以 STL 格式開啟 ABUTMENT 並自動套用刀具路徑。
我們將 ABUTMENT 分為 3 個工作區域:
|
“ 自訂區域 ” 
|
“ 連接區域 ” 
|
“ 孔區域 ” 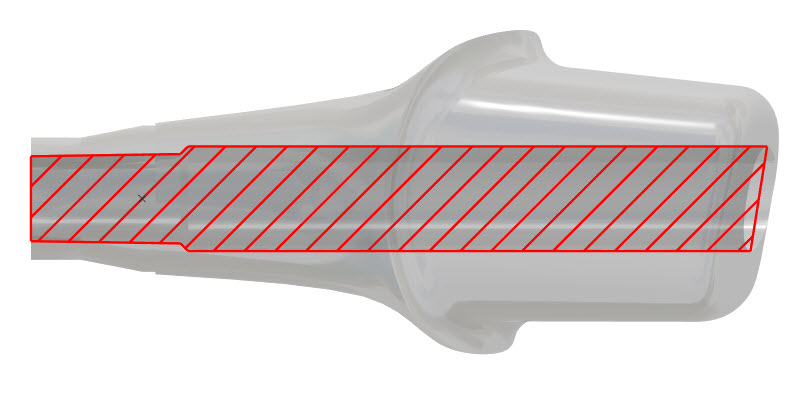
|
|
在 abutment 上加工 自訂區域 ,我們使用以下刀具 車刀 (刀具編號 2) 進行粗車: 球刀 D03 (刀具編號 5) 以徑向方式進行銑削粗加工 球刀 D01.5 (刀具編號 3) 以徑向方式進行其餘加工 (半精加工) 球刀 D01.5 (刀具編號 3) 以徑向方式在 4 軸上精加工表面 球刀 D02 (刀具編號 6) 以軸向方式精加工閉合面
|
在 abutment 上加工 連接區域 ,我們使用以下刀具 背車刀 (刀具編號 3) 進行連接區域的粗車 端銑刀 D04 (刀具編號 4) 進行連接區域的六角形輪廓加工 切斷刀 (刀具編號 1) 從連接區域的末端切斷工件 |
在 abutment 上加工 孔區域 ,我們使用以下刀具 點鑽 D4 (刀具編號 7) 在鑽孔前進行點鑽 鑽頭 (刀具編號 8 9 10) 鑽孔 |
備註:
G 碼 孔 和 連接 不經 CAM 管理。
孔 和 連接 由 子程式管理。
刀具路徑 孔 和 連接 根據每個供應商始終相同
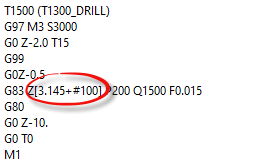
在 NC 檔案中,我們有 “新的參考點” 這裡使用的變數是 #100
目前生產中的機台:
Star – SB-20R TypeG
Star - SR 20 JII Type B
待機機台
Citizen L20
Chiron FZ08MT