|
|
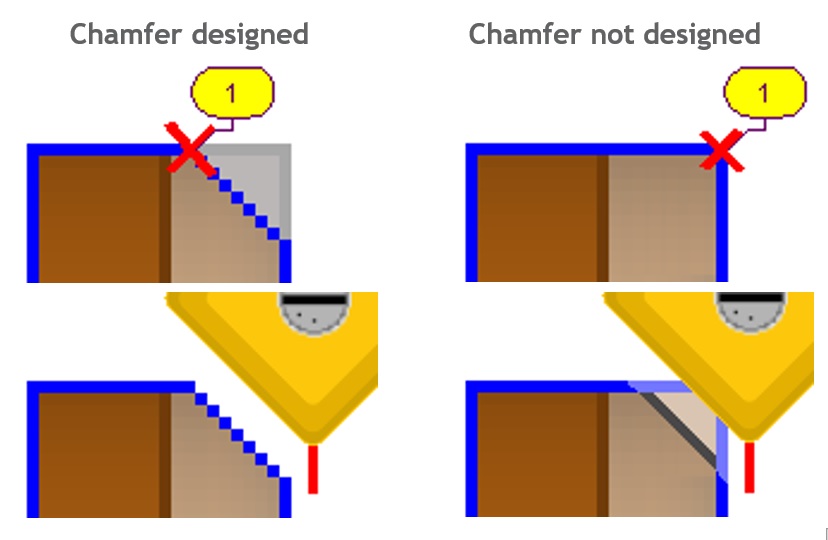
Chanfreinage programmé avec un seul trajet suivant les axes X, Z, ou XZ. L'angle du chanfrein est déterminé par la plaquette de l'outil utilisé. |
Points clés
2 cas sont possibles:
Choisir soigneusement le plaquette de l'outil :
|
|
Paramètres de la stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
||
|
Stratégie d'usinage |
Profondeur d'usinage |
1ère remontée rapide |
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
Distance de sécurité |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse de rotation |
Numéro de gamme |
|
|
Avance en Z |
Unité avance |
|
|
Sens rotation |
Vitesse de rotation maxi |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur |
|
|
Information utilisateur |
Commentaire |
Moyen de contrôle |
|
Jeu d'usinage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||