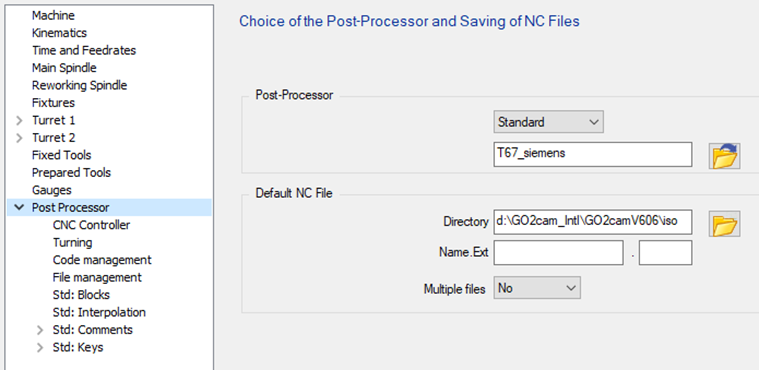
General Information
|
Lo standard ha quattro pagine di configurazione per gestire tutte le opzioni disponibili:
|
|
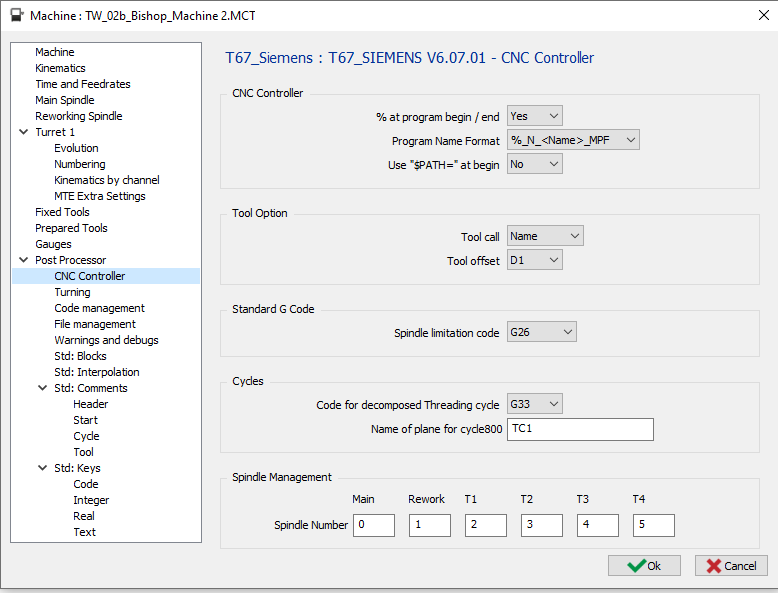
1 CNC Controller Page
|
1.1 CNC Controller - % at program begin / end
|
Opzione |
Risultato |
|
No |
N5 G00 G53 Z0 … … M30 |
|
Sì |
% N5 G00 G53 Z0 … … M30 % |
1.2 CNC Controller - Program name format
Even if the % at program begin / end is deactivated in the option before, the 2 first options for the program name will output %
|
Opzione |
Risultato |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0 … … |
|
senza |
G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
L'opzione è disponibile solo se il formato del nome del programma è impostato su "%_N_<name>_MPF".
|
Opzione |
Risultato |
|
No |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Sì |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Tool Option – Tool Call
|
Opzione |
Risultato |
|
Numero |
… … T01 M06 … … |
|
Nome |
… … T=”CNMG 04” M06 … … (CICLO DI SPEZZATURA TRUCIOLO) G83 Z-6 Q2000 F500 G80 … … |
1.5 Tool Option – Tool Offset
|
Opzione |
Risultato |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standard G code – Spindle Limitation Code
|
Opzione |
Risultato |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Cycles – Code for decomposed Threading Cycle
Il ciclo di filettatura deve essere impostato su "decomposto" nel generatore.
|
Opzione |
Risultato |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Spindle Management – Spindle Number
Definire qui il numero che verrà utilizzato dalla funzione SETMS per:
-
Principale : Mandrino principale
-
Rielaborazione : Mandrino di rielaborazione
-
T1 : Prima torretta
-
T2 : Seconda torretta
-
T3 : Terza torretta
-
T4 : Quarta torretta
Se il numero è impostato su 0, SETMS verrà emesso senza numero.
|
Opzione |
Risultato |
|

|
… ;Scegli il mandrino principale SETMS … … ;Scegli il mandrino di rielaborazione SETMS(1) … … |

|
… ;Scegli il mandrino principale SETMS(5) … … ;Scegli il mandrino di rielaborazione SETMS(6) … … |
2 Turning page

|
2.1 Turning – Output Stock for CNC Simulation
|
Opzione |
Risultato |
|
No |
%_N_PROG_MPF … … |
|
Sì |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Turning – Output Tool and Plane for all operations
|
Opzione |
Risultato |
|
No |
… ;OP 1 CON UTENSILE 1 E PIANO 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 CON UTENSILE 1 E PIANO 1 … |
|
Sì |
… ;OP 1 CON UTENSILE 1 E PIANO 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 CON UTENSILE 1 E PIANO 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Turning – Use Parameters for Feed
|
Opzione |
Risultato |
|
No |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Sì |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Turning – Position Constant Cutting Speed
|
Opzione |
Risultato |
|
Avvia ciclo |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Avvia lavorazione |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
Opzione |
Risultato |
|
No |
%_N_PROG_MPF … … |
|
Sì |
%_N_PROG_MPF ;INIZIO LISTA UTENSILI ;T1 CMNG 04 ;T2 ... ;T2 ... ;FINE LISTA UTENSILI … … |
2.6 Origin Option – Output Origin List
|
Opzione |
Risultato |
|
No |
%_N_PROG_MPF … |
|
Sì |
%_N_PROG_MPF ;INIZIO LISTA ORIGINI ;G54 ;G55 ;... ;FINE LISTA ORIGINI … |
2.7 Origin Option – Multi Origin Management
|
Opzione |
Risultato |
|
Solo origine |
% O1000 … G54 … |
|
Origine + Offset |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Senza MTE:
Se l'opzione è impostata su "Solo origine" per ogni origine definita sulla parte, verrà emesso un codice G diverso, G54, quindi G55, G56… Ciò significa che si è limitati dal numero di origini gestite dal CNC. Se è possibile avere più origini, è necessario utilizzare la seconda opzione "Origine + Offset"
Se l'opzione è impostata su "Origine + Offset", verrà emesso solo G54 e offset con TRANS
Con MTE:
L'origine può essere definita nel nome dell'origine con la seguente sintassi "$G54_". Ciò significa che G54 verrà utilizzato nel programma NC. Se non è definito alcun nome decodificato, verrà emessa l'origine predefinita G54.
Se si utilizza "Origine + Offset", è necessario utilizzare una sola origine per tutte le operazioni perché tutti gli offset vengono calcolati dall'origine del piano di riferimento o dall'origine singola.
È possibile aggiungere qualsiasi testo dopo il trattino basso per riconoscere il proprio offset "$G54_Up", "$G54_Right",…
Con macchina a 5 assi:
L'offset di origine viene emesso con la funzione piano inclinato Ciclo800 se è impostato per essere emesso. Quindi significa che non viene emesso alcun TRANS.
2.8 Coolant Option – Coolant Activation Position
La seconda e la terza opzione daranno lo stesso output per l'operazione di tornitura.
Ci sarà una differenza nelle operazioni di fresatura che utilizzano livetools.
|
Opzione |
Operazione di tornitura |
Operazione di fresatura (livetool) |
|
Con mandrino |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Con spostamento piano |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Con spostamento in profondità |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
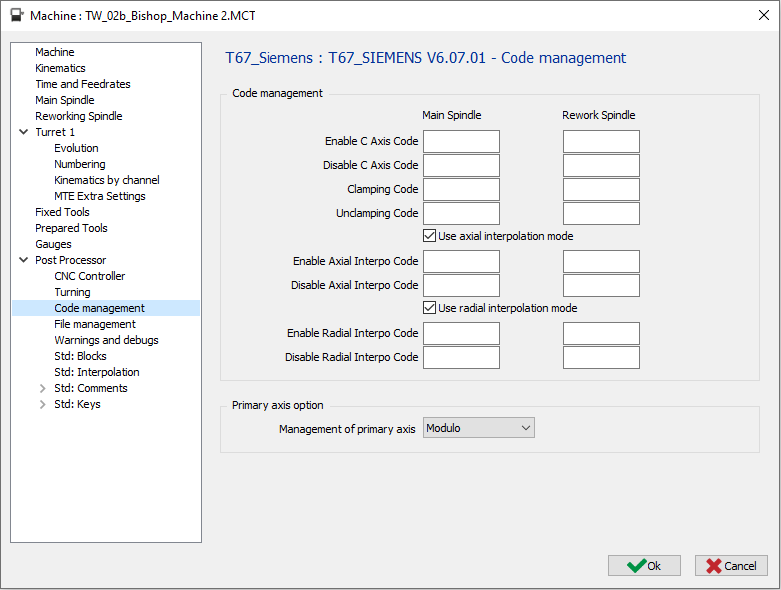
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
Opzione |
Risultato |
|
"vuoto" |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
Opzione |
Risultato |
|
"vuoto" |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
|
Opzione |
Risultato |
|
"vuoto" |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
|
Opzione |
Risultato |
|
"vuoto" |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
Se la macchina non dispone dell'opzione TRANSMIT, l'output può essere eseguito in modo decomposto.
Nessuna interpolazione circolare verrà emessa, non utilizzare l'offset utensile
|
Opzione |
Risultato |

|
Emetti operazione assiale con TRANSMIT |

|
Emetti operazione assiale decomposta |
3.6 Code Management – Enable Axial Interpo Code
Se il campo è vuoto, il codice utilizzato per impostazione predefinita sarà TRANSMIT
|
Opzione |
Risultato |
|
"vuoto" |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Code Management – Disable Axial Interpo Code
Se il campo è vuoto, il codice utilizzato per impostazione predefinita sarà TRAFOOF
|
Opzione |
Risultato |
|
"vuoto" |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Code Management – Use radial interpolation mode
Se la macchina non dispone dell'opzione TRACYL, l'output può essere eseguito in modo decomposto.
Nessuna interpolazione circolare verrà emessa, non utilizzare l'offset utensile
|
Opzione |
Risultato |

|
Emetti operazione assiale con G107 |

|
Emetti operazione assiale decomposta |
3.9 Code Management – Enable Radial Interpo Code
Se il campo è vuoto, il codice utilizzato per impostazione predefinita sarà TRACYL(…)
|
Opzione |
Risultato |
|
"vuoto" |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Code Management – Disable Radial Interpo Code
Se il campo è vuoto, il codice utilizzato per impostazione predefinita sarà TRAFOOF
|
Opzione |
Risultato |
|
"vuoto" |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Primary axis option – Management of primary axis
|
Opzione |
Risultato |
|
Modulo |
… C0 … C359 C0 … |
|
Lineare |
… C0 … C359 C360 … |
|
Incrementale |
… C0 … C=IC(1) C=IC(1) … |
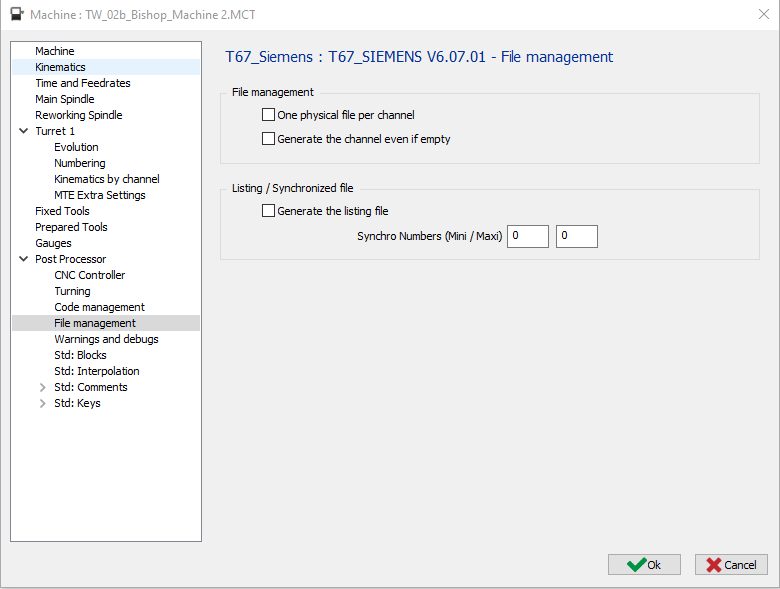
4 File management page
|
4.1 File Management – One physical File per Channel
|
Opzione |
File 1 |
File 2 |
|
|
O1000 (PROGRAMMA PRIMO CANALE) … … M30
O1001 (PROGRAMMA SECONDO CANALE) … … M30 |
|
|
|
O1000 (PROGRAMMA PRIMO CANALE) … … M30 |
O1001 (PROGRAMMA SECONDO CANALE) … … M30 |
4.2 File Management – Generate the channel even if empty
|
Opzione |
Risultato |
|
|
Se un canale è vuoto, nessun output del programma |
|
|
Se un canale è vuoto, il programma verrà emesso (ma vuoto (Verranno emessi solo O1001 e M30) |
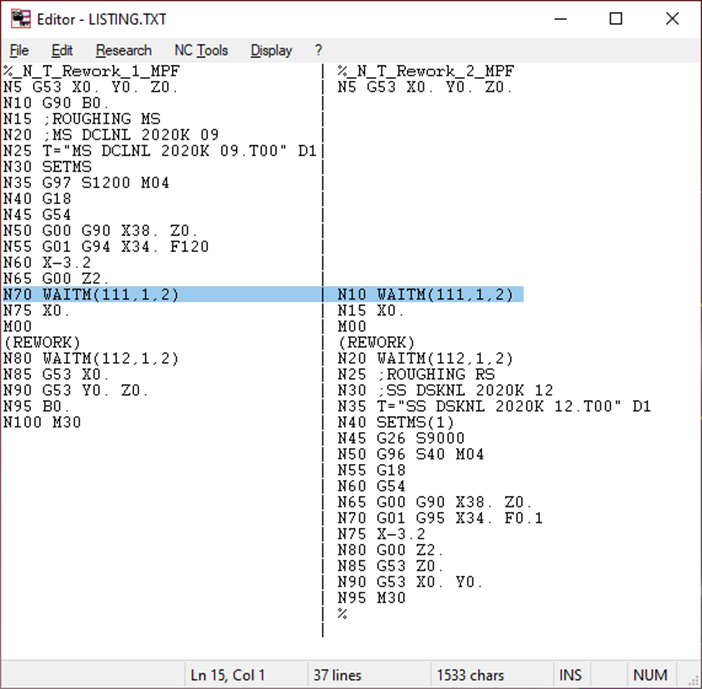
4.3 Listing / Synchronized File – Generate the Listing File
È necessario impostare il numero di sincronizzazione minimo e massimo per emettere l'elenco
|
Opzione |
Risultato |
|
|
Non generare il file per vedere la sincronizzazione tra i canali. |
|
|
Generare il file per vedere la sincronizzazione tra i canali. |
Il file con il nome Listing.TXT verrà generato e mostrato.
|
File di elenco/sincronizzato – Numeri di sincronizzazione (minimo/massimo)
Definire qui i numeri di sincronizzazione (ad esempio 500 – 540)
Il post-processore cercherà i numeri di sincronizzazione tra questi valori minimi e massimi per generare il file Listing.TXT.
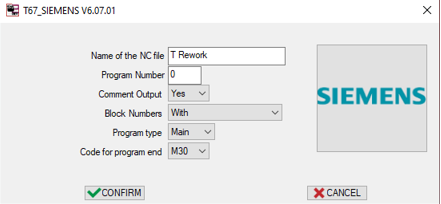
5 Launch page
|
5.1 Name of the NC File : Define here the Name of the generated NC file.
L'estensione deve essere definita nella configurazione MCF.
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
Opzione |
Risultato |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Comment Output
|
Opzione |
Risultato |
|
No |
… T01 D01 M06 … |
|
Sì |
… ;SFACCIATURA ;CNMG 04 T01 D01 M06 … |
5.4 Block Numbers
|
Opzione |
Risultato |
|
Con |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
Senza |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
Solo cambio utensile |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Program Type
|
Opzione |
Risultato |
|
Principale |
% MPF1 … … M30 |
|
Sub |
% SPF1 … … M17 |
5.6 Code for Program End :
|
Opzione |
Risultato |
|
M30 |
… M30 % |
|
M02 |
… M02 % |