|
En fraisage 3 axes, comment éviter l'outil pour plonger dans les trous ou les cavités ? |
||
|
Nous pouvons envisager 2 méthodes, principalement utiles pour 2 types de cavité (trous ou poches) |
||
|
|
Reconnaissance des trous ou Analyse des solides Vous pouvez utiliser l'une de ces commandes pour créer automatiquement des faces d'arrêt sur les trous reconnus. Commandes situées dans Conception>Solide>Caractéristiques |
|
|
|
Faces d'arrêt Cette méthode est manuelle car vous devez obturer un trou ou une cavité un par un. Mais cette méthode fonctionne sur absolument toutes les formes qui doivent être recouvertes. Commande située dans Conception>Solide>Faces |
|

|
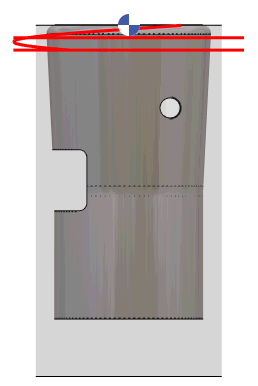
Le Finition cycle (ou niveau Z ) ne fonctionne pas jusqu'à l'altitude inférieure sélectionnée ! Pourquoi ? et comment y remédier ? |
|
|
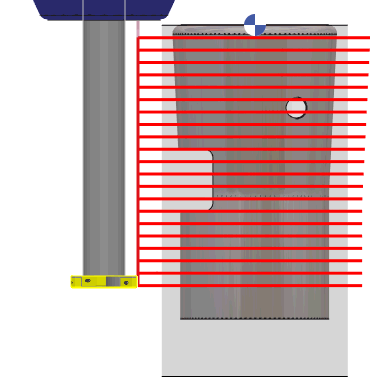
La pièce usinée présente un angle de dépouille , et c'est la raison pour laquelle l'usinage ne descend pas jusqu'à l'altitude inférieure. Une opération d'ébauche/reprise dans la même situation descendrait ; mais les cycles de finition et de niveau Z servent à finir la pièce ; leur algorithme est optimisé, les trajets d'outil restent plus proches de la pièce et évitent les coupes à vide. Bien sûr, il existe une option pour usiner les zones de dépouille ; vous pouvez la définir sur ON et obtenir ce résultat à droite. |
|
|
En conclusion, si la pièce présente une forme de dépouille, les opérations de finition et de niveau Z ne peuvent pas l'usiner comme un « cylindre ». Soit vous utilisez une opération d'ébauche/reprise, soit vous définissez l'usinage de dépouille sur Oui. Télécharger la pièce : Finition.PCE |
|