|
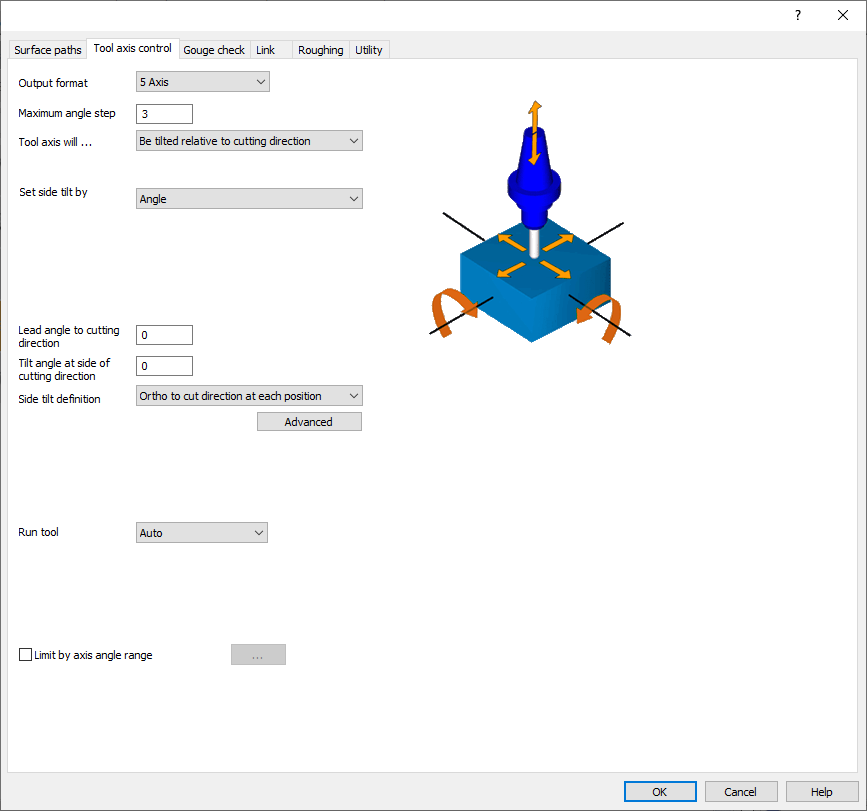
Cet onglet fournit les paramètres et les réglages permettant de contrôler l'inclinaison et le contrôle de l'outil par rapport à la pièce, autour de ses axes afin d'éviter les collisions. Les différents paramètres sont brièvement présentés ci-dessous. |
|
|
Format de sortie |
Ce paramètre définit le format de sortie pour l'usinage 3, 4 ou 5 axes. La sortie pour l'usinage 5 axes utilise la liberté totale de la plage d'inclinaison. Cette liberté est limitée à 1 degré pour l'usinage 4 axes et à 2 degrés pour l'usinage 3 axes. Pour une sortie 4 axes, la partie du 5ème axe est projetée sur le 4ème axe sélectionné. Pour une sortie 3 axes, la partie des 5ème et 4ème axes est projetée sur la direction d'usinage 3 axes sélectionnée. Ce paramètre influence le comportement du point de contact de l'outil. |
|
Angle de pas maximum |
Cette option définit le changement d'angle maximal autorisé entre deux positions consécutives du trajet d'outil. Le moteur de calcul génère des données de trajet d'outil 5 axes qui contiennent la position de la pointe de l'outil et le vecteur de direction de l'outil. Les vecteurs de direction ne sont pas autorisés à avoir un changement d'angle supérieur à la valeur spécifiée ici. 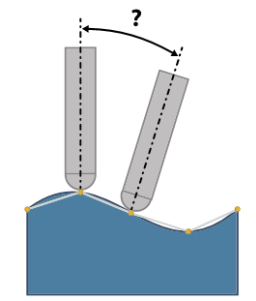
|
|
L'axe outil va… |
Ne pas être incliné et rester normal à la surface |
|
Être incliné par rapport à la direction de coupe |
|
|
Incliné avec l'angle L'axe de l'outil sera incliné par rapport à la direction normale de la surface vers l'axe d'inclinaison. L'axe d'inclinaison peut être l'axe X, Y et Z ou toute ligne créée dans la géométrie. |
|
|
Incliné avec un angle fixe par rapport à l'axe L'axe de l'outil sera incliné par rapport à l'axe d'inclinaison vers la normale de la surface. L'axe d'inclinaison peut être l'axe X, Y et Z ou toute ligne créée dans la géométrie. |
|
|
Tourné autour de l'axe |
|
|
Incliné à travers le point L'axe de l'outil pointe toujours d'un point créé dans la géométrie vers le point de surface. |
|
|
Incliné à travers la courbe |
|
|
Incliné à travers les lignes L'axe de l'outil sera aligné sur les lignes d'inclinaison données qui doivent être sélectionnées comme géométrie. |
|
|
Incliné à partir de la courbe |
|
|
Incliné à partir du point |
|
|
Être incliné par rapport à la couche d'usinage de la roue L'outil restera normal à la face inférieure de la roue. L'inclinaison vers l'avance et le retard peut être ajustée par un angle global d'avance/de côté et en plus avec un angle d'avance local au bord d'attaque, au bord du séparateur et au bord de fuite. |
|
|
Être incliné par rapport au point de contact |
|
|
Incliné avec un angle fixe par rapport à la normale de la surface |
|
|
Exécuter l'outil |
Ce paramètre définit le point de contact de l'outil et des surfaces motrices. Paramètres optionnels :
|
|
Limiter par plage d'angle d'axe |
|