A hole model can be made more flexible with the use of formulas especially in the list of operations. To be able to create these formulas based on the holes' characteristics, whatever the hole shape, number of stages, and options defined, automatic referencing is required.
Référencement des caractéristiques des trous
Le référencement dans GO2cam est automatique et suit les règles suivantes:
-
a lettre pour définir le paramètre ou la caractéristique (en bleu below)
-
a nombre relatif à la phase (en rouge below)
Une illustration d'un trou débouchant avec 3 phases est fournie ci-dessous pour montrer les références:
|
H : height of the stage Dans la gamme opératoire, Hauteur ( H ) est remplacé par Profondeur d'usinage ( P ). D : diameter of the stage Dc : diameter of the stage chamfer Ac : aperture angle of the stage chamfer R : radius in the bottom of the stage Pour la phase taraudée: D : tapping diameter Dd : drilling diameter Hi : tapping height Tp : tapping pitch Do : diameter of the inverse chamfer of the stage Ao : aperture angle of the inverse chamfer of the stage Il existe également 2 autres paramètres applicables uniquement à la gamme opératoire: L0 : total length of the hole z0 : value added at the end of path to make the path longer and avoid a crater in machined surface. |
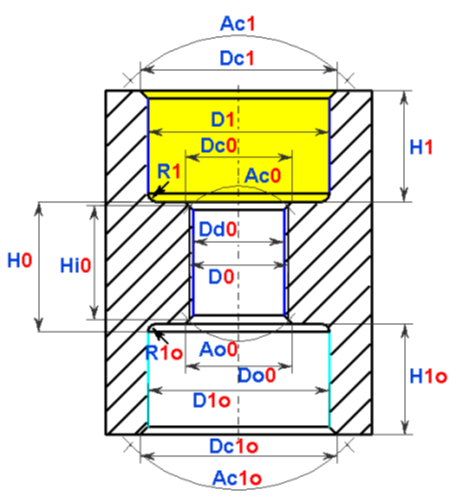
The stages are numbered 1 , 0 , 1o
|
Définition des paramètres de trou
|
Lors du processus de création du trou utilisateur, chaque paramètre peut être calculé selon une formule mathématique utilisant d'autres paramètres. Syntaxe à respecter:
|
|||||||
|
Opérateurs mathématiques |
|||||||
|
sqr |
Carré |
max |
Maximum |
acos |
Arc cosinus |
rnd |
Aléatoire |
|
sqt |
Racine carrée |
min |
Minimum |
asin |
Arc sinus |
log |
Logarithme décimal |
|
sin |
Sinus |
mod |
Modulo |
atan |
Arc tangente |
sgn |
Signe |
|
cos |
Cosinus |
exp |
Exponentielle |
^ |
Puissance |
round |
Arrondi |
|
tan |
Tangente |
Ln |
Logarithme népérien |
abs |
Valeur absolue |
trunc |
Troncature |
|
|
|
|
|
int |
Valeur entière |
|
|
|
Opérateurs binaires: |
Opérateurs de comparaison: |
Opérateurs de priorité: |
Opérateurs logiques: |
||||
|
+ |
Addition |
> |
Supérieur à |
( et ) |
OU |
Logique Ou |
|
|
- |
Soustraction |
>= |
Supérieur ou égal à |
Valeur spéciale: |
ET |
Logique Et |
|
|
/ |
Division |
< |
Inférieur à |
Pi |
OU EXCLUSIF |
Ou exclusif |
|
|
* |
Multiplication |
<= |
Inférieur ou égal à |
|
NON |
Logique Non |
|
|
= |
Affectation |
<> |
Différent de |
|
|
|
|
|
== |
Égalité |
|
|
|
|
||
|
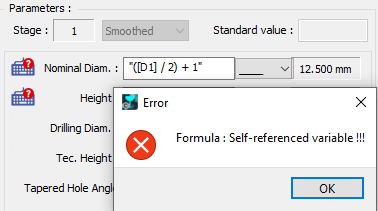
Erreurs: Si le paramètre utilise sa propre référence dans la formule de calcul, une erreur ‘Variable auto-référencée’ est affichée. De même, une erreur est affichée si la valeur définie pour un paramètre est trop petite. Par exemple, le diamètre du chanfrein est défini comme inférieur au diamètre nominal: Dc1 = " [D1] – 1.5 " |
|
||||||
Formules et contraintes dans la gamme opératoire
Paramètres des opérations:
Les paramètres sont divisés en 3 catégories:
-
Définition du trou : exécution du cycle selon une contrainte ou non, unité et qualité du trou, définition de la profondeur d'usinage. Un paramètre intéressant est le poids , qui permet de modifier les positions des opérations. Par défaut, tous les cycles ont un poids défini sur ‘ 0 ’, donner un poids de ‘ 1 ’ à une opération signifie la positionner à la dernière position (1 est plus lourd que 0). Pour positionner un cycle en 1ère position, définissez le poids sur la valeur ‘ -1 ’.
-
Recherche d'outil : vous pouvez définir une valeur maximale pour le diamètre.
-
Stratégie: accès à plusieurs paramètres de stratégie du cycle, tels que la temporisation et le décalage Z. La profondeur incrémentale est intéressante, vous pouvez baser votre calcul sur une formule, par exemple en perçage débourrage, vous pouvez définir un incrément égal à un dixième de la longueur du trou. Veuillez lire ci-dessus le chapitre dédié à la création de formules.
Formule avec conditions
Contrairement aux formules définies dans les pages des étapes, ces formules ne sont pas seulement des formules de calcul. Formules de calcul sont possibles, mais ici le grand avantage est la possibilité de créer des contraintes et ensuite de définir une interdépendance entre plusieurs paramètres.
Chaque paramètre dimensionnel du trou est défini avec une référence, la liste complète est donnée précédemment. Les paramètres décrits ici sont identiques, sauf que nous remplaçons les hauteurs d'étapes ( H ) par des profondeurs d'usinage ( P )
2 paramètres sont ajoutés à cette liste:
-
L0 : Longueur totale du trou. Cette valeur est donnée lors de l'application d'un modèle sur une pièce.
-
z0 : valeur de surlongueur à la fin de l'usinage. Vous définissez cette valeur dans les options du trou.
|
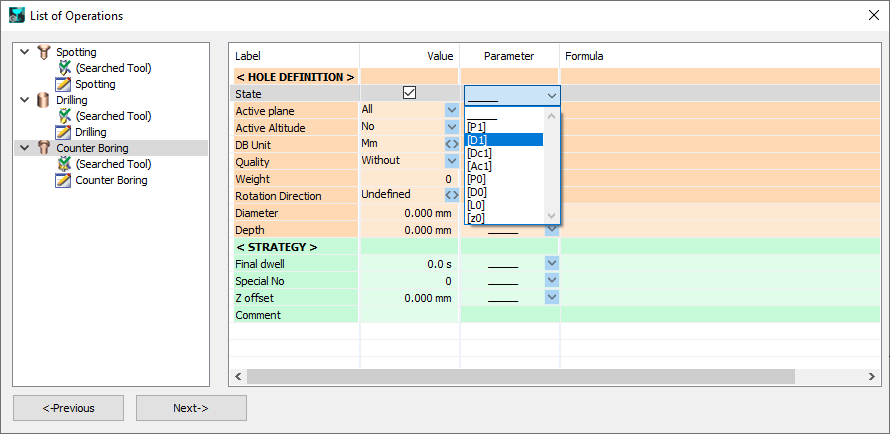
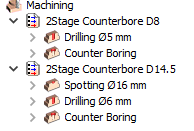
Grâce au paramètre ‘ État ’, nous pourrons contraindre la réalisation d'un cycle par une formule. Voici un exemple: un trou lamé avec 2 étapes. Nous voulons définir une opération de pointage à effectuer uniquement si le diamètre de perçage est supérieur à 10 mm. Pour cela, nous devons d'abord activer la case à cocher dans la ligne ‘ État ’ / colonne ‘ Valeur ’. Ensuite, choisissez le diamètre de perçage dans la liste des paramètres, qui est D1. |
|
|
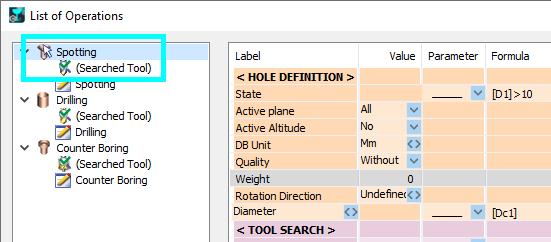
Dans le champ Formule, entrez [D1]>10. Dans la liste des opérations, vous remarquerez qu'un petite flèche blanche est positionné sur l'icône de pointage, pour indiquer que ce cycle est contraint par une formule . |
|
|
|
Lors de l'application de ce modèle, remplissez simplement les champs avec les valeurs nécessaires et la gamme opératoire sera créée en tenant compte de la contrainte. Ici, 2 trous avec des valeurs différentes:
|
Exercice
Voici un exercice pour vous entraîner à utiliser les formules paramétriques dans la gamme opératoire. Nous allons créer un modèle de trou pour les vis à tête cylindrique hexagonale standard M3, M4, M5, M6, M8, M10, M12, M16, M20 et plus encore.
Le trou est un trou traversant, lamé, chanfreiné et taraudé.
Il y aura 2 listes d'opérations, une avec conditions:
A. pour le lamage dont le diamètre est < à 18
B. pour le lamage dont le diamètre est > à 18.
|
Listes d'opérations |
|
|
A. Diamètre <= 18 |
B. Diamètre > 18 |
|
Chanfreinage Pointage |
Pointage |
|
Perçage |
|
|
Lamage |
Grignotage |
|
Taraudage |
|
|
|
Chanfreinage / Interpolation |
Voici le tableau des listes d'opérations par diamètre de lamage:
|
Vis |
Diamètre de lamage D1 |
Chanfreinage Pointage |
Pointage |
Perçage Dd0 |
Lamage |
Grignotage |
Taraudage D0 |
Chanfrein par interpolation |
|
M3 |
8 |
X |
|
X |
X |
|
X |
|
|
M4 |
10 |
X |
|
X |
X |
|
X |
|
|
M5 |
11 |
X |
|
X |
X |
|
X |
|
|
M6 |
13 |
X |
|
X |
X |
|
X |
|
|
M8 |
18 |
X |
|
X |
X |
|
X |
|
|
M10 |
20 |
|
X |
X |
|
X |
X |
X |
|
M12 |
22 |
|
X |
X |
|
X |
X |
X |
|
M16 |
30 |
|
X |
X |
|
X |
X |
X |
|
M20 |
36 |
|
X |
X |
|
X |
X |
X |
|

|