|
Der Standard verfügt über drei Konfigurationsseiten, um alle verfügbaren Optionen zu verwalten: Die erste Seite „CNC-Steuerung“ befasst sich mit CNC-Optionen. Die zweite Seite „Fräsen“ ermöglicht die Anpassung der Ausgabe für Fräsen, Werkzeuge, Kühlmittel und Ursprünge. Die dritte Seite „Fräsen“ befasst sich mit 5-Achsen-Parametern. |
|
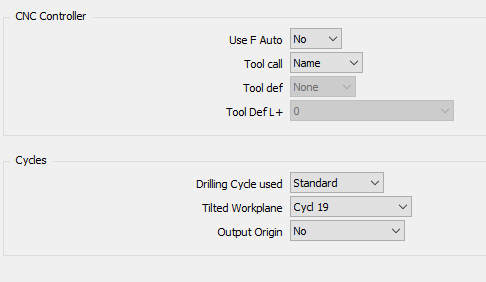
CNC-Steuerungsseite
CNC-Steuerungsabschnitt
|
F Auto verwenden
|
Option |
Ergebnis |
|
Nein |
… WERKZEUGAUFRUF 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
Ja |
… WERKZEUGAUFRUF 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
Werkzeugaufruf
|
Option |
Ergebnis |
|
Nummer |
… WERKZEUGAUFRUF 1 Z S1200 … |
|
Name |
… WERKZEUGAUFRUF "FRÄSEN_D10" Z S1200 … |
Werkzeugdef
|
Option |
Ergebnis |
|
Keine |
BEGIN PGM 1 MM … WERKZEUGAUFRUF 1 Z S1500 … WERKZEUGAUFRUF 2 Z S2000 … END PGM 1 |
|
Start |
BEGIN PGM 1 MM WERKZEUGDEF 1 L+80 R+6 WERKZEUGDEF 2 L+80 R+10 … WERKZEUGAUFRUF 1 Z S1500 … WERKZEUGAUFRUF 2 Z S2000 … END PGM 1 |
|
Werkzeug |
BEGIN PGM 1 MM … WERKZEUGDEF 1 L+80 R+6 WERKZEUGAUFRUF 1 Z S1500 … WERKZEUGDEF 2 L+80 R+10 WERKZEUGAUFRUF 2 Z S2000 … END PGM 1 |
Zyklusabschnitt
Verwendeter Bohrzyklus
|
Option |
Ergebnis |
|
Standard |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. ZYKLUSDEF 1.0 STICHBOHREN ZYKLUSDEF 1.1 EINRICHTUNG +2 ZYKLUSDEF 1.2 TIEFENANSCHLAG -10.412 ZYKLUSDEF 1.3 STICH +10.412 ZYKLUSDEF 1.4 VERWEILZEIT +0 ZYKLUSDEF 1.5 F606 ZYKLUSAUFRUF … |
|
Universell |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX ZYKLUSDEF 200 BOHREN~ Q200=2 ;EINRICHTUNGSABSTAND~ Q201=-10.412 ;TIEFE~ Q206=606.4 ;VORRICHTUNGSGESCHWINDIGKEIT~ Q202=10.412 ;STICHTIEFE~ Q210=0 ;VERWEILZEIT OBEN~ Q203=0 ;OBERFLÄCHENKOORDINATE~ Q204=2 ;2. EINRICHTUNGSABSTAND~ Q211=0 ;VERWEILZEIT IN DER TIEFEN~ Q395=0 ;TIEFENREFERENZ ZYKLUSAUFRUF … |
Geneigte Arbeitsebene
|
Option |
Ergebnis |
|
Zyklusdef 19 |
… ZYKLUSDEF 19.0 ARBEITSEBENE ZYKLUSDEF 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
Raumebene |
… RAUMEBENE SPA-90 SPB+0 SPC+90 DREH MB MAX FMAX SEQ- TABELLE ROT … |
Ausgabeursprung Arbeitsebene
|
Option |
Ergebnis |
|
Nein |
… WERKZEUGAUFRUF 1 Z S1500 … |
|
Zyklusdef 7 |
… WERKZEUGAUFRUF 1 Z S1500 ZYKLUSDEF 7.0 DATUMSSCHALTUNG ZYKLUSDEF 7.1 #1 … |
|
Zyklusdef 247 |
… WERKZEUGAUFRUF 1 Z S1500 ZYKLUSDEF 247 DATUMEINSTELLUNG~ Q339=1 ;DATUMNUMMER … |
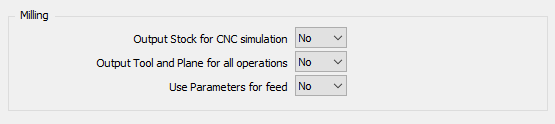
Fräsen Seite
Fräsenabschnitt
|
Ausgaberohling für CNC-Simulation
|
Option |
Ergebnis |
|
Nein |
BEGIN PGM 1 MM … |
|
Ja |
BEGIN PGM 1 MM BLK FORM 0.1 Z X-42.5 Y-35 Z-39 BLK FORM 0.2 X+42.5 Y+39 Z+1 … |
Ausgabewerkzeug und Ebene für alle Operationen
|
Option |
Ergebnis |
|
Nein |
… ;OP 1 MIT WERKZEUG 1 UND EBENE 1 WERKZEUGAUFRUF 1 Z S1500 RAUMEBENE SPA-90 SPB+0 SPC+90 DREH MB MAX FMAX SEQ- TABELLE ROT … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 … |
|
Ja |
… ;OP 1 MIT WERKZEUG 1 UND EBENE 1 WERKZEUGAUFRUF 1 Z S1500 RAUMEBENE SPA-90 SPB+0 SPC+90 DREH MB MAX FMAX SEQ- TABELLE ROT … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 WERKZEUGAUFRUF 1 Z S1500 RAUMEBENE SPA-90 SPB+0 SPC+90 DREH MB MAX FMAX SEQ- TABELLE ROT … |
Parameter für Vorschub verwenden
|
Option |
Ergebnis |
|
Nein |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Ja |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
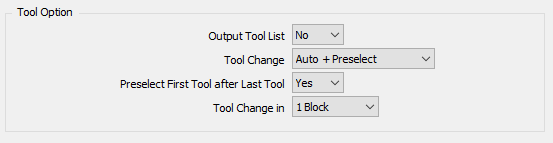
Werkzeugoptionen Abschnitt
|
Ausgabewerkzeugliste
|
Option |
Ergebnis |
|
Nein |
BEGIN PGM 1 MM … |
|
Ja |
BEGIN PGM 1 MM ;START WERKZEUGLISTE ;T1 ENDFRÄSER D10 ;T2 BOHRER D8 ;… ;END WERKZEUGLISTE … |
Werkzeugwechsel
|
Option |
Ergebnis |
|
Manuell |
… ;ENDFRÄSER D10 M0 … |
|
Automatisch |
… ;ENDFRÄSER D10 WERKZEUGAUFRUF 1 Z S1500 … |
|
Auto + Vorauswahl |
… ;ENDFRÄSER D10 WERKZEUGAUFRUF 1 Z S1500 WERKZEUGDEF 2 … |
Erstes Werkzeug nach dem letzten Werkzeug vorwählen
|
Option |
Ergebnis |
|
Nein |
;ERSTE OPERATION WERKZEUGAUFRUF 1 Z S1500 WERKZEUGDEF 2 … … ;LETZTE OPERATION WERKZEUGAUFRUF 5 Z S1250 … M30 |
|
Ja |
;ERSTE OPERATION WERKZEUGAUFRUF 1 Z S1500 WERKZEUGDEF 2 … … ;LETZTE OPERATION WERKZEUGAUFRUF 5 Z S1250 WERKZEUGDEF 1 … M30 |
Werkzeugwechsel in
Diese Option hat keinen Einfluss auf die Ausgabe.
|
Option |
Ergebnis |
|
1 Block |
… WERKZEUGAUFRUF 1 Z S1500 … |
|
2 Blöcke |
… WERKZEUGAUFRUF 1 Z S1500 … |
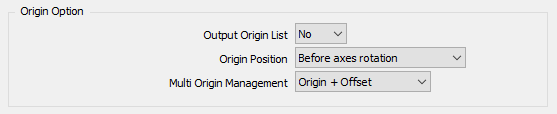
Ursprung Option Abschnitt
|
Ausgabeursprungs Liste
|
Option |
Ergebnis |
|
Nein |
BEGIN PGM 1 MM … |
|
Ja |
BEGIN PGM 1 MM ;START URSPRUNGLISTE ;1 ;2 ;END URSPRUNGLISTE … |
Ursprung Position
|
Option |
Ergebnis |
|
Nach Achsenrotation
|
… WERKZEUGAUFRUF 1 Z S1500 A90 C90 ZYKLUSDEF 247 DATUMEINSTELLUNG~ Q339=1 ;DATUMNUMMER … |
|
Vor Achsenrotation |
… WERKZEUGAUFRUF 1 Z S1500 ZYKLUSDEF 247 DATUMEINSTELLUNG~ Q339=1 ;DATUMNUMMER A90 C90 … |
Mehrfachursprungsverwaltung
|
Option |
Ergebnis |
|
Nur Ursprung |
… ZYKLUSDEF 247 DATUMEINSTELLUNG~ Q339=1 ;DATUMNUMMER … |
|
Ursprung + Versatz |
… ZYKLUSDEF 247 DATUMEINSTELLUNG~ Q339=1 ;DATUMNUMMER ZYKLUSDEF 7.0 DATUMSSCHALTUNG ZYKLUSDEF 7.1 X-50. ZYKLUSDEF 7.2 Y-25. ZYKLUSDEF 7.3 Z-50. … |
Ohne MTE:
Wenn die Option für jeden auf dem Teil definierten Ursprung auf „Nur Ursprung“ eingestellt ist, geben wir einen anderen G-Code aus, G54, dann G55, G56 usw. Das bedeutet, dass Sie durch die Anzahl der vom CNC verwalteten Ursprünge begrenzt sind. Wenn Sie mehr Ursprünge haben können, müssen Sie die zweite Option „Ursprung + Offset“ verwenden
Wenn die Option auf „Ursprung + Offset“ eingestellt ist, wird nur Datum und Offset mit Zyklusdef 7 ausgegeben.
Mit MTE:
Der Ursprung kann im Namen des Ursprungs mit der folgenden Syntax „$1_“ definiert werden. Das bedeutet, dass Datum 1 im NC-Programm verwendet wird. Wenn kein decodierter Name definiert ist, wird das Standarddatum 1 ausgegeben.
Wenn Sie „Ursprung + Offset“ verwenden, dürfen Sie nur einen Ursprung für alle Ihre Operationen verwenden, da alle Offsets vom Referenzebenenursprung oder Einzelursprung berechnet werden.
Sie können beliebigen Text nach dem Unterstrich hinzufügen, um Ihren Offset zu erkennen „$1_Oben“, „$1_Rechts“, …
Mit 5-Achsen-Maschine:
Der Ursprungsoffset wird gleichzeitig mit der Funktion der geneigten Ebene ausgegeben.
Kühlmittel-Optionsabschnitt

|
Kühlmittel-Aktivierungsposition
Wir erhalten das gleiche Ergebnis mit „mit Spindel“ und „mit Tauchbewegung“.
M13 wird verwendet, um das Kühlmittel und die Spindel gleichzeitig auszugeben.
|
Option |
Ergebnis |
|
Mit Spindel |
… WERKZEUGAUFRUF 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Mit Ebenenbewegung |
… WERKZEUGAUFRUF 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Mit Tauchbewegung |
… WERKZEUGAUFRUF 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
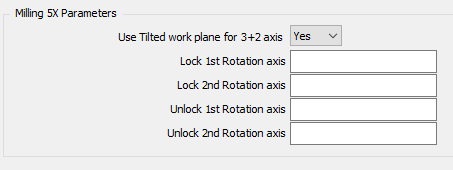
Fräsen 5X Seite
Fräsen 5X Parameter
|
Geneigte Arbeitsebene für 3+2 Achsen verwenden
|
Option |
Ergebnis |
|
Nein |
… WERKZEUGAUFRUF 1 Z S1500 C180 A-90 … |
|
Ja |
… WERKZEUGAUFRUF 1 Z S1500 Ebene räumlich SPA-90 SPB+0 SPC+180 DREH MB MAX FMAX SEQ- TABELLE ROT … |
Rotationsachse
|
Option |
Ergebnis |
Option |
Ergebnis |
|
Sperre 1 1. Rotationsachse |
Sperre 2 2. Rotationsachse |
||
|
leer |
… C180 … |
leer |
… B-90 … |
|
„M10“ |
… C180 M10 … |
„M12“ |
… B-90 M12 … |
|
Entsperren 1 1. Rotationsachse |
Entsperren 2 2. Rotationsachse |
||
|
leer |
… C180 … |
leer |
… B-90 … |
|
„M11“ |
… M11 C180 … |
„M13“ |
… M13 B-90 … |
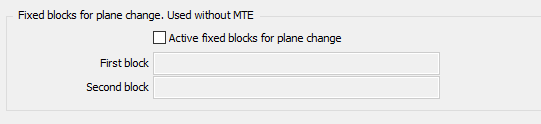
Fixierte Blöcke für Ebenenwechsel (Wird ohne MTE verwendet)
|
Aktive fixierte Blöcke für Ebenenwechsel
Diese Option wird nur verwendet, wenn in der Maschinenkonfiguration keine Kinematik definiert ist.
|
Option |
Ergebnis |
|
Aktivieren |
Die definierten fixierten Blöcke werden ausgegeben, wenn ein Ebenenwechsel stattfindet |
|
Deaktivieren |
Die Standardblöcke werden ausgegeben, wenn ein Ebenenwechsel stattfindet. G0 G91 G28 Z0 |
Erster und zweiter Block
Um die Standardausgabe zu vermeiden, aktivieren Sie die Option zum Aktivieren der fixierten Blöcke und lassen Sie die Felder für den ersten und zweiten Block leer.
|
Option |
Ergebnis |
|
Leer |
… … |
|
„G0 Z100“ |
… L Z100 FMAX … |
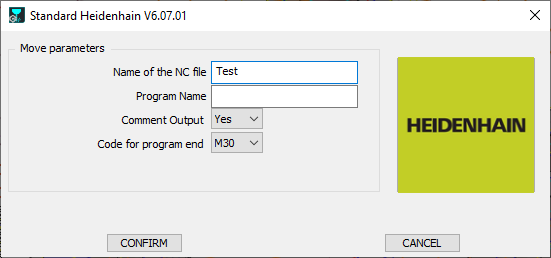
Startseite
|
Mit definierter Maschinenkinematik |
Ohne definierte Maschinenkinematik |
|
|
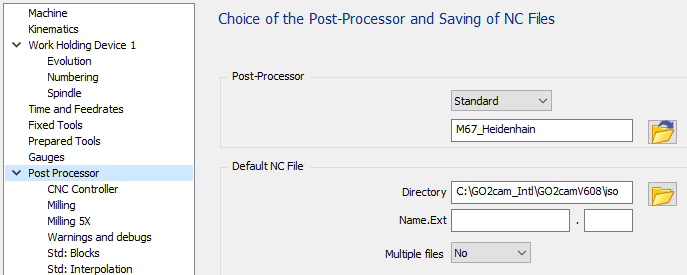
Name der NC-Datei
Definieren Sie hier den Namen der generierten NC-Datei. Die Erweiterung muss in der MCF-Konfiguration definiert werden.
Programmnummer
Wenn nichts definiert ist, wird der Programmname auf 1 gesetzt.
|
Option |
Ergebnis |
|
„leer“ |
PROGRAMM BEGINN 1 MM … … PROGRAMM ENDE 1 MM |
|
„PROG“ |
PROGRAMM BEGINN PROG MM … … PROGRAMM ENDE PROG MM |
Kommentar-Ausgabe
|
Option |
Ergebnis |
|
Nein |
… WERKZEUGAUFRUF 1 Z S1500 … |
|
Ja |
… ;PLANFRÄSEN ;FRÄSEN ENDE D12 T1 M6 … |
Ursprungsnummer
Dieser Parameter wird nur verwendet, wenn die Kinematik nicht in der Maschinendatei definiert ist. Der Parameter definiert den ersten im NC-Programm verwendeten Ursprung.
Wenn der Parameter zur Behandlung mehrerer Ursprünge auf „Nur Ursprung“ eingestellt ist, wird die Ursprungsnummer bei einem Ebenenwechsel inkrementiert.
|
Option |
Ergebnis bis 8055 |
|
0 |
13 WERKZEUGAUFRUF 1 Z S1273 14 ZYKLUSDEF 247 DATUM EINSTELLUNG~ Q339= 0 ;DATUM NUMMER… |
|
1 |
13 WERKZEUGAUFRUF 1 Z S1273 14 ZYKLUSDEF 247 DATUM EINSTELLUNG~ Q339= 1 ;DATUM NUMMER |
Code für Programmende
|
Option |
Ergebnis |
|
M30 |
… … M30 PROGRAMM ENDE 1 MM |
|
M02 |
… … M02 PROGRAMM ENDE 1 MM |
Spezifische Informationen
Wie wird Zyklusdef 202 ausgegeben?
|
Dieser Zyklus wird verwendet, um mit einem Ausdrehmesser eine Reibbearbeitung durchzuführen. Weitere Informationen zu diesem Zyklus finden Sie im Heidenhain-Handbuch. |
ZYKLUSDEF 202 AUSDREHEN~ Q200=2 ;EINRICHTUNG FRÄSEN~ Q201=-50 ;TIEFE~ Q206=79.6 ;VORSCHUB FÜR EINTAUCHEN~ Q211=0 ;VERWEILZEIT BEI TIEFE~ Q208=500 ;RÜCKZUG VORSCHUB~ Q203=0 ;OBERFLÄCHENKOORDINATE~ Q204=2 ;2. EINRICHTUNG FRÄSEN~ Q214=2 ;AUSKOPPELRICHTUNG~ Q336=90 ;SPINDELEINSTELLWINKEL |
|
Operation zu definieren: Reiben |
|
|
Werkzeug auszuwählen: Ausdrehmesser |
|
|
Parameter |
Einstellen |
|
Q214=2 ;AUSKOPPELRICHTUNG |
Wird in Bezug auf den Indexwinkel berechnet. 0 für 0 Grad 1 für 90 Grad 2 für 180 Grad 3 für 270 Grad |
|
Q336=90 ;SPINDELEINSTELLWINKEL |
Wenn der Indexwinkel von 0, 90, 180 oder 270 abweicht, wird er auf 0 erzwungen |
Wie wird Zyklusdef 208 ausgegeben?
|
Dieser Zyklus wird verwendet, um ein Loch mit Helixinterpolation zu bearbeiten. Weitere Informationen zu diesem Zyklus finden Sie im Heidenhain-Handbuch. |
ZYKLUSDEF 208 BOHRFRÄSEN~ Q200=2 ;EINRICHTUNG FRÄSEN~ Q201=-50 ;TIEFE~ Q206=1018.4 ;VORSCHUB FÜR EINTAUCHEN~ Q334=5 ;EINTAUCHTIEFE~ Q203=0 ;OBERFLÄCHENKOORDINATE~ Q204=2 ;2. EINRICHTUNG FRÄSEN~ Q335=20 ;NENN DURCHMESSER~ Q342=0 ;RAUHBEARBEITUNGSDURCHMESSER~ Q351=1 ;AUF- ODER GEGENLAUF |
|
Um verwendet zu werden, muss die gpp-Konfiguration in Canned für „Interpolation“ eingestellt sein Die Option für den verwendeten Bohrzyklus muss auf „Universell“ eingestellt sein |
|
|
Operation zu definieren: „ Interpolation ” |
|
|
Die Operation muss mit den folgenden Parametern definiert werden. Wenn einer anders ist, wird der Werkzeugweg zerlegt. |
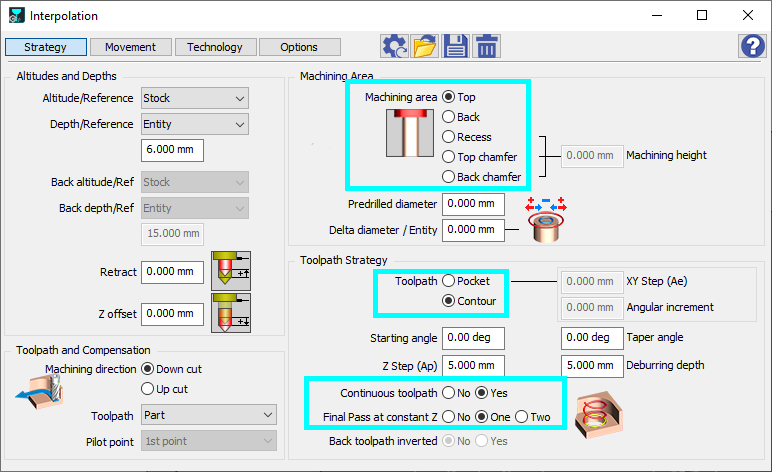
|