Définition
|
|
Cette opération, effectuée sur le brut, permet de corriger les problèmes de positionnement de la pièce. Lorsque la pièce est bridée, nous vérifions l'alignement de la pièce ; si ce n'est pas correct, deux options sont possibles pour réaligner la pièce :
|
|
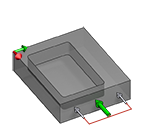
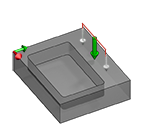
Défaut d'alignement d'une pièce très simple sans palpage |
||
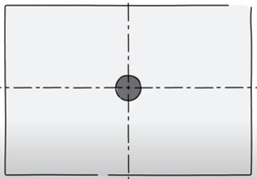
Un trou doit être percé au centre du parallélépipède. |
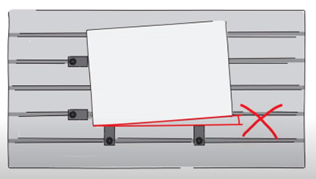
Lors du bridage de la pièce, elle n'est pas correctement alignée. Ce défaut d'alignement peut ne pas être visible, mais contribue à l'imprécision de l'opération. |
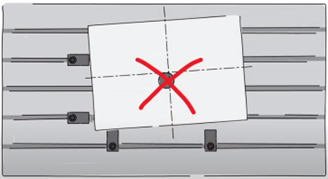
Sans palpage, le trou percé est décentré et cela peut ne pas être tolérable pour les pièces de précision. |
|
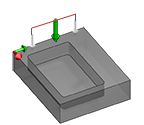
Correction du défaut d'alignement avec palpage |
||
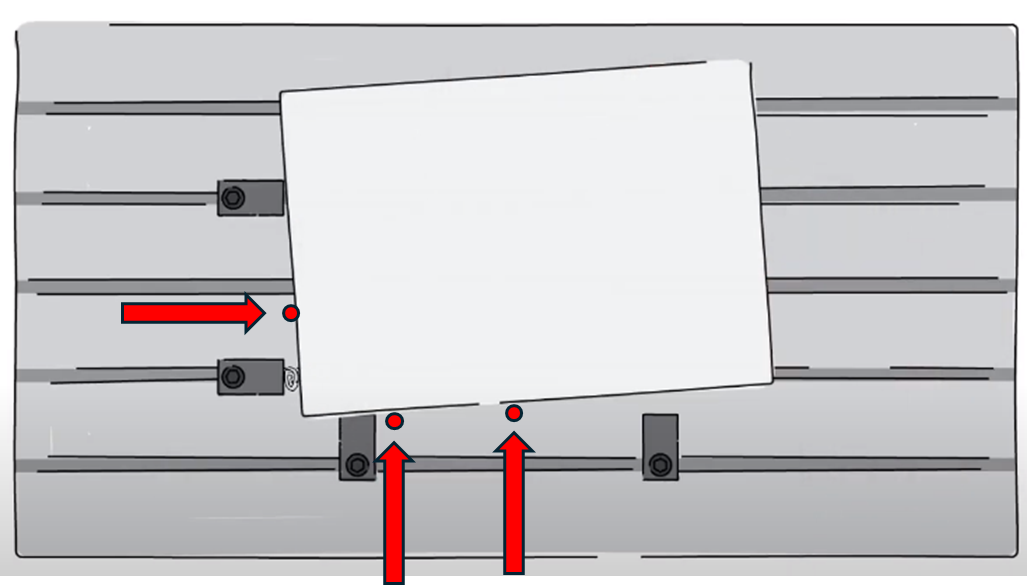
La pièce est palpée pour vérifier la position et l'orientation du brut. |
L'origine et l'orientation sont corrigées dans le contrôleur CN. Une autre solution peut être de déplacer la pièce en faisant pivoter la plaque. |
Le contrôleur compense l'erreur angulaire et met à jour les coordonnées d'usinage pour effectuer les cycles d'usinage à la bonne position et orientation. |
Types de palpage
L'alignement des pièces peut être vérifié à l'aide de trois stratégies différentes.
Angle latéral
|
Angle supérieur X
|
Angle supérieur Y
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Paramètres |
||
|
|
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
Remontée entre touches |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Unité avance |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
||
|
Zone de sécurité |
||