
|
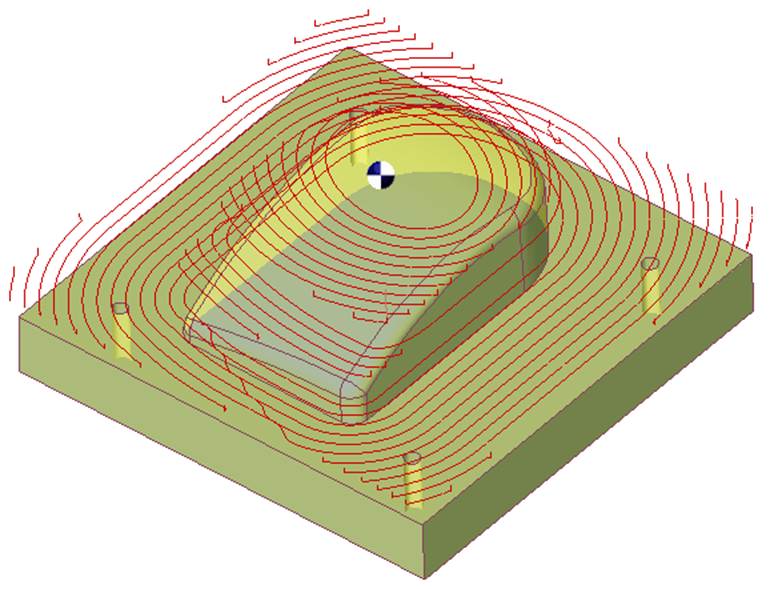
La reprise ébauche Brut permet de reprendre la pièce avec une gestion de brut. GO2cam recherche la matière restante au moment de l'application du cycle d'ébauche en comparant le polyèdre enveloppant le solide ou les surfaces, et le polyèdre résultant des phases d'usinage précédentes. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajet |
Sens d'usinage |
|
|
Optimisation |
|
|
|
Limitation de l'usinage |
Zone de limitation |
|
|
|
||
|
Contre-dépouille et Reprise |
Usinage des contredépouilles |
Reprise chapeaux |
|
Reprise crêtes |
Hauteur crête |
|
|
Calcul de brut |
||
|
|
||
|
Calcul de recouvrement |
Recouvrement |
Valeur de recouvrement (Ae) |
|
Crête en XY |
Respect absolu crête |
|
|
Pas en Z |
Passe en Z (Ap) |
|
|
Surépaisseurs |
Surépaisseur XY |
Surépaisseur Z |
|
Surépaisseur normale |
|
|
|
Liste des altitudes |
Liste des altitudes |
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
Altitude plan garde |
Distance sécurité |
|
Approche et retour en Z |
Alt. pt. approche |
Alt. pt. remontée |
|
Alt. pt. retour |
|
|
|
Plongée Z |
Plongée |
Ray hélice mini |
|
Ray Ramping mini |
Ray zone usi mini |
|
|
Angle de plongée |
|
|
|
Gestion des rapides |
Mouvements : Rapide, G1 Fmax, G0/G1 Fmax |
Dist sécu Fmax |
|
Rapide/Fmax % |
|
|
|
Sécurité (en XY) |
Dist sécu XY |
Ds / queue d'outil |
|
Gestion du porte outil |
|
|
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Vitesse rotation |
||
|
Avance |
Numéro de gamme |
|
|
Numérotation outil |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Dispositif de contrôle |
|
Set de fraisage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
Gestion collision pièce |
Offset XY |
|
Zone de sécurité |
Offset Z |
|
|
Optimisation de trajet |
Tolérance zone de reprise |
Traite recouvrement maxi |
|
Coeff réduction d'avance |
Coeff recouvrement maximum |
|
|
Type boucle UGV |
Rayon boucle UGV |
|
|
Rayonnage du contour |
|
|
|
Calcul des courbes |
Tolérance courbe |
Pas de segmentation |
|
Calcul du trajet |
Décomposition des arcs du trajet |
Tolérance de découpe des arcs |
|
Refroidissement |
||