|
|
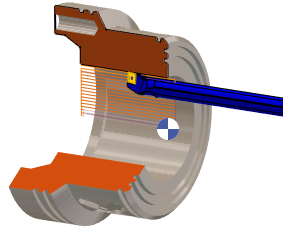
此循環是一個鑽孔操作,使用鉸/搪孔刀具編程。 |
關鍵點
|
目的是為了有 一個刀具 用於鑽孔和粗車,因此, 一個刀具編號 在機台中。
|
|
|
|
策略 參數
參數
|
對話區域 |
參數 |
|
|
逼近和退刀特性 |
安全距離 |
|
技術參數
|
對話區域 |
參數 |
|
|
切削條件 |
品質 |
主軸轉速 |
|
固定切削線速 |
在Z向的進給 |
|
|
轉速範圍碼 |
主軸方向 |
|
|
進給 |
最大主軸轉速 |
|
|
刀具數量 |
刀具編號 |
特定編號 |
|
刀徑補正號碼 |
刀長補償. no |
|
|
使用者資訊 |
注釋 |
控制器設備 |
|
加工設定 |
|
|
