簡報
Definition: 在兩個加工操作之間增加一個CNC功能。
在某些情況下,後置處理器必須自訂才能在 ISO 程式中產生 Techno 循環。此外,機器並非都能系統性地處理某些特定功能,如有任何疑問,請與我們聯繫。
這些額外功能在銑削、車削和線切割加工中有所不同:
要建立一個 Techno 功能
|
1/ 右鍵點擊 線上 加工 加工歷程樹中。 |
|
|
2/
點擊
Techno 功能(函數)。

|
|
|
3/ 有些技術功能可以用NC程式區塊巨集完成 |
|
|
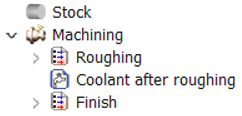
4/ 在加工歷程樹中,點擊您要包含技術功能之前的循環,在此情況下為粗加工。技術功能如同一個循環,可在加工歷程樹中存取。 |
|
|
該功能在其位置以圖示表示。 |
|
函數列表
1/銑削函數
|
圖示 |
規格 |

|
停止: 啟動停止點 (視後置處理器的詮釋而定) |

|
切削液 : 啟動與技術中定義不同的切削液 |

|
棧板化 : 啟動棧板更換 (視控制裝置的詮釋而定) |

|
絕對禁止: 在刀具路徑上啟動相對模式 |

|
絕對允許: 關閉相對模式 |

|
選項允許: 輪廓線的啟動(取決於控制設備的解釋) |

|
可選編號: 可選區塊的停用 |

|
停留: 編號停留的啟動 |

|
注釋: 新增一個用戶注釋 |

|
NC 區塊: 新增一個 N 區塊 |

|
PP 字: 呼叫特定處理 |
2/ 車削功能
|
圖示 |
規格 |

|
送料器 : 呼叫棒料送料 |

|
零件捕捉器 : 零件加工結束時呼叫零件捕捉器 |

|
刀把定向: B軸索引 |

|
送入尾座C: 尾座中心Z位置+支撐 |

|
鎖緊尾座中心: 尾座中心退出以鎖緊 |

|
鬆開尾座中心: 尾座中心收回(鬆開) |

|
移除尾座中心: 回程尾座中心+支撐 |

|
帶穩固托架: 穩固托架Z位置+支撐 |

|
鎖緊穩固托架: 鎖緊穩固托架 |

|
鬆開穩固支座: 鬆開穩固支座 |

|
拆卸穩固支座: 穩固支座+支撐的回程 |

|
停止: 啟動停止點 (視後置處理器的詮釋而定) |

|
切削液 : 啟動與技術中定義不同的切削液 |

|
絕對禁止: 在刀具路徑上啟動相對模式 |

|
絕對允許: 關閉相對模式 |

|
選項允許: 輪廓線的啟動(取決於控制設備的解釋) |

|
可選編號: 可選區塊的停用 |

|
停留: 編號停留的啟動 |

|
注釋: 新增一個用戶注釋 |

|
NC 區塊: 新增一個 N 區塊 |

|
PP 字: 呼叫特定處理 |
3/ 線切割功能
|
圖示 |
規格 |

|
停止: 啟動停止點 (視後置處理器的詮釋而定) |

|
切削液 : 啟動與技術中定義不同的切削液 |

|
線切割 |

|
線切割 |

|
厚度 |

|
發生器開啟 |

|
發生器關閉 |

|
選項允許: 輪廓線的啟動(取決於控制設備的解釋) |

|
可選編號: 可選區塊的停用 |

|
停留: 編號停留的啟動 |

|
技術表: 兩個加工之間切削條件的改變 |

|
注釋: 新增一個用戶注釋 |

|
NC 區塊: 新增一個 N 區塊 |

|
PP 字: 呼叫特定處理 |