Cycle : Rainurage direct, Niveau Z, Zig Zag, Type W, Type joint, Centrage, Perçage, Alésage perçage, Taraudage, Filetage filière, Tronçonnage, Piquage, Chanfreinage, Moletage
Définition
Possibilité de programmer une temporisation pendant le trajet d'outil, selon plusieurs paramètres :
-
Profondeur de la tempo
-
Unité de la tempo
-
Temporisation
-
Temporisation finale
Paramètres
-
Choisissez d'abord l' unité de la temporisation : elle peut être exprimée soit en secondes ou en révolution.
-
Ensuite, vous pouvez définir la Profondeur de la tempo , qui est la distance entre 2 temporisations.
-
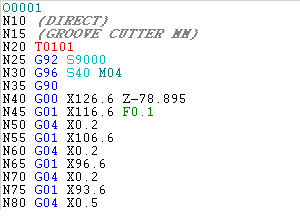
Temporisation est la valeur en secondes ou en révolution, le code est souvent G04 avec une lettre (X ou U pour Fanuc, F pour Num par exemple).
-
Temporisation finale permet de définir une valeur différente à la fin, pour obtenir une meilleure finition à la dernière passe.
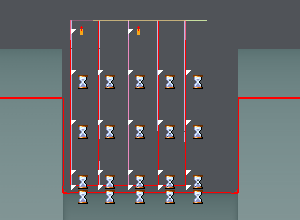
Les temporisations définies sont affichées à l'écran avec le sablier symbole comme indiqué sur l'image ci-dessous.
|
Dans cet exemple :
|
|
|
|
Special case for Direct, Z Level and Wtype Grooving operations.
La temporisation définie dans la stratégie n'est pas appliquée sur tout le trajet d'outil pour ces 3 opérations. D'une certaine manière, on peut considérer que les passes d'ébauche sont décomposées en 2 trajets :
-
passes d'ébauche : les plongées verticales sont effectuées par l'outil et la temporisation peut y être appliquée.
-
passe de pré-finition : l'outil réalise un trajet sur le profil après chaque plongée d'ébauche. Cette passe est déclenchée par le paramètre ‘ Usinage de profil ’.