Präsentation
Definition: Hinzufügen einer CNC-Funktion zwischen zwei Bearbeitungsschritten.
In einigen Fällen muss der Postprozessor angepasst werden, um die Technozyklen im ISO-Programm zu generieren. Darüber hinaus können die Maschinen einige spezifische Funktionen nicht systematisch verarbeiten. Bitte kontaktieren Sie uns für weitere Informationen.
Diese zusätzlichen Funktionen unterscheiden sich für Fräsen, Drehen und EDM:
Um eine Technofunktion zu erstellen
|
1/ Rechtsklick auf die Zeile Bearbeitung im Bearbeitungsbaum. |
|
|
2/
Klicken Sie auf
Techno Funktionen.

|
|
|
3/ Einige Technofunktionen können mit einem NC-Block-Makro ergänzt werden |
|
|
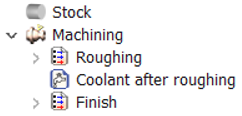
4/ Klicken Sie im Bearbeitungsbaum auf den Zyklus vor der Technofunktion, die Sie einfügen, in diesem Fall das Schruppen. Die Technofunktion reagiert als Zyklus und ist im Bearbeitungsbaum zugänglich. |
|
|
Die Funktion wird durch ein Symbol an ihrer Position dargestellt. |
|
Funktionsliste
1/ Fräsfunktionen
|
Symbol |
Spezifikation |

|
Stopp : Aktivierung eines Stopps (unterliegt der Interpretation des Postprozessors) |

|
Kühlmittel : Aktivierung eines anderen Kühlmittels als dem, das in der Technologie definiert werden kann |

|
Palettierung : Aktivierung des Palettenwechsels (unterliegt der Interpretation der Steuerung) |

|
Absolut NEIN : Aktivierung des Relativmodus auf den Werkzeugwegen |

|
Absolut JA : Deaktivierung des Relativmodus |

|
Optional JA : Aktivierung der optionalen Blöcke (unterliegt der Interpretation der Steuerung) |

|
Optional NEIN : Deaktivierung der optionalen Blöcke |

|
Verweilzeit : Aktivierung einer nummerierten Verweilzeit |

|
Kommentar : Hinzufügen eines Benutzerkommentars |

|
NC-Block : Hinzufügen eines N-Blocks |

|
PP-Wort : Aufruf einer spezifischen Behandlung |
2/ Drehfunktionen
|
Symbol |
Spezifikation |

|
Förderer : Aufruf der Stangenförderung |

|
Teilefänger : Aufruf des Teilefängers am Ende der Teilebearbeitung |

|
Werkzeughalter Orientierung : Indexierung der B-Achse |

|
Reitstockpinole einfahren : Z-Position des Reitstockzentrums + Unterstützung |

|
Reitstockpinole spannen : Verlassen des Reitstockzentrums zum Spannen |

|
Reitstockpinole lösen : Einfahren des Reitstockzentrums (Lösen) |

|
Reitstockpinole entfernen : Rückhub des Reitstockzentrums + Unterstützung |

|
Lunette einfahren : Z-Position der Lunette + Unterstützung |

|
Lunette spannen : Spannen der Lunette |

|
Lunette lösen : Lösen der Lunette |

|
Lunette entfernen : Rückhub der Lunette + Unterstützung |

|
Stopp : Aktivierung eines Stopps (unterliegt der Interpretation des Postprozessors) |

|
Kühlmittel : Aktivierung eines anderen Kühlmittels als dem, das in der Technologie definiert werden kann |

|
Absolut NEIN : Aktivierung des Relativmodus auf den Werkzeugwegen |

|
Absolut JA : Deaktivierung des Relativmodus |

|
Optional JA : Aktivierung der optionalen Blöcke (unterliegt der Interpretation der Steuerung) |

|
Optional NEIN : Deaktivierung der optionalen Blöcke |

|
Verweilzeit : Aktivierung einer nummerierten Verweilzeit |

|
Kommentar : Hinzufügen eines Benutzerkommentars |

|
NC-Block : Hinzufügen eines N-Blocks |

|
PP-Wort : Aufruf einer spezifischen Behandlung |
3/ Drahterodierfunktionen
|
Symbol |
Spezifikation |

|
Stopp : Aktivierung eines Stopps (unterliegt der Interpretation des Postprozessors) |

|
Kühlmittel : Aktivierung eines anderen Kühlmittels als dem, das in der Technologie definiert werden kann |

|
Draht einfädeln |

|
Draht schneiden |

|
Dicke |

|
Generator Ein |

|
Generator Aus |

|
Optional JA : Aktivierung der optionalen Blöcke (unterliegt der Interpretation der Steuerung) |

|
Optional NEIN : Deaktivierung der optionalen Blöcke |

|
Verweilzeit : Aktivierung einer nummerierten Verweilzeit |

|
Technotabelle : Änderung der Schnittbedingungen zwischen 2 Operationen |

|
Kommentar : Hinzufügen eines Benutzerkommentars |

|
NC-Block : Hinzufügen eines N-Blocks |

|
PP-Wort : Aufruf einer spezifischen Behandlung |