介紹
應定義主夾頭的定位,以確保正確加工零件。
在加工開始時,素材由送料器推送,切斷刀的定位會停止棒材。
此時,主軸鬆開棒材,退回以到達具有足夠素材超程以加工零件的位置,並夾緊棒材以加工零件。
下面討論了兩種情況下的最小素材超程值:
情況 1:沒有導套
|
加工零件的最小素材超程: 面銑餘量 + 精加工零件長度 + 切斷餘量 + 切斷刀寬度 由於主軸的最大位置無法到達切斷刀, 我們必須將切斷刀和主軸鼻端之間的距離添加到超程位置 . 我們還可以添加一個安全值,以確保在加工過程中不會過度行進。 此安全值不應過多,否則未加工棒材的長度會更大。 |
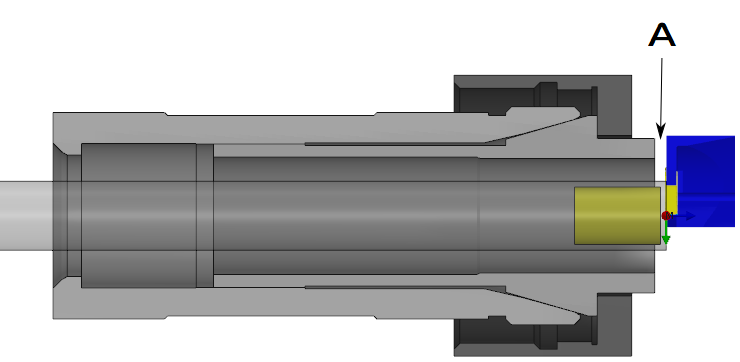
A - 切斷刀和主軸最大位置之間的距離 |
|
帶值的範例:
超程值應大於 20.7 毫米
|
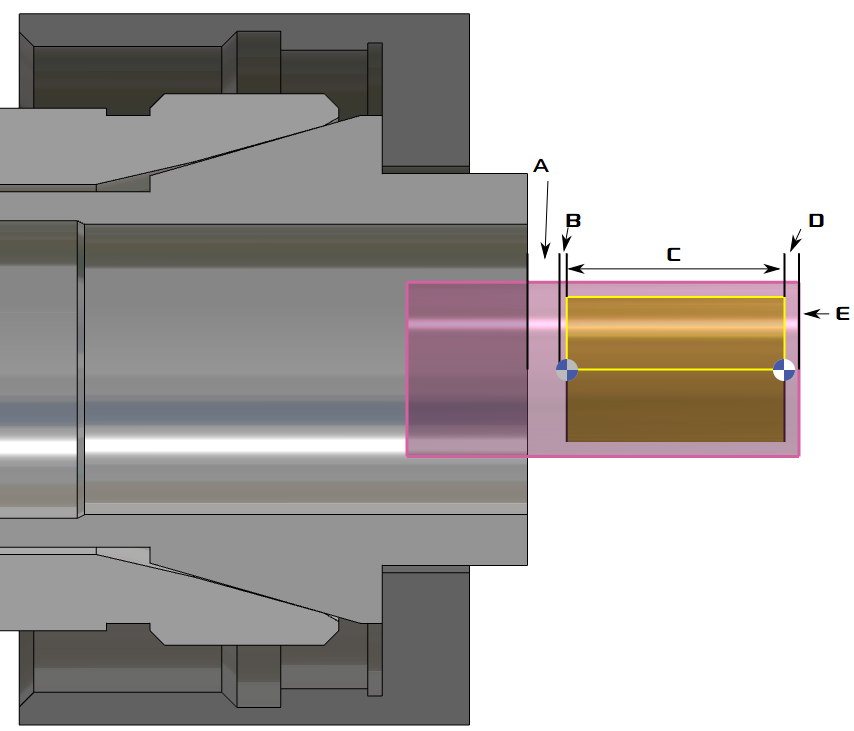
A - 切斷刀寬度 B - 切斷餘量 C - 精加工零件長度 D - 面銑餘量 E - 參考切斷刀 |
情況 2:帶導套
|
計算規則相同,但由於有導套,切斷刀和主軸鼻端之間的距離更大。 帶值的範例:
超程值應大於 182.7 毫米 |
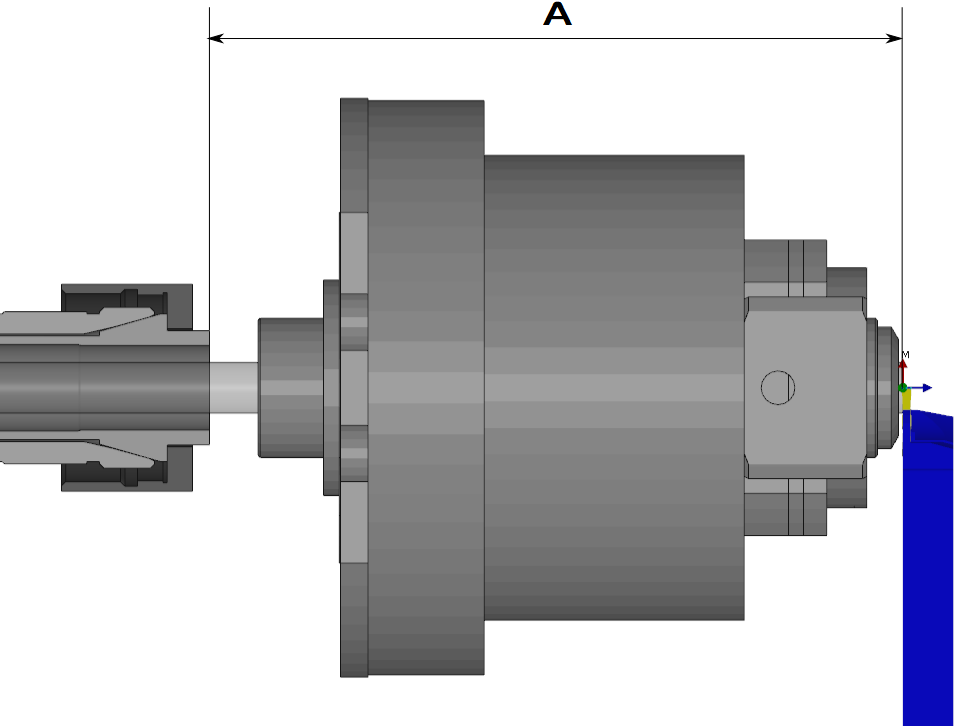
A - 切斷刀和主軸最大位置之間的距離 |