循環: 直接開槽、Z軸高度、Z字型、W型、O環型式、中心定位、鑽孔、鑽孔鉸孔、攻牙、滾花牙、切斷、點鑽、倒角、滾壓
定義
根據多個參數,能夠在刀具路徑中設定停留:
-
漸進深度
-
停留單位
-
停留
-
底部停留
設定
-
首先選擇 單位 停留的:它可以用 秒表示 或在 旋轉
-
中。然後您可以定義 漸進深度 ,這是兩個停留之間的距離。
-
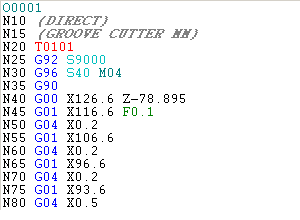
停留 是以秒或轉數為值的,代碼通常是帶有字母的G04(例如Fanuc的X或U,Num的F)。
-
最後停留 可以在最後設定不同的值,以便在最後一次加工時獲得更好的表面光潔度。
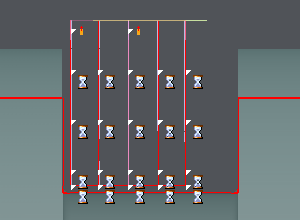
定義的停留將與以下內容一起顯示在螢幕上 沙漏 如圖所示符號。
|
在此範例中:
|
|
|
|
Special case for Direct, Z Level and Wtype Grooving operations.
策略中定義的停留未應用於這三個操作的所有刀具路徑。某種程度上,我們可以認為粗加工通道分解為兩個路徑:
-
粗加工通道:刀具執行垂直下刀,在此可以應用停留。
-
預精加工通道:在每次粗加工下刀後,刀具在輪廓上實現一條路徑。此通道由參數「 側邊輪廓再加工 ’.