|
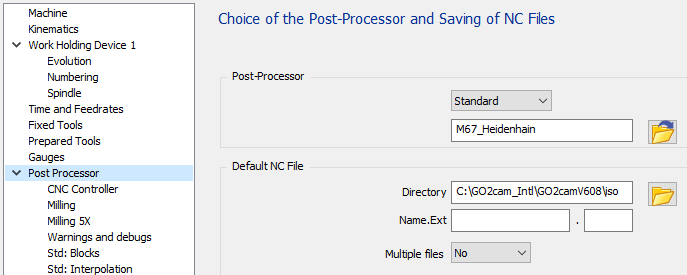
Lo standard ha tre pagine di configurazione per gestire tutte le opzioni disponibili: La prima pagina "Controller CNC" riguarda le opzioni CNC. La seconda pagina "Fresatura" consente di adattare l'output per Fresatura, utensili, refrigerante e origini. La terza pagina "Fresatura" riguarda i parametri a 5 assi. |
|
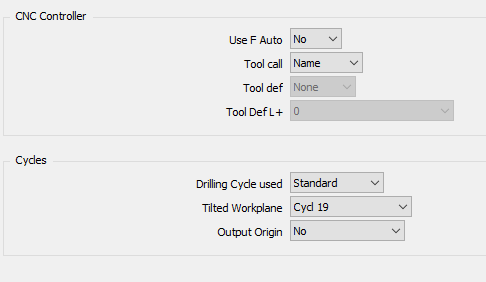
Pagina Controller CNC
Sezione Controller CNC
|
Usa F Auto
|
Opzione |
Risultato |
|
No |
… CHIAMATA UTENSILE 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
Sì |
… CHIAMATA UTENSILE 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
Chiamata utensile
|
Opzione |
Risultato |
|
Numero |
… CHIAMATA UTENSILE 1 Z S1200 … |
|
Nome |
… CHIAMATA UTENSILE "MILL_D10" Z S1200 … |
Def. utensile
|
Opzione |
Risultato |
|
Nessuno |
INIZIO PGM 1 MM … CHIAMATA UTENSILE 1 Z S1500 … CHIAMATA UTENSILE 2 Z S2000 … FINE PGM 1 |
|
Avvio |
INIZIO PGM 1 MM DEF. UTENSILE 1 L+80 R+6 DEF. UTENSILE 2 L+80 R+10 … CHIAMATA UTENSILE 1 Z S1500 … CHIAMATA UTENSILE 2 Z S2000 … FINE PGM 1 |
|
Utensile |
INIZIO PGM 1 MM … DEF. UTENSILE 1 L+80 R+6 CHIAMATA UTENSILE 1 Z S1500 … DEF. UTENSILE 2 L+80 R+10 CHIAMATA UTENSILE 2 Z S2000 … FINE PGM 1 |
Sezione Cicli
Ciclo di foratura utilizzato
|
Opzione |
Risultato |
|
Standard |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. DEF. CICLO 1.0 SFONDAMENTO DEF. CICLO 1.1 IMPOSTAZIONE +2 DEF. CICLO 1.2 PROFONDITÀ -10.412 DEF. CICLO 1.3 SFONDAMENTO +10.412 DEF. CICLO 1.4 PAUSA +0 DEF. CICLO 1.5 F606 CHIAMATA CICLO … |
|
Universale |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX DEF. CICLO 200 FORATURA~ Q200=2 ;DISTANZA DI SICUREZZA~ Q201=-10.412 ;PROFONDITÀ~ Q206=606.4 ;AVANZAMENTO PER L'IMMERSIONE~ Q202=10.412 ;PROFONDITÀ DI IMMERSIONE~ Q210=0 ;TEMPO DI PAUSA IN SUPERFICIE~ Q203=0 ;COORDINATA SUPERFICIE~ Q204=2 ;2° DISTANZA DI SICUREZZA~ Q211=0 ;TEMPO DI PAUSA IN PROFONDITÀ~ Q395=0 ;RIF. PROFONDITÀ CHIAMATA CICLO … |
Piano inclinato
|
Opzione |
Risultato |
|
Def. ciclo 19 |
… DEF. CICLO 19.0 PIANO DI LAVORO DEF. CICLO 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
Piano spaziale |
… PIANO SPAZIALE SPA-90 SPB+0 SPC+90 GIRA MB MAX FMAX SEQ- TABELLA ROT … |
Origine output piano di lavoro
|
Opzione |
Risultato |
|
No |
… CHIAMATA UTENSILE 1 Z S1500 … |
|
Def. ciclo 7 |
… CHIAMATA UTENSILE 1 Z S1500 DEF. CICLO 7.0 SPOSTAMENTO DATUM DEF. CICLO 7.1 #1 … |
|
Def. ciclo 247 |
… CHIAMATA UTENSILE 1 Z S1500 DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339=1 ;NUMERO DATUM … |
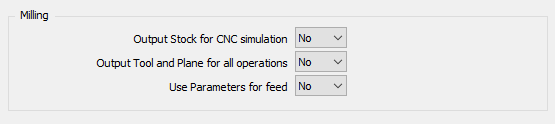
Pagina Fresatura
Sezione Fresatura
|
Grezzo output per simulazione CNC
|
Opzione |
Risultato |
|
No |
INIZIO PGM 1 MM … |
|
Sì |
INIZIO PGM 1 MM FORMA BLOCCO 0.1 Z X-42.5 Y-35 Z-39 FORMA BLOCCO 0.2 X+42.5 Y+39 Z+1 … |
Utensile e piano output per tutte le operazioni
|
Opzione |
Risultato |
|
No |
… ;OP 1 CON UTENSILE 1 E PIANO 1 CHIAMATA UTENSILE 1 Z S1500 PIANO SPAZIALE SPA-90 SPB+0 SPC+90 GIRA MB MAX FMAX SEQ- TABELLA ROT … ;OP 2 CON UTENSILE 1 E PIANO 1 … |
|
Sì |
… ;OP 1 CON UTENSILE 1 E PIANO 1 CHIAMATA UTENSILE 1 Z S1500 PIANO SPAZIALE SPA-90 SPB+0 SPC+90 GIRA MB MAX FMAX SEQ- TABELLA ROT … ;OP 2 CON UTENSILE 1 E PIANO 1 CHIAMATA UTENSILE 1 Z S1500 PIANO SPAZIALE SPA-90 SPB+0 SPC+90 GIRA MB MAX FMAX SEQ- TABELLA ROT … |
Usa parametri per l'avanzamento
|
Opzione |
Risultato |
|
No |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Sì |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
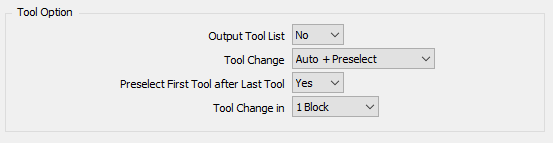
Sezione Opzioni utensile
|
Elenco utensili output
|
Opzione |
Risultato |
|
No |
INIZIO PGM 1 MM … |
|
Sì |
INIZIO PGM 1 MM ;INIZIO LISTA UTENSILI ;T1 FRESA A CILINDRO D10 ;T2 TRAPANO D8 ;… ;FINE LISTA UTENSILI … |
Cambio utensile
|
Opzione |
Risultato |
|
Manuale |
… ;FRESA A CILINDRO D10 M0 … |
|
Automatico |
… ;FRESA A CILINDRO D10 CHIAMATA UTENSILE 1 Z S1500 … |
|
Auto + Preselezione |
… ;FRESA A CILINDRO D10 CHIAMATA UTENSILE 1 Z S1500 DEF. UTENSILE 2 … |
Preseleziona il primo utensile dopo l'ultimo utensile
|
Opzione |
Risultato |
|
No |
;PRIMA OPERAZIONE CHIAMATA UTENSILE 1 Z S1500 DEF. UTENSILE 2 … … ;ULTIMA OPERAZIONE CHIAMATA UTENSILE 5 Z S1250 … M30 |
|
Sì |
;PRIMA OPERAZIONE CHIAMATA UTENSILE 1 Z S1500 DEF. UTENSILE 2 … … ;ULTIMA OPERAZIONE CHIAMATA UTENSILE 5 Z S1250 DEF. UTENSILE 1 … M30 |
Cambio utensile in
Questa opzione non ha influenza sull'output.
|
Opzione |
Risultato |
|
1 Blocco |
… CHIAMATA UTENSILE 1 Z S1500 … |
|
2 Blocchi |
… CHIAMATA UTENSILE 1 Z S1500 … |
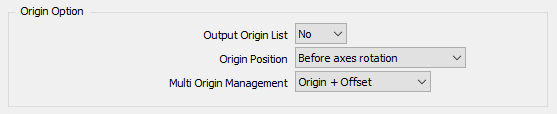
Sezione Opzioni origine
|
Elenco origini output
|
Opzione |
Risultato |
|
No |
INIZIO PGM 1 MM … |
|
Sì |
INIZIO PGM 1 MM ;INIZIO LISTA ORIGINI ;1 ;2 ;FINE LISTA ORIGINI … |
Posizione origine
|
Opzione |
Risultato |
|
Dopo rotazione assi
|
… CHIAMATA UTENSILE 1 Z S1500 A90 C90 DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339=1 ;NUMERO DATUM … |
|
Prima rotazione assi |
… CHIAMATA UTENSILE 1 Z S1500 DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339=1 ;NUMERO DATUM A90 C90 … |
Gestione origini multiple
|
Opzione |
Risultato |
|
Solo origine |
… DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339=1 ;NUMERO DATUM … |
|
Origine + Offset |
… DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339=1 ;NUMERO DATUM DEF. CICLO 7.0 SPOSTAMENTO DATUM DEF. CICLO 7.1 X-50. DEF. CICLO 7.2 Y-25. DEF. CICLO 7.3 Z-50. … |
Senza MTE:
Se l'opzione è impostata su "Solo origine" per ogni origine definita sulla parte, verrà generato un codice G diverso, G54, quindi G55, G56... Ciò significa che si è limitati dal numero di origini gestite dal CNC. Se si possono avere più origini, è necessario utilizzare la seconda opzione "Origine + Offset"
Se l'opzione è impostata su "Origine + Offset", verrà generato solo il Datum e l'offset con Def. ciclo 7.
Con MTE:
L'origine può essere definita nel nome dell'origine con la seguente sintassi "$1_". Ciò significa che il Datum 1 verrà utilizzato nel programma NC. Se non è definito alcun nome decodificato, verrà generato il datum predefinito 1.
Se si utilizza "Origine + Offset", è necessario utilizzare una sola origine per tutte le operazioni perché tutti gli offset vengono calcolati dall'origine del piano di riferimento o dall'origine singola.
È possibile aggiungere qualsiasi testo dopo il trattino basso per riconoscere il proprio offset "$1_Su", "$1_Destra",...
Con macchina a 5 assi:
L'offset di origine viene generato contemporaneamente alla funzione del piano inclinato.
Sezione Opzioni refrigerante

|
Posizione attivazione refrigerante
Avremo lo stesso risultato usando "con mandrino" e "con movimento di immersione".
M13 verrà utilizzato per generare contemporaneamente il refrigerante e il mandrino.
|
Opzione |
Risultato |
|
Con mandrino |
… CHIAMATA UTENSILE 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Con movimento piano |
… CHIAMATA UTENSILE 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Con movimento di immersione |
… CHIAMATA UTENSILE 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
Pagina Fresatura 5X
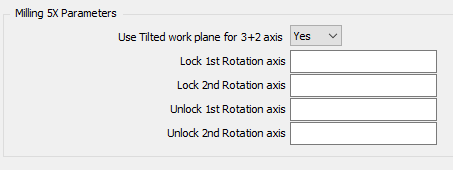
Parametri Fresatura 5X
|
Usa piano di lavoro inclinato per assi 3+2
|
Opzione |
Risultato |
|
No |
… CHIAMATA UTENSILE 1 Z S1500 C180 A-90 … |
|
Sì |
… CHIAMATA UTENSILE 1 Z S1500 PIANO SPAZIALE SPA-90 SPB+0 SPC+180 GIRA MB MAX FMAX SEQ- TABELLA ROT … |
Asse di rotazione
|
Opzione |
Risultato |
Opzione |
Risultato |
|
Blocco 1 1° Asse di rotazione |
Blocco 2 2° Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M10" |
… C180 "M10" … |
"M12" |
… B-90 "M12" … |
|
Sblocco 1 1° Asse di rotazione |
Sblocco 2 2° Asse di rotazione |
||
|
vuoto |
… C180 … |
vuoto |
… B-90 … |
|
"M11" |
… "M11" C180 … |
"M13" |
… "M13" B-90 … |
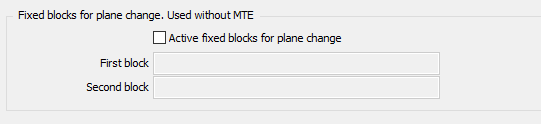
Blocchi fissi per cambio piano (utilizzati senza MTE)
|
Blocchi fissi attivi per cambio piano
Questa opzione viene utilizzata solo se non è definita alcuna cinematica nella configurazione della macchina.
|
Opzione |
Risultato |
|
seleziona |
I blocchi fissi definiti verranno generati se c'è un cambio di piano |
|
deseleziona |
I blocchi standard verranno generati se c'è un cambio di piano. G0 G91 G28 Z0 |
Primo e secondo blocco
Per evitare l'output standard, selezionare l'opzione per attivare i blocchi fissi e mantenere vuoti i campi del primo e del secondo blocco.
|
Opzione |
Risultato |
|
Vuoto |
… … |
|
"G0 Z100" |
… L Z100 FMAX … |
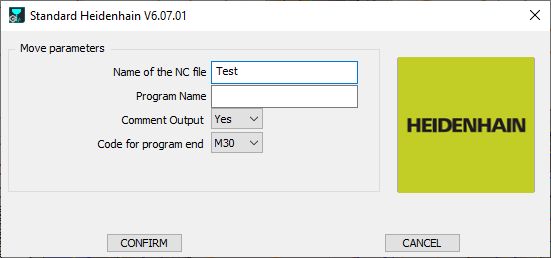
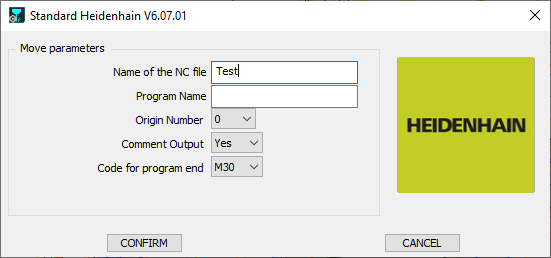
Pagina di avvio
|
Con cinematica macchina definita |
Senza cinematica macchina definita |
|
|
Nome del file NC
Definire qui il nome del file NC generato. L'estensione deve essere definita nella configurazione MCF.
Numero programma
Se non viene definito nulla, il nome del programma verrà impostato su 1.
|
Opzione |
Risultato |
|
"vuoto" |
INIZIO PGM 1 MM … … FINE PGM 1 MM |
|
"PROG" |
INIZIO PGM PROG MM … … FINE PGM PROG MM |
Output commenti
|
Opzione |
Risultato |
|
No |
… CHIAMATA UTENSILE 1 Z S1500 … |
|
Sì |
… ;SPIANATURA ;FRESA A CILINDRO D12 T1 M6 … |
Numero origine
Questo parametro viene utilizzato solo se la cinematica non è definita nel file macchina. Il parametro definisce la prima origine utilizzata nel programma NC.
Se il parametro per gestire origini multiple è impostato su "Solo origine", il numero di origine viene incrementato quando cambia un piano.
|
Opzione |
Risultato fino a 8055 |
|
0 |
13 CHIAMATA UTENSILE 1 Z S1273 14 DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339= 0 ;NUMERO DATUM… |
|
1 |
13 CHIAMATA UTENSILE 1 Z S1273 14 DEF. CICLO 247 IMPOSTAZIONE DATUM~ Q339= 1 ;NUMERO DATUM |
Codice per fine programma
|
Opzione |
Risultato |
|
M30 |
… … M30 FINE PGM 1 MM |
|
M02 |
… … M02 FINE PGM 1 MM |
Informazioni specifiche
Come generare Def. ciclo 202?
|
Questo ciclo viene utilizzato per eseguire una alesatura con un utensile alesatore a tagliente singolo. Per ulteriori informazioni su questo ciclo, consultare il manuale Heidenhain. |
DEF. CICLO 202 ALESATURA~ Q200=2 ;DISTANZA DI SICUREZZA~ Q201=-50 ;PROFONDITÀ~ Q206=79.6 ;AVANZAMENTO PER L'IMMERSIONE~ Q211=0 ;TEMPO DI PAUSA IN PROFONDITÀ~ Q208=500 ;AVANZAMENTO DI RITIRO~ Q203=0 ;COORDINATA SUPERFICIE~ Q204=2 ;2° DISTANZA DI SICUREZZA~ Q214=2 ;DIREZIONE DI DISIMPEGNO~ Q336=90 ;ANGOLO DEL MANDRINO |
|
Operazione da definire: Alesatura |
|
|
Utensile da scegliere: Barra alesatore singolo |
|
|
Parametro |
Imposta |
|
Q214=2 ;DIREZIONE DI DISIMPEGNO |
Viene calcolato in base all'angolo di indice. 0 per 0 gradi 1 per 90 gradi 2 per 180 gradi 3 per 270 gradi |
|
Q336=90 ;ANGOLO DEL MANDRINO |
Se l'angolo di indice è diverso da 0, 90, 180 o 270, viene forzato a 0 |
Come generare Def. ciclo 208?
|
Questo ciclo viene utilizzato per lavorare un foro con interpolazione elicoidale. Per ulteriori informazioni su questo ciclo, consultare il manuale Heidenhain. |
DEF. CICLO 208 FRESATURA ALESATURA~ Q200=2 ;DISTANZA DI SICUREZZA~ Q201=-50 ;PROFONDITÀ~ Q206=1018.4 ;AVANZAMENTO PER L'IMMERSIONE~ Q334=5 ;PROFONDITÀ DI IMMERSIONE~ Q203=0 ;COORDINATA SUPERFICIE~ Q204=2 ;2° DISTANZA DI SICUREZZA~ Q335=20 ;DIAMETRO NOMINALE~ Q342=0 ;DIAMETRO DI SGROSSATURA~ Q351=1 ;CONTROTAGLIO O TAGLIO A SALITA |
|
Per essere utilizzata, la configurazione gpp deve essere impostata su "Interpolazione". L'opzione per il ciclo di foratura utilizzato deve essere impostata su "Universale". |
|
|
Operazione da definire: Interpolazione ” |
|
|
L'operazione deve essere definita con i seguenti parametri. Se uno è diverso, il percorso utensile verrà scomposto. |
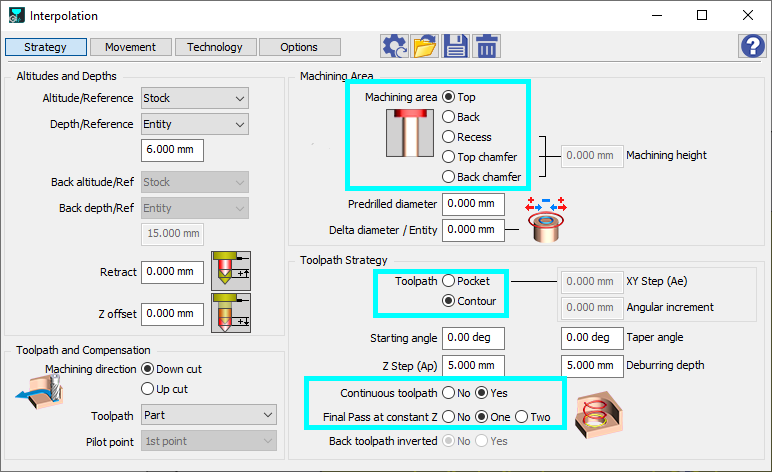
|