1 General Information
|
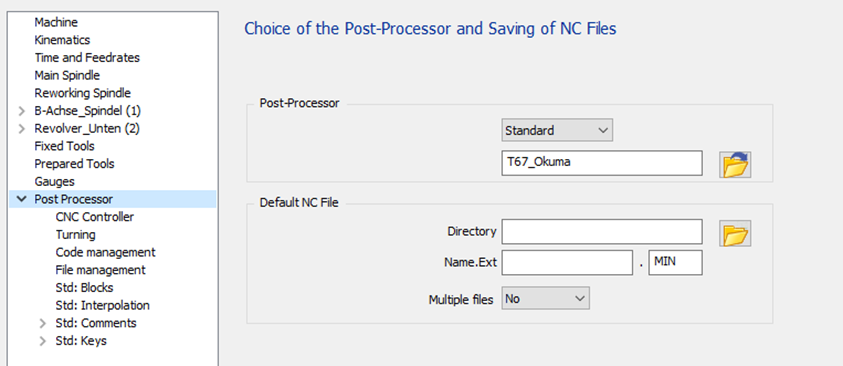
Lo standard ha quattro pagine di configurazione per gestire tutte le opzioni disponibili:
|
|
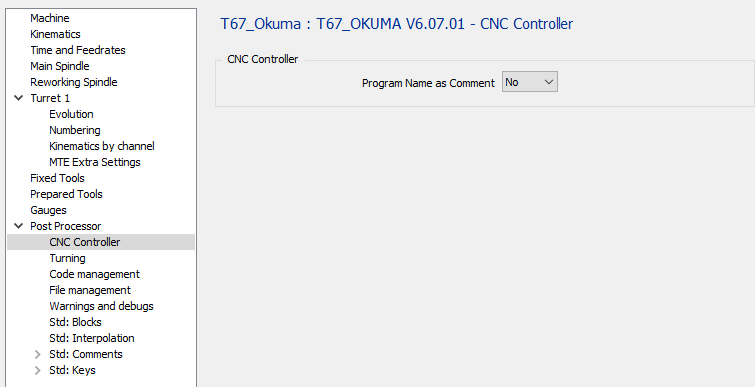
2 CNC Controller page
|
2.1 CNC Controller - Program Name as comment
|
Opzione |
Risultato |
|
No |
… … M30 % |
|
Sì |
(NOME PEZZO) … … M30 % |
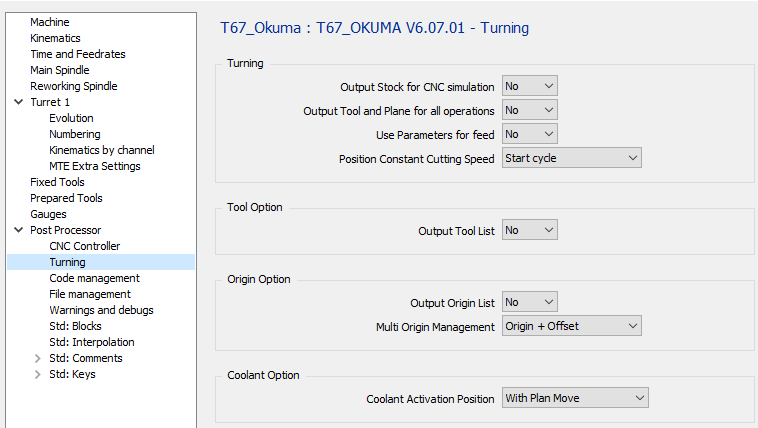
3 Turning page
|
3.1 Turning – Output Stock for CNC Simulation
Nessun output di grezzo per il post-processore standard T67_Okuma.
|
Opzione |
Risultato |
|
No |
T0101 … … |
|
Sì |
T0101 … … |
3.2 Turning – Output Tool and Plane for all operations
|
Opzione |
Risultato |
|
No |
O1000 (FACCIA) TD=010001 M323 G00 X20 Z2 … … (GREZZO) G00 X20 Z2 … … |
|
Sì |
O1000 (FACCIA) TD=010001 M323 G00 X20 Z2 … … (GREZZO) TD=010001 M323 G00 X20 Z2 … … |
3.3 Turning – Use Parameters for Feed
|
Opzione |
Risultato |
|
No |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Sì |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Turning – Position Constant Cutting Speed
|
Opzione |
Risultato |
|
Avvia ciclo |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
Avvia lavorazione |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Tool Option – Output Tool List
|
Opzione |
Risultato |
|
No |
… TD=010001 M323 … … |
|
Sì |
… (INIZIO LISTA UTENSILI) (T1 CMNG 04) (T2 ...) (T3 ...) (FINE LISTA UTENSILI) TD=010001 M323 … … |
3.6 Origin Option – Output Origin List
No output for T67_Okuma standard
3.7 Origin Option – Multi Origin Management
Nessuna modifica per lo standard T67_Okuma. Nessuna gestione multi-origine su Okuma.
|
Opzione |
Risultato |
|
Solo origine |
… |
|
Origine + Offset |
… |
Con macchina asse B:
Lo spostamento dell'origine viene emesso con la funzione piano inclinato G127 con il codice G G174.
3.8 Coolant Option – Coolant Activation Position
La seconda e la terza opzione daranno lo stesso output per l'operazione di tornitura.
Ci sarà una differenza nelle operazioni di fresatura che utilizzano livetools.
|
Opzione |
Operazione di tornitura |
Operazione di fresatura (livetool) |
|
Con mandrino |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Con spostamento piano |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Con spostamento tuffo |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
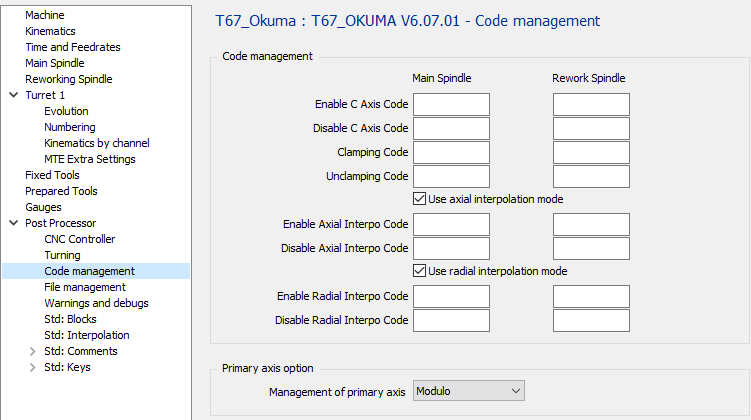
4 Code management page
|
4.1 Code Management – Enable C Axis Code
Se il campo è vuoto, il codice predefinito è M110.
|
Opzione |
Risultato |
|
"vuoto" |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Code Management – Disable C Axis Code
Se il campo è vuoto, il codice predefinito è M109.
|
Opzione |
Risultato |
|
"vuoto" |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Code Management – Clamping Code
Se il campo è vuoto, il codice predefinito è M147.
|
Opzione |
Risultato |
|
"vuoto" |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Code Management – Unclamping Code
Se il campo è vuoto, il codice predefinito è M146.
|
Opzione |
Risultato |
|
"vuoto" |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Code Management – Use axial interpolation mode
Se la macchina non ha codice per l'output dell'interpolazione assiale, può essere eseguita in modo decomposto.
Nessuna interpolazione circolare verrà emessa, non utilizzare lo spostamento utensile
|
Opzione |
Risultato |

|
Output operazione assiale con interpolazione |

|
Output operazione assiale decomposta |
4.6 Code Management – Enable Axial Interpo Code
|
Opzione |
Risultato |
|
"vuoto" |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Code Management – Disable Axial Interpo Code
|
Opzione |
Risultato |
|
"vuoto" |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Code Management – Use radial interpolation mode
Se la macchina non ha l'opzione di codice per utilizzare l'interpolazione, può essere eseguita in modo decomposto.
Nessuna interpolazione circolare verrà emessa, non utilizzare lo spostamento utensile
|
Opzione |
Risultato |

|
Output operazione assiale con interpolazione |

|
Output operazione assiale decomposta |
4.9 Code Management – Enable Radial Interpo Code
|
Opzione |
Risultato |
|
"vuoto" |
… … |
|
G107 |
… G107 … |
4.10 Code Management – Disable Radial Interpo Code
|
Opzione |
Risultato |
|
"vuoto" |
… … |
|
G107 |
… G107 C0 … |
4.11 Primary axis option – Management of primary axis
|
Opzione |
Risultato |
|
Modulo |
… C0 … C359 C0 … |
|
Lineare |
… C0 … C359 C360 … |
|
Incrementale |
Non gestito dalla macchina. Verrà utilizzato il modulo |
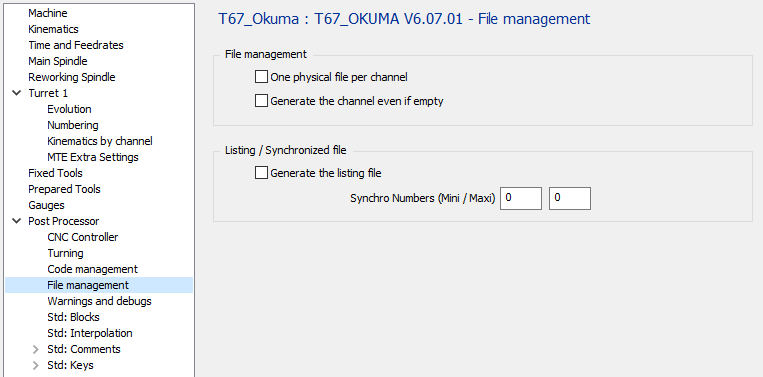
5 File management page
|
5.1 File Management – One physical File per Channel
|
Opzione |
File 1 |
File 2 |
|
|
(PROGRAMMA PRIMO CANALE) … … M30
(PROGRAMMA SECONDO CANALE) … … M30 |
|
|
|
(PROGRAMMA PRIMO CANALE) … … M30 |
(PROGRAMMA SECONDO CANALE) … … M30 |
5.2 File Management – Generate the channel even if empty
|
Opzione |
Risultato |
|
|
Se un canale è vuoto, nessun output del programma |
|
|
Se un canale è vuoto, il programma verrà emesso ma vuoto (Verranno emessi solo O1001 e M30) |
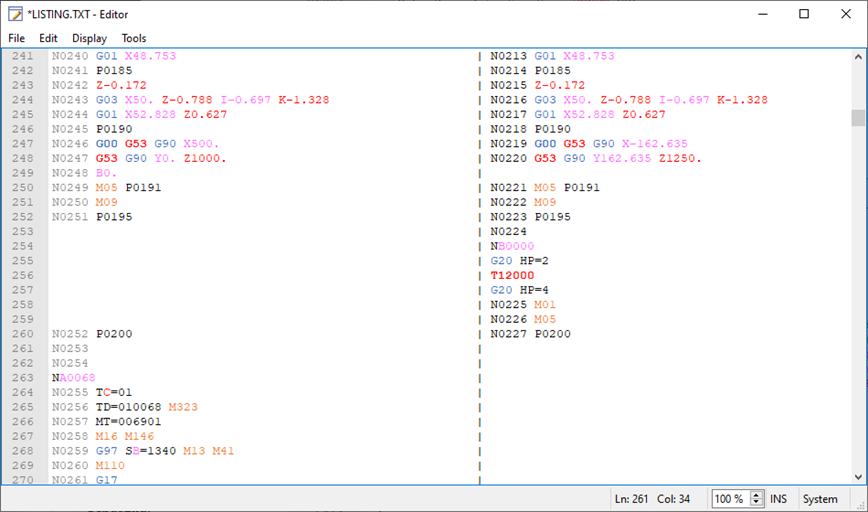
5.3 Listing / Synchronized File – Generate the Listing File
È necessario impostare il numero di sincronizzazione minimo e massimo per emettere l'elenco
|
Opzione |
Risultato |
|
|
Non generare il file per vedere la sincronizzazione tra i canali. |
|
|
Generare il file per vedere la sincronizzazione tra i canali. |
Il file con il nome Listing.TXT verrà generato temporaneamente e mostrato.
|
5.4 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
Definire qui i numeri di sincronizzazione (ad esempio 1 – 9000)
Il post-processore cercherà i numeri di sincronizzazione tra questi valori minimi e massimi per generare il file Listing.TXT.
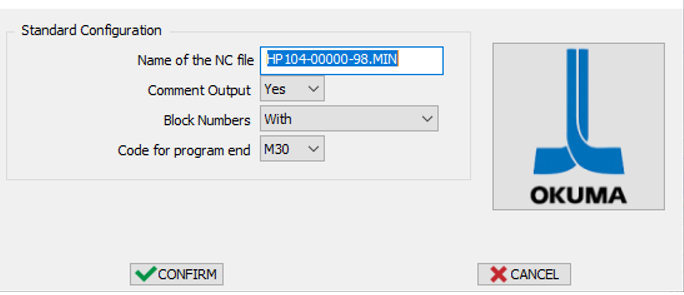
6 Launch page
|
6.1 Name of the NC File
Definire qui il nome del file NC generato.
L'estensione è definita nella configurazione MCF.
6.2 Comment Output
|
Opzione |
Risultato |
|
No |
… … TD=010001 M323 … … |
|
Sì |
… … (SFACCIATURA) (CNMG 04) T0101 … … |
6.3 Block Numbers
|
Opzione |
Risultato |
|
Con |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
Senza |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
Solo cambio utensile |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Code for Program End
|
Opzione |
Risultato |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
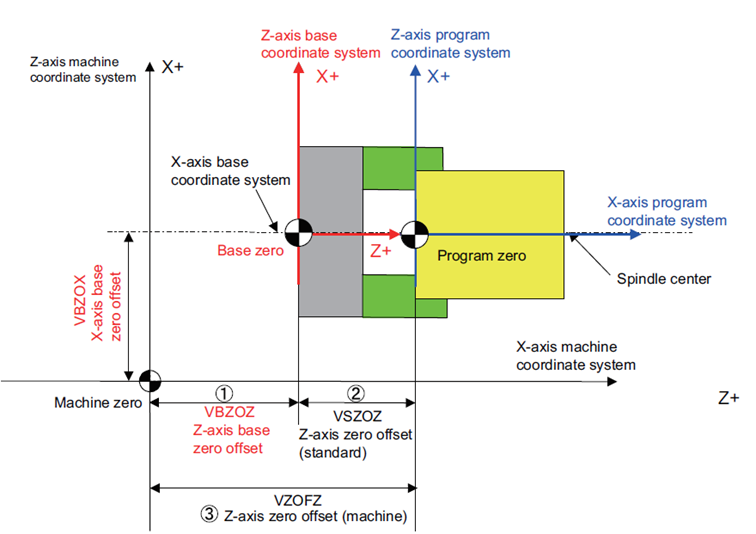
7 Specific informations
7.1 MTE movement from the machine origin
Poiché i punti sono forniti nel sistema di assi della macchina, se ci sono 2 torrette non a 180 gradi, è necessario ricalcolare il valore X per emettere un valore corretto nel sistema di assi della torretta.
Sulle macchine Okuma non viene utilizzato l'origine del programma. Dobbiamo programmare utilizzando la variabile macchina per poter programmare il punto fisso dall'origine della macchina.
Dobbiamo anche annullare lo spostamento utensile.
Per programmare una posizione Z relativa allo zero macchina senza spostamento utensile, dobbiamo programmare le seguenti righe:
Z=[<posizione Z da raggiungere> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<posizione X da raggiungere> - VZOFX – VZSHX- VETFX]
VZSHZ è lo spostamento corrente aggiunto allo spostamento attivo.
VETFZ è lo spostamento utensile attivo corrente sull'asse Z.
|