1 General Information
|
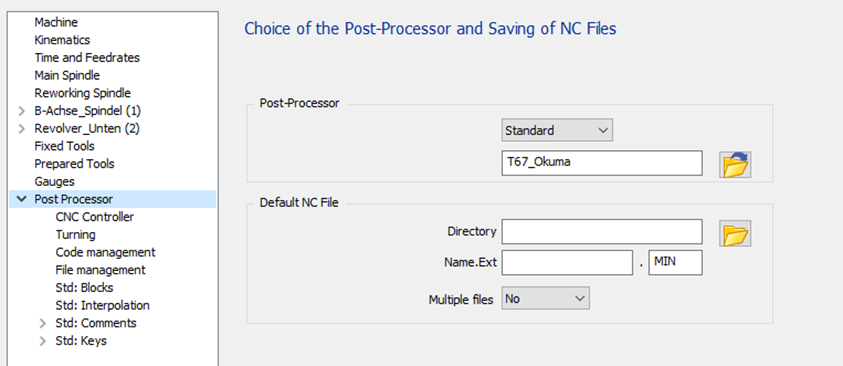
標準には、利用可能なすべてのオプションを管理するための4つの構成ページがあります。
|
|
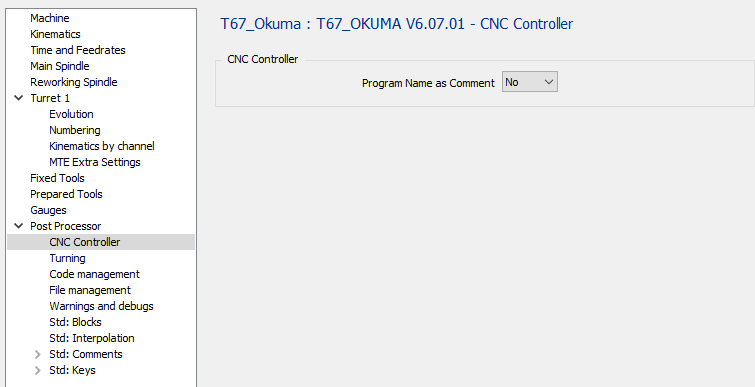
2 CNC Controller page
|
2.1 CNC Controller - Program Name as comment
|
オプション |
結果 |
|
いいえ |
… … M30 % |
|
はい |
(PART NAME) … … M30 % |
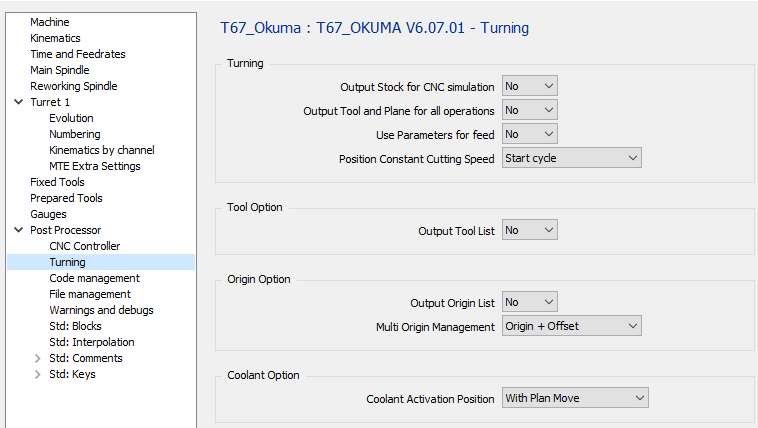
3 Turning page
|
3.1 Turning – Output Stock for CNC Simulation
T67_Okuma標準ポストプロセッサには、ストック出力はありません。
|
オプション |
結果 |
|
いいえ |
T0101 … … |
|
はい |
T0101 … … |
3.2 Turning – Output Tool and Plane for all operations
|
オプション |
結果 |
|
いいえ |
O1000 (FACE) TD=010001 M323 G00 X20 Z2 … … (ROUGH) G00 X20 Z2 … … |
|
はい |
O1000 (FACE) TD=010001 M323 G00 X20 Z2 … … (ROUGH) TD=010001 M323 G00 X20 Z2 … … |
3.3 Turning – Use Parameters for Feed
|
オプション |
結果 |
|
いいえ |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
はい |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Turning – Position Constant Cutting Speed
|
オプション |
結果 |
|
サイクル開始 |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
加工開始 |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Tool Option – Output Tool List
|
オプション |
結果 |
|
いいえ |
… TD=010001 M323 … … |
|
はい |
… (START TOOL LIST) (T1 CMNG 04) (T2 ...) (T3 ...) (END TOOL LIST) TD=010001 M323 … … |
3.6 Origin Option – Output Origin List
No output for T67_Okuma standard
3.7 Origin Option – Multi Origin Management
標準のT67_Okumaに変更はありません。Okumaではマルチオリジン管理はありません。
|
オプション |
結果 |
|
原点のみ |
… |
|
原点+オフセット |
… |
B軸機械を使用する場合:
原点オフセットは、GコードG174で傾斜平面関数G127を使用して出力されます。
3.8 Coolant Option – Coolant Activation Position
2番目と3番目のオプションは、旋削操作に対して同じ出力を生成します。
ライブツールを使用するミーリング操作では違いがあります。
|
オプション |
旋削操作 |
ミーリング操作(ライブツール) |
|
スピンドルを使用する場合 |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
平面移動を使用する場合 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
プランジ移動を使用する場合 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
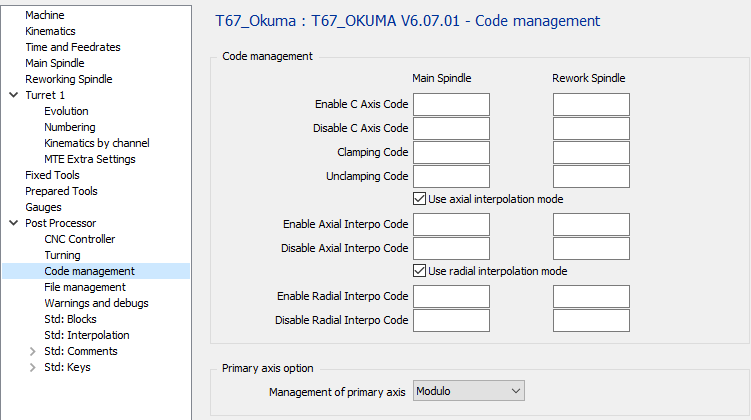
4 Code management page
|
4.1 Code Management – Enable C Axis Code
フィールドが空の場合、デフォルトコードはM110です。
|
オプション |
結果 |
|
"空" |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Code Management – Disable C Axis Code
フィールドが空の場合、デフォルトコードはM109です。
|
オプション |
結果 |
|
"空" |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Code Management – Clamping Code
フィールドが空の場合、デフォルトコードはM147です。
|
オプション |
結果 |
|
"空" |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Code Management – Unclamping Code
フィールドが空の場合、デフォルトコードはM146です。
|
オプション |
結果 |
|
"空" |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Code Management – Use axial interpolation mode
機械に軸方向補間を出力するコードがない場合、分解して実行できます。
円弧補間は出力されません。工具オフセットを使用しないでください
|
オプション |
結果 |

|
補間による軸方向操作を出力 |

|
分解された軸方向操作を出力 |
4.6 Code Management – Enable Axial Interpo Code
|
オプション |
結果 |
|
"空" |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Code Management – Disable Axial Interpo Code
|
オプション |
結果 |
|
"空" |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Code Management – Use radial interpolation mode
機械に補間を使用するコードオプションがない場合、分解して実行できます。
円弧補間は出力されません。工具オフセットを使用しないでください
|
オプション |
結果 |

|
補間による軸方向操作を出力 |

|
分解された軸方向操作を出力 |
4.9 Code Management – Enable Radial Interpo Code
|
オプション |
結果 |
|
"空" |
… … |
|
G107 |
… G107 … |
4.10 Code Management – Disable Radial Interpo Code
|
オプション |
結果 |
|
"空" |
… … |
|
G107 |
… G107 C0 … |
4.11 Primary axis option – Management of primary axis
|
オプション |
結果 |
|
モジュロ |
… C0 … C359 C0 … |
|
線形 |
… C0 … C359 C360 … |
|
増分 |
機械では管理されません。モジュロが使用されます |
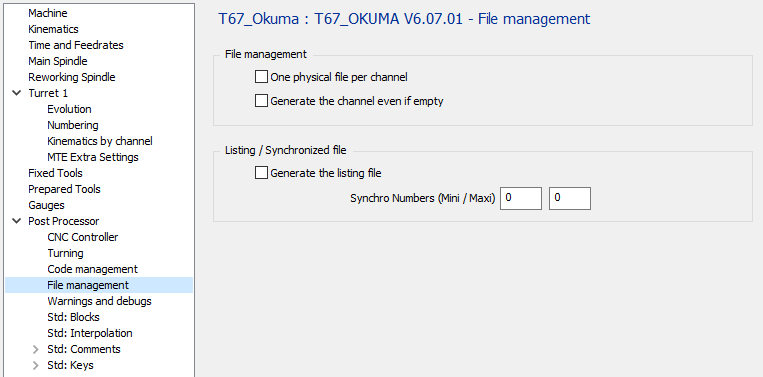
5 File management page
|
5.1 File Management – One physical File per Channel
|
オプション |
ファイル1 |
ファイル2 |
|
|
(FIRST CHANNEL PROGRAM) … … M30
(SECOND CHANNEL PROGRAMM) … … M30 |
|
|
|
(FIRST CHANNEL PROGRAM) … … M30 |
(SECOND CHANNEL PROGRAMM) … … M30 |
5.2 File Management – Generate the channel even if empty
|
オプション |
結果 |
|
|
チャネルが空の場合、プログラムは出力されません |
|
|
チャネルが空の場合、プログラムは出力されますが空です (O1001とM30のみが出力されます) |
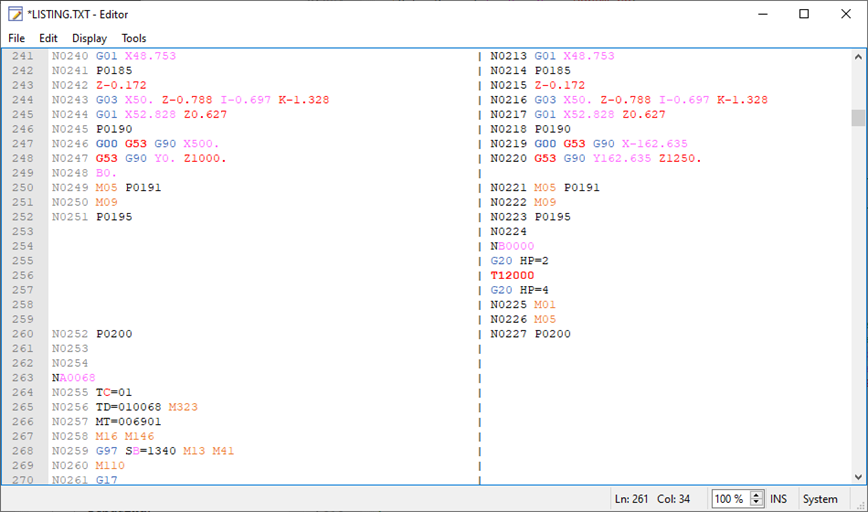
5.3 Listing / Synchronized File – Generate the Listing File
同期番号の最小値と最大値を設定して、リストを出力する必要があります
|
オプション |
結果 |
|
|
チャネル間の同期を確認するためのファイルは生成されません。 |
|
|
チャネル間の同期を確認するためのファイルを生成します。 |
Listing.TXTという名前のファイルが一時的に生成され、表示されます。
|
5.4 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
ここで同期番号を定義します(例:1~9000)
ポストプロセッサは、これらの最小値と最大値の間の同期番号を検索して、Listing.TXTファイルを生成します。
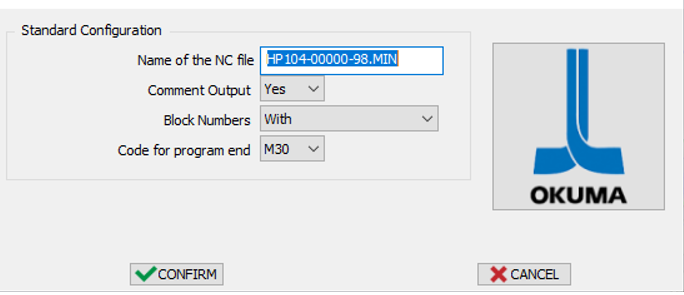
6 Launch page
|
6.1 Name of the NC File
ここで生成されるNCファイルの名前を定義します。
拡張子はMCF構成で定義されています。
6.2 Comment Output
|
オプション |
結果 |
|
いいえ |
… … TD=010001 M323 … … |
|
はい |
… … (FACING) (CNMG 04) T0101 … … |
6.3 Block Numbers
|
オプション |
結果 |
|
使用する場合 |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
使用しない場合 |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
工具交換のみ |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Code for Program End
|
オプション |
結果 |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
7 Specific informations
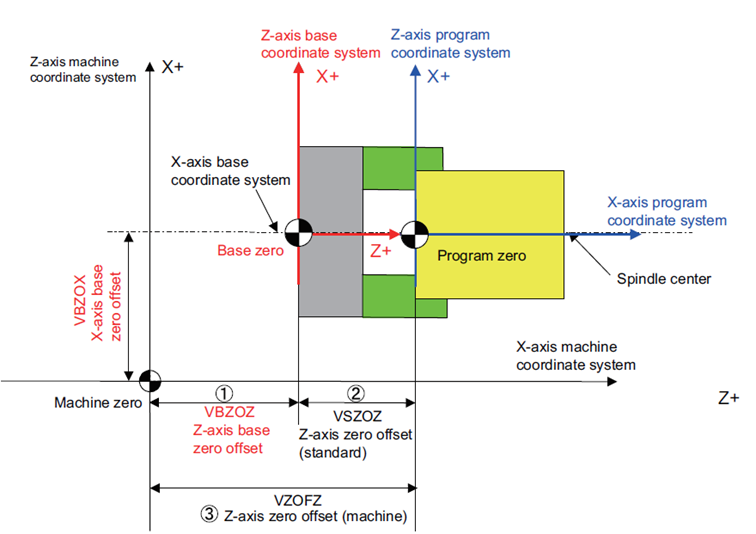
7.1 MTE movement from the machine origin
点は機械の軸系で与えられるため、180度ではない2つのタレットがある場合は、タレット軸系で正しい値を出力するためにX値を再計算する必要があります。
Okuma機械では、プログラム原点を使用しません。機械変数を使用してプログラミングすることで、機械原点からの固定点をプログラミングできます。
工具オフセットもキャンセルする必要があります。
工具オフセットなしで機械ゼロを基準としたZ位置をプログラミングするには、次の行をプログラミングする必要があります。
Z=[<到達するZ位置> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<到達するX位置> - VZOFX – VZSHX- VETFX]
VZSHZは、アクティブなオフセットに追加される現在のシフトです。
VETFZは、Z軸における現在のアクティブな工具オフセットです。
|