|
|
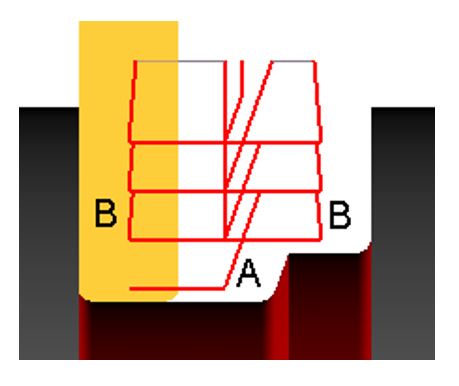
刀具路徑,帶有 X 步進和插銑到溝槽中間。 |
關鍵點
下刀和退刀角度確保刀具的保護。 您可以定義 2 個角度,而不是垂直下刀和退刀。
|
|
策略參數
|
對話框區域 |
參數 |
|
|
刀具路徑 |
||
|
W型式 溝槽 |
2 側邊加工 |
|
|
|
||
|
加工策略 |
步進距離 |
|
|
XY向素材預留量 |
步距深度 |
|
|
Z向素材預留量 |
||
|
|
||
移動參數
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
固定切削線速 |
|
主軸轉速 |
轉速範圍碼 |
|
|
在Z向的進給 |
進給 |
|
|
在X向的進給 |
主軸方向 |
|
|
最大主軸轉速 |
||
|
|
||
|
刀具數量 |
刀具編號 |
特定編號 |
|
刀徑補正號碼 |
刀長補償. no 1 |
|
|
刀長補償. no 2 |
|
|
|
使用者欄位 |
注釋 |
控制器設備 |
|
加工設定 |
|
|
