Introduction
メインチャックの位置決めは、パーツが適切に加工されるように定義する必要があります。
加工開始時に、素材はバーフィーダによって押し出され、 parting tool の位置決めによってバーが停止します。
この時点で、メインスピンドルはバーのクランプを解除し、パーツを加工するのに十分な素材端面を確保するために位置まで後退し、バーをクランプしてパーツを加工します。
最小限の素材端面値については、以下の2つのケースで説明します。
Case 1 : Without Guide bush
|
パーツを加工するための最小限の素材端面: フェーシングの許容範囲 + 完成パーツの長さ + パティングの許容範囲 + パティング工具の幅 メインスピンドルの最大位置は parting tool に到達できないため、 オーバーラン位置には、 parting tool とメインスピンドルの先端の間の距離を追加する必要があります . 加工中にオーバートラベルが発生しないように、安全値を追加することもできます。 この安全値は、加工されていないバーの長さが大きくなりすぎないように、あまり大きくしないでください。 |
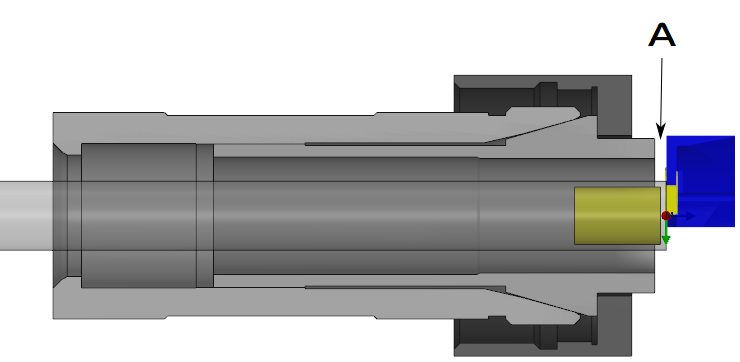
A - parting tool とメインスピンドルの最大位置の間の距離 |
|
値を使用したサンプル例:
オーバーランの値は20.7 mmより大きくする必要があります
|
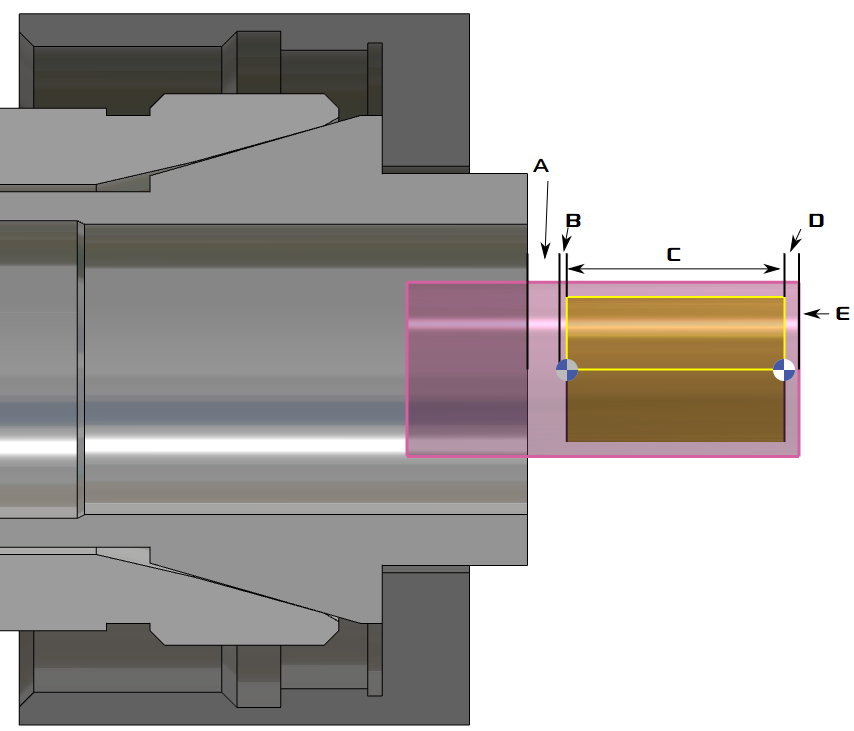
A - パティング工具の幅 B - パティングの許容範囲 C - 完成パーツの長さ D - フェーシングの許容範囲 E - 参照 parting tool |
Case 2 : With Guide bush
|
計算ルールは同じですが、ガイドブッシュがあるため、 parting tool とメインスピンドル先端間の距離が大きくなります。 値を使用したサンプル例:
オーバーランの値は182.7 mmより大きくする必要があります |
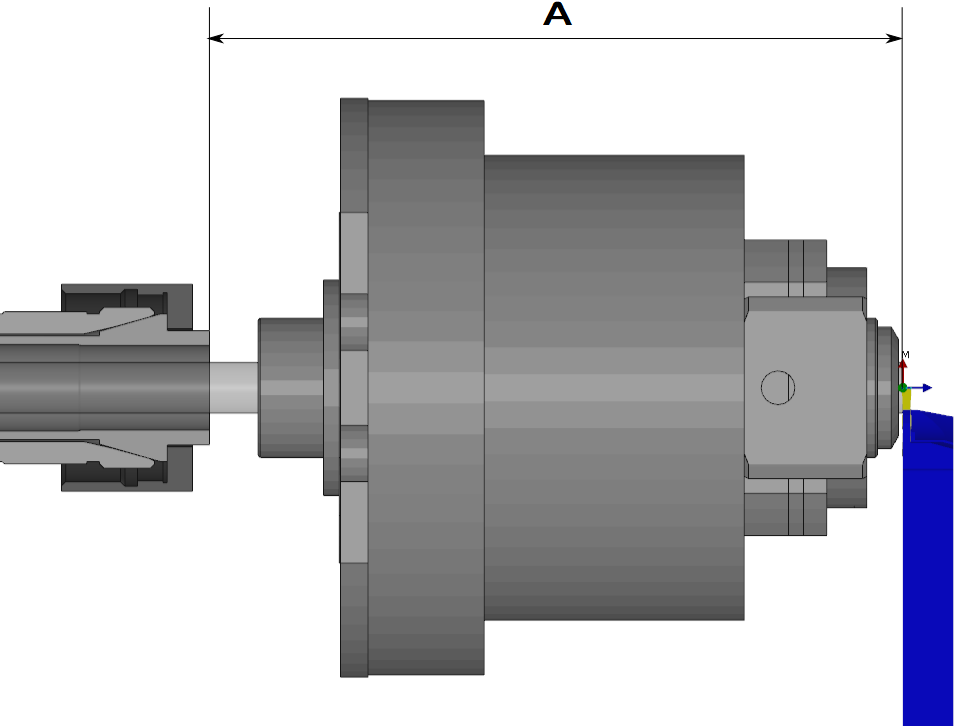
A - parting tool とメインスピンドルの最大位置の間の距離 |