Cycle : TurnyuGO, Perçage alésage, Chanfreinage, Point à point
Définition
Ces commandes permettent de définir les points pilotes et le calcul du trajet d'outil.
Trajet d'outil
Le trajet d'outil est calculé par
GO2cam
et prend en compte ou non le rayon de l'outil.
Le menu déroulant propose :

|
Centre outil : GO2cam calcule le trajet d'outil compensé côté droit, selon le Type de cycle (voir ci-dessus). Le rayon est correctement complété dans le panneau OUTIL GO2cam. |

|
Point imaginaire : GO2cam calcule le trajet d'outil et gère les collisions. Le rayon est correctement complété dans le panneau OUTIL GO2cam. Le numéro de quadrant est pris en compte. |
Programmation centre outil
Dans ce cas, le rayon de plaquette complété dans la machine n'est pas pris en compte.
Type de décalage :
Centre
Trajet d'outil :
Outil
GO2cam
programme le trajet d'outil au centre de la plaquette sur le côté droit de la pièce selon le Type de cycle programmé.
Si l'on complète Type de décalage = Gauche ou Droite, GO2cam programme la compensation G41 ou G42. L'effet est de générer un décalage supplémentaire par la machine puisque la compensation du rayon de plaquette est prise en compte.
Programmation point imaginaire
Dans ce cas, le rayon de plaquette complété dans la machine n'est pas pris en compte.
Le numéro de quadrant doit être complété.
Type de décalage :
Centre
Trajet d'outil :
Point imaginaire
GO2cam
programme le trajet d'outil du Point imaginaire (point fictif) sur le côté droit de la pièce selon le Type de cycle programmé et le numéro de quadrant affecté.
Si l'on complète Type de décalage = Gauche ou Droite, GO2cam programme la compensation G41 ou G42. L'effet est de générer un décalage supplémentaire par la machine puisque la compensation du rayon de plaquette est prise en compte.
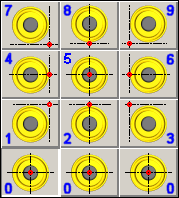
Quadrant
Donne l'orientation de l'outil. Utile uniquement lors de l'utilisation du trajet d'outil
Point imaginaire
.
Les numéros correspondent aux positions sur le clavier PC. Les numéros de quadrant des tours ne correspondent pas forcément à ceux de
GO2cam
. Les post-processeurs mettent à jour le quadrant selon la convention de la CNC.