、出力は分解して行うことができます。
円弧補間は出力されません。工具オフセットを使用しないでください
|
オプション |
結果 |

|
TRANSMITを使用して軸方向の操作を出力 |

|
軸方向の操作を分解して出力 |
3.6 Code Management – Enable Axial Interpo Code
フィールドが空の場合、デフォルトで使用されるコードはTRANSMITになります
|
オプション |
結果 |
|
「空」 |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Code Management – Disable Axial Interpo Code
フィールドが空の場合、デフォルトで使用されるコードはTRAFOOFになります
|
オプション |
結果 |
|
「空」 |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Code Management – Use radial interpolation mode
機械にTRACYLオプションがない場合、出力は分解して行うことができます。
円弧補間は出力されません。工具オフセットを使用しないでください
|
オプション |
結果 |

|
G107を使用して軸方向の操作を出力 |

|
軸方向の操作を分解して出力 |
3.9 Code Management – Enable Radial Interpo Code
フィールドが空の場合、デフォルトで使用されるコードはTRACYL(…)になります
|
オプション |
結果 |
|
「空」 |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Code Management – Disable Radial Interpo Code
フィールドが空の場合、デフォルトで使用されるコードはTRAFOOFになります
|
オプション |
結果 |
|
「空」 |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Primary axis option – Management of primary axis
|
オプション |
結果 |
|
モジュロ |
… C0 … C359 C0 … |
|
線形 |
… C0 … C359 C360 … |
|
増分 |
… C0 … C=IC(1) C=IC(1) … |
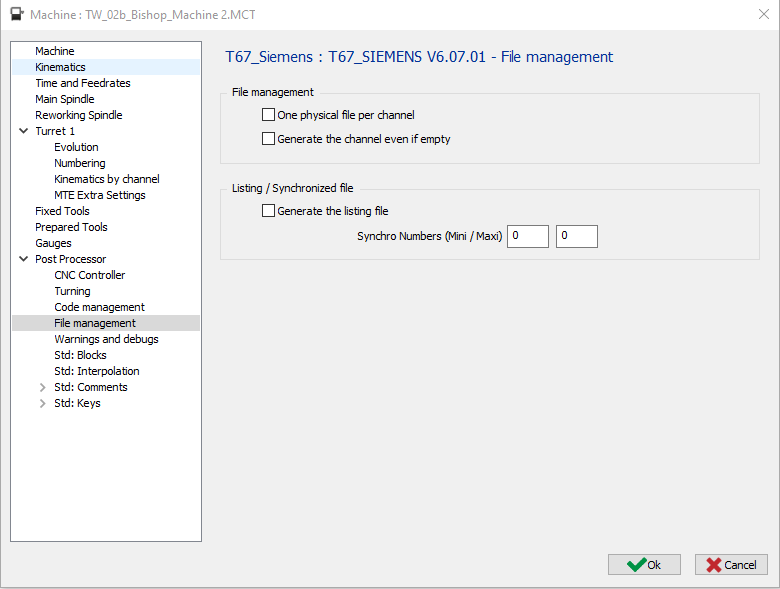
4 File management page
|
4.1 File Management – One physical File per Channel
|
オプション |
ファイル1 |
ファイル2 |
|
|
O1000 (最初のチャネルプログラム) … … M30
O1001 (2番目のチャネルプログラム) … … M30 |
|
|
|
O1000 (最初のチャネルプログラム) … … M30 |
O1001 (2番目のチャネルプログラム) … … M30 |
4.2 File Management – Generate the channel even if empty
|
オプション |
結果 |
|
|
チャネルが空の場合、プログラムは出力されません |
|
|
チャネルが空の場合、プログラムは出力されます(ただし空です (O1001とM30のみが出力されます) |
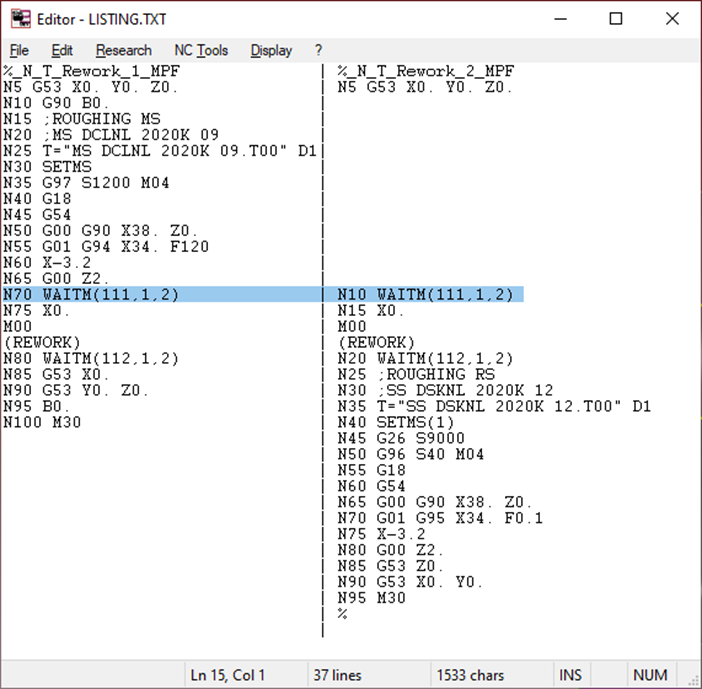
4.3 Listing / Synchronized File – Generate the Listing File
同期番号の最小値と最大値を設定して、リストを出力する必要があります
|
オプション |
結果 |
|
|
チャネル間の同期を確認するためにファイルを生成しないでください。 |
|
|
チャネル間の同期を確認するためにファイルを生成します。 |
Listing.TXTという名前のファイルが生成され、表示されます。
|
リスト/同期ファイル – 同期番号(最小/最大)
ここで同期番号を定義します(例:500~540)
ポストプロセッサは、これらの最小値と最大値の間の同期番号を検索して、Listing.TXTファイルを生成します。
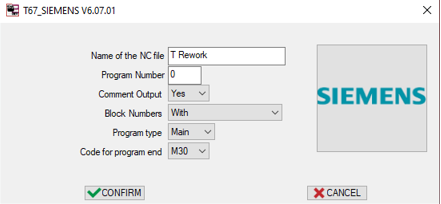
5 Launch page
|
5.1 Name of the NC File : Define here the Name of the generated NC file.
拡張子はMCF構成で定義する必要があります。
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
オプション |
結果 |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Comment Output
|
オプション |
結果 |
|
いいえ |
… T01 D01 M06 … |
|
はい |
… ;フェーシング ;CNMG 04 T01 D01 M06 … |
5.4 Block Numbers
|
オプション |
結果 |
|
あり |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
なし |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
工具交換のみ |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Program Type
|
オプション |
結果 |
|
メイン |
% MPF1 … … M30 |
|
サブ |
% SPF1 … … M17 |
5.6 Code for Program End :
|
オプション |
結果 |
|
M30 |
… M30 % |
|
M02 |
… M02 % |