9 important Step (with some abutment some steps are not mandatory, or are done automatically by the APP):
1 - 載入 STL 檔案
2 - Z 軸上的孔 (旋轉軸)
3 - 根據參考點對齊
4 - 設定鑽頭和連接參考
5 - 設定緊急點
6 - 根據需要設定再加工區域
7 - 設定端面銑削區域
8 - 計算
9 - NC 檔案建立
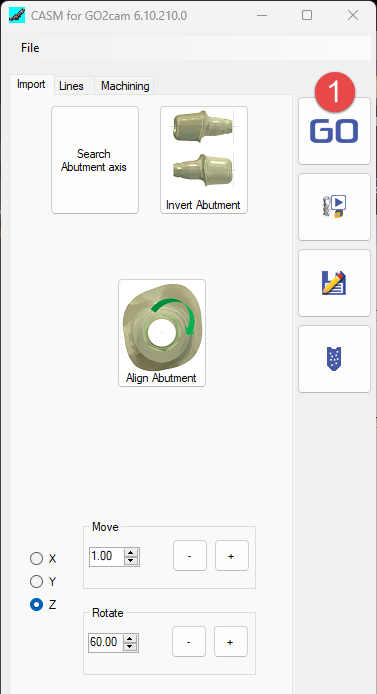
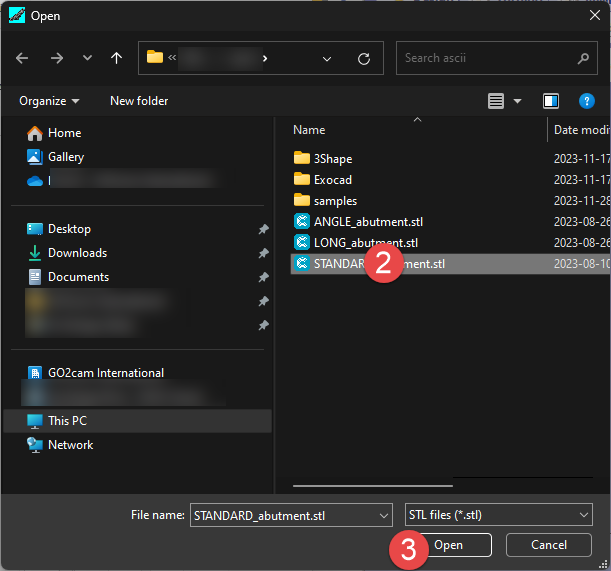
1 - load STL File
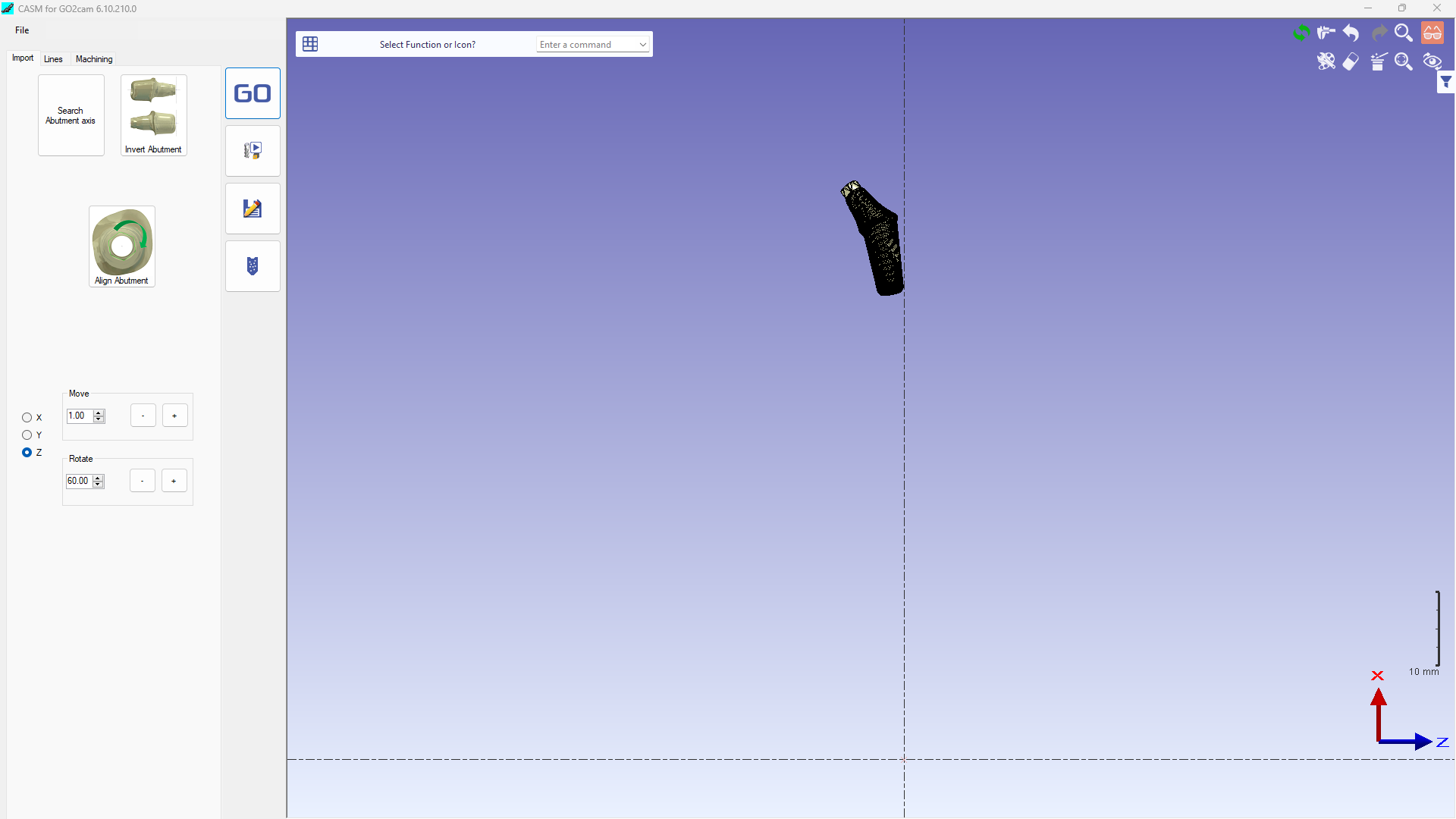
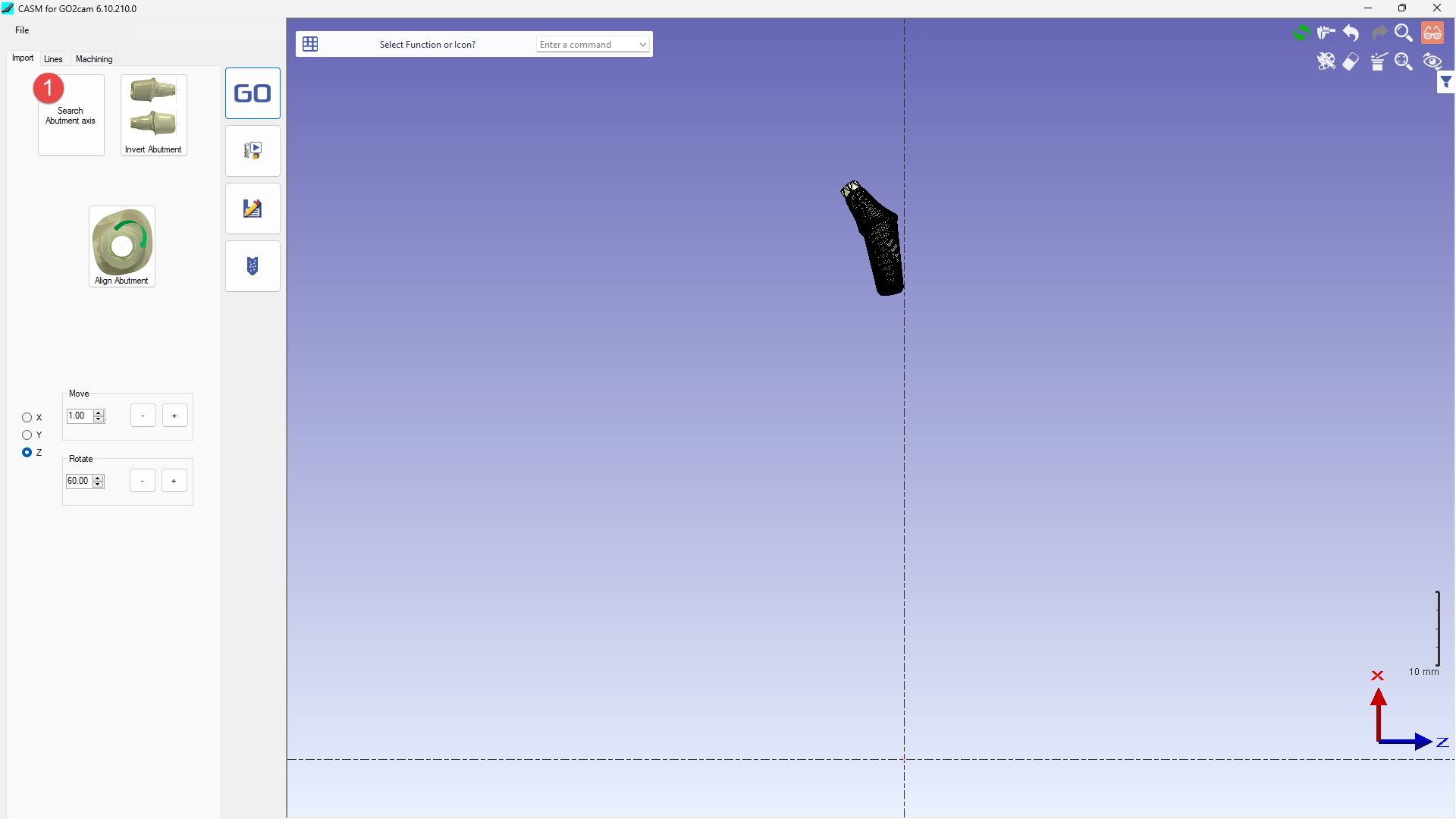
2 - Hole on Z axis (rotary axis)
在多數情況下,此步驟由應用程式自動完成。
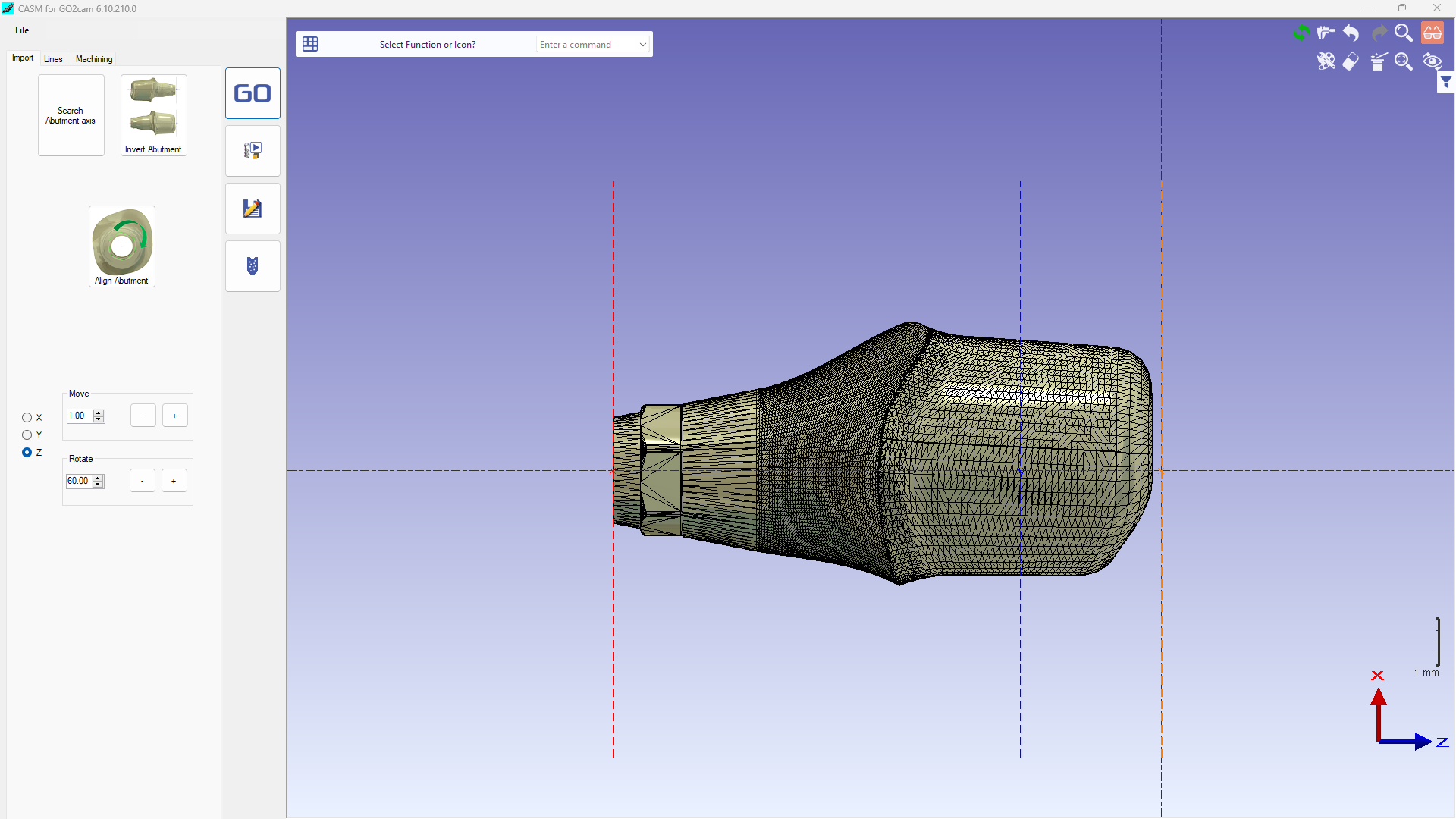
但是,有時根據 CAD 配置,CASM 應用程式無法自動找到孔。
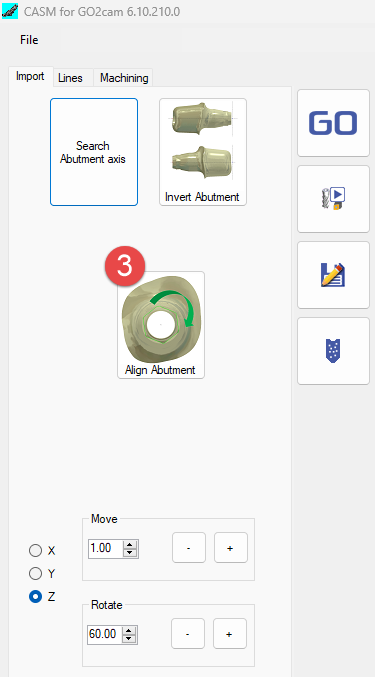
在此情況下,我們必須使用「搜尋基準軸」功能 (找到孔需要幾秒鐘)
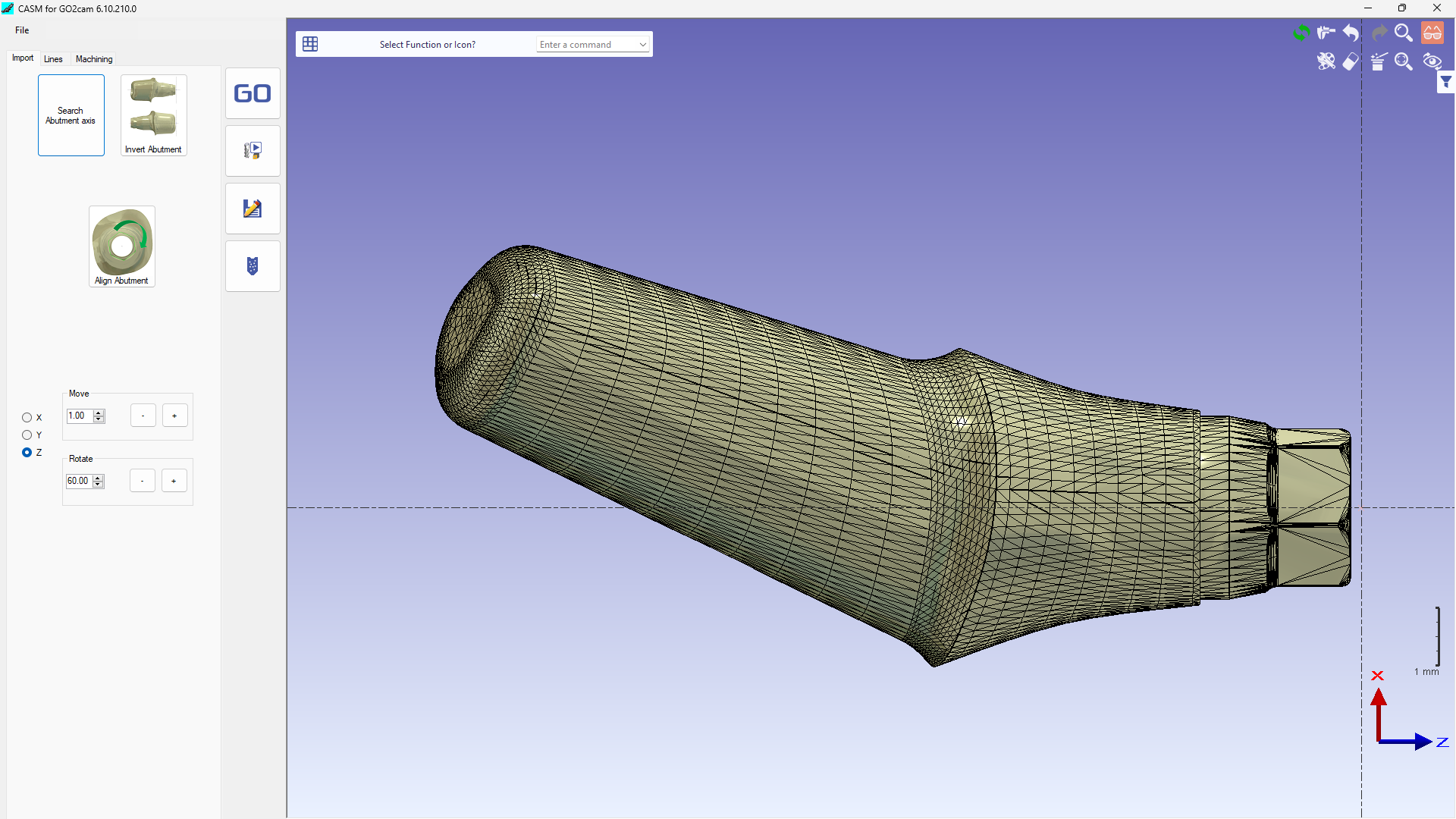
使用者必須檢查基準的 Z 方向。
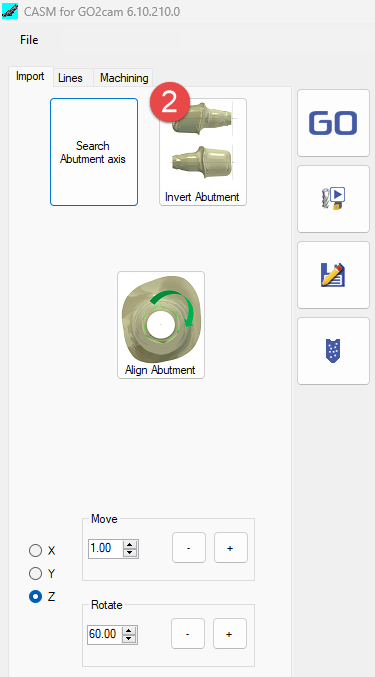
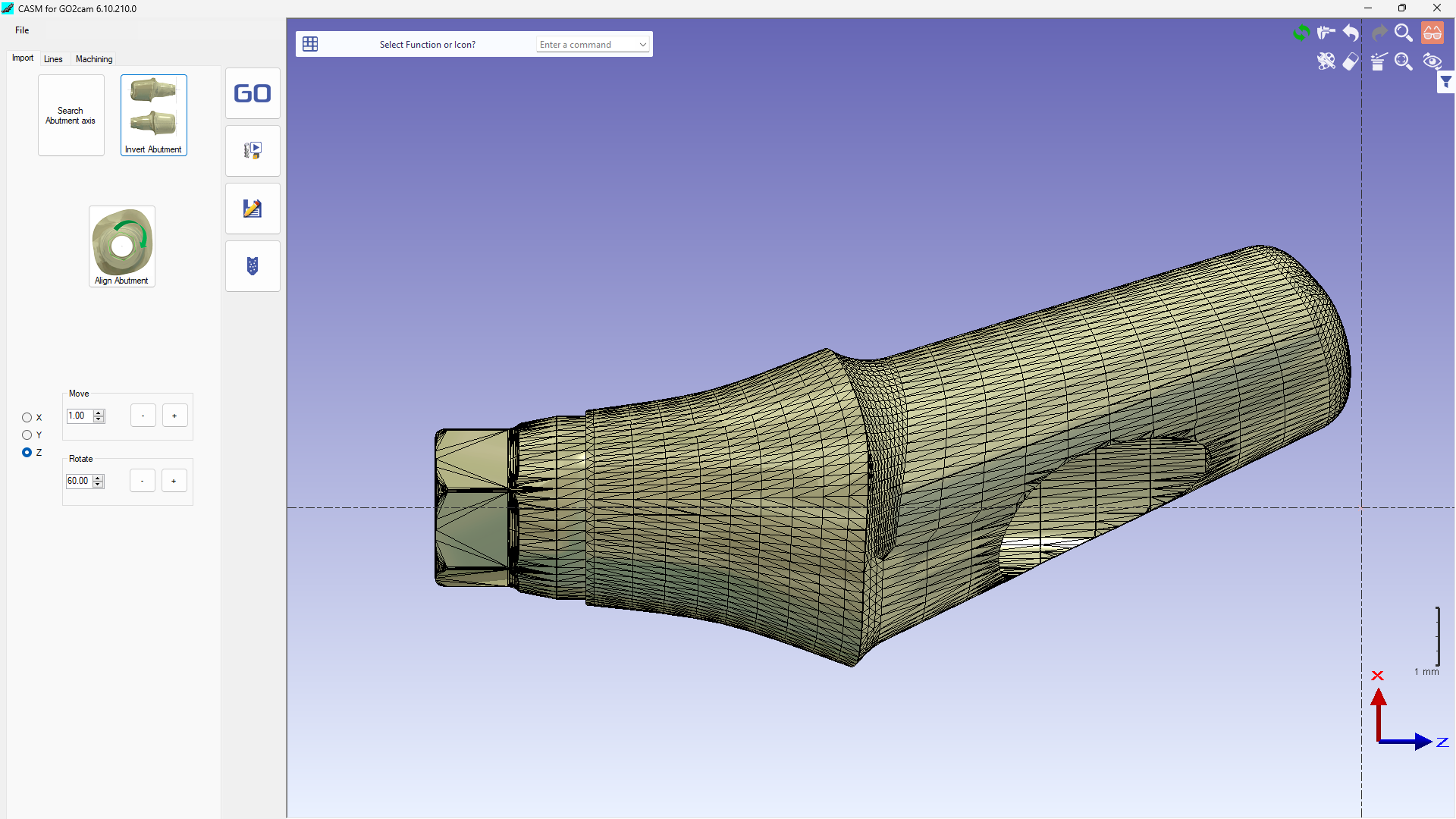
連接區域必須在左側。如果工件在錯誤的一側,請使用「反轉基準」功能進行調整。
3 - Align according to reference point
|
1 - 點擊六角形 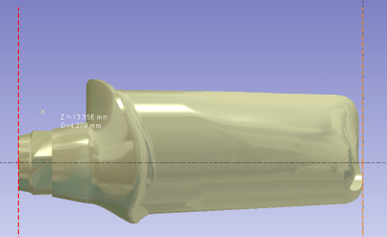
|
點擊兩點定義水平線 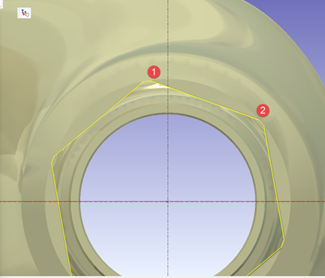
|
根據機床,如果銑刀沿著 X 或 Y 方向,我們可以從 參數 選單
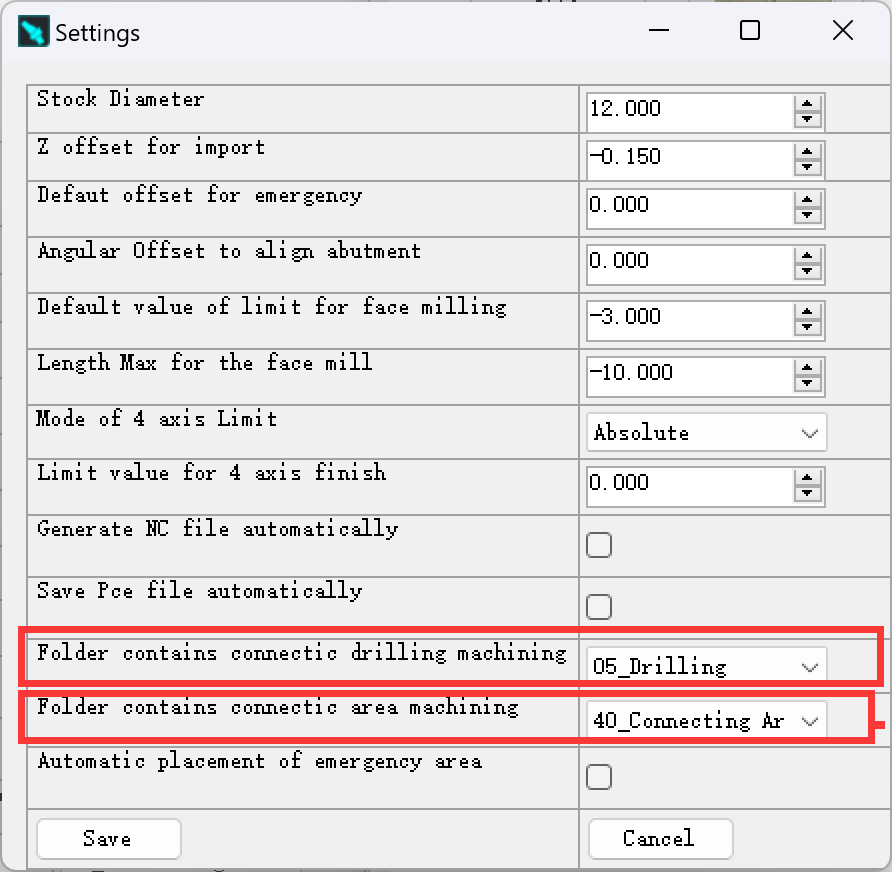
4 - Set Drill and Connectic Reference
點擊選單「檔案」中的「參數」:
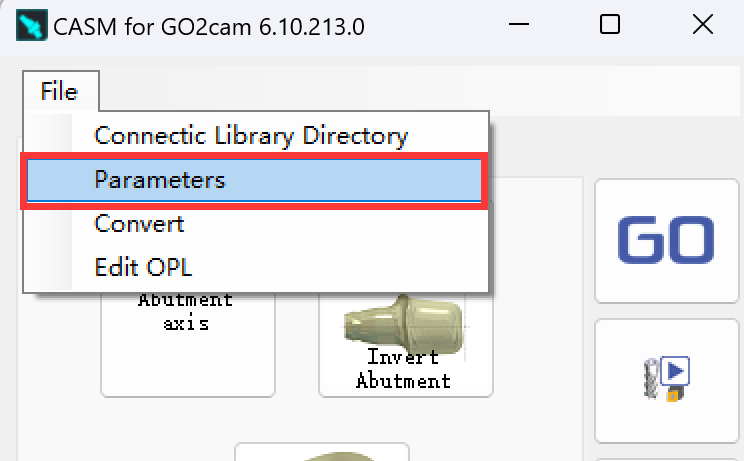
我們將進入參數設定頁面,並根據需要更改設定。
5 - Set emergency position
我們可以使用「緊急位置」功能建立一條紅色垂直線。
將從此位置建立一個紅色圓柱體以保護連接。
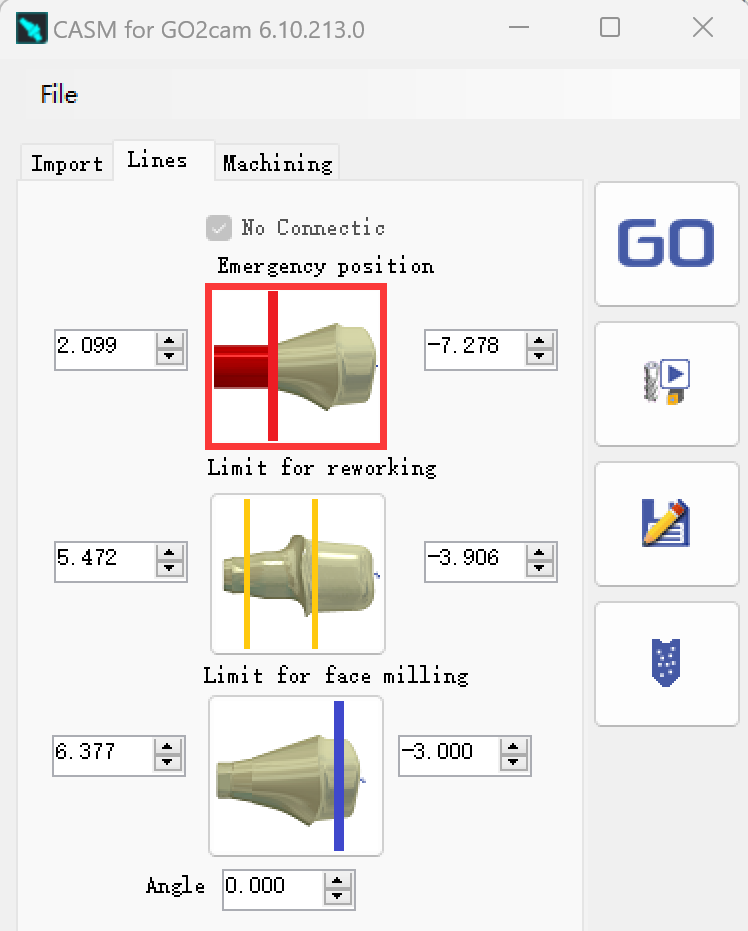
6 - Set Reworking Area if needed
如果需要,我們可以使用「再加工限制」功能建立一條橙色垂直線。
再加工操作的工作區域將在此線和邊緣線之間定義。
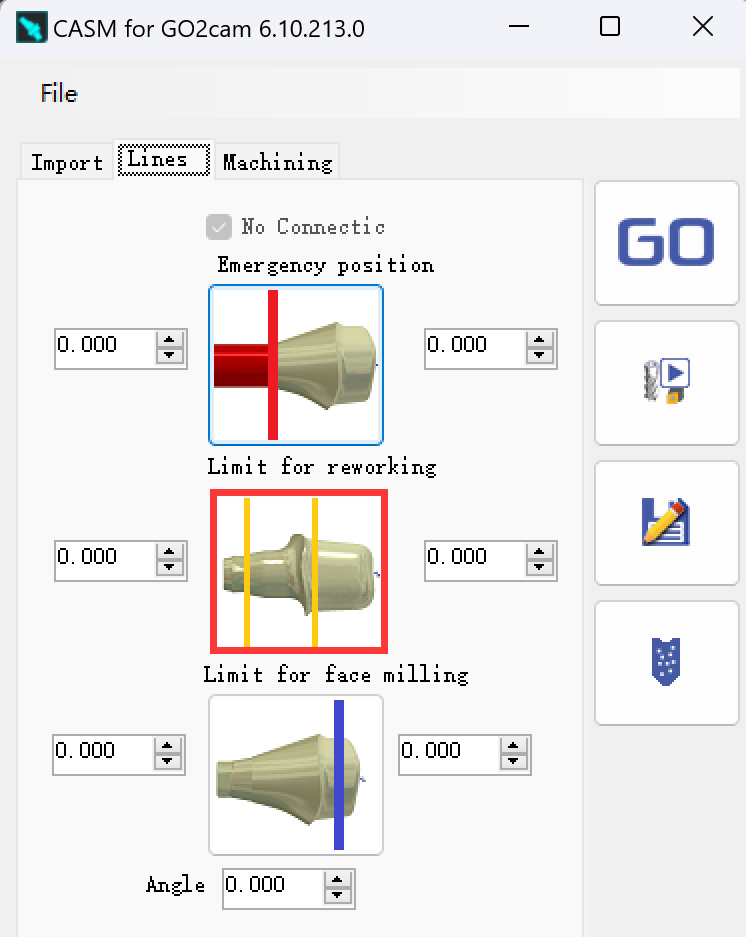
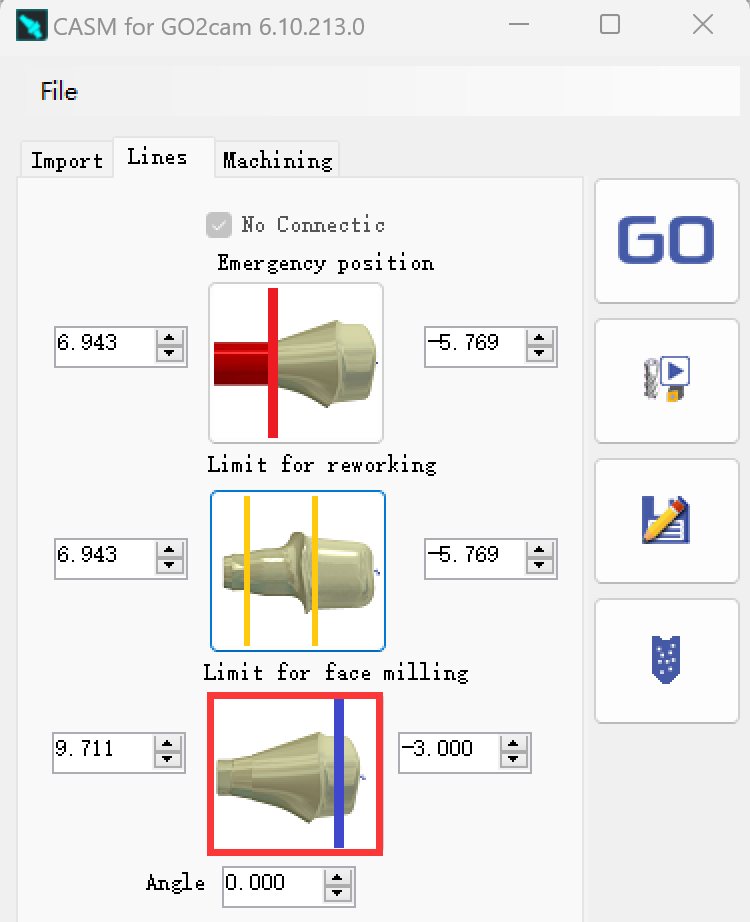
7 - Set Face milling area
我們可以使用「端面銑削限制」功能建立一條藍色垂直線。
端面銑削的刀具路徑將在此線停止。
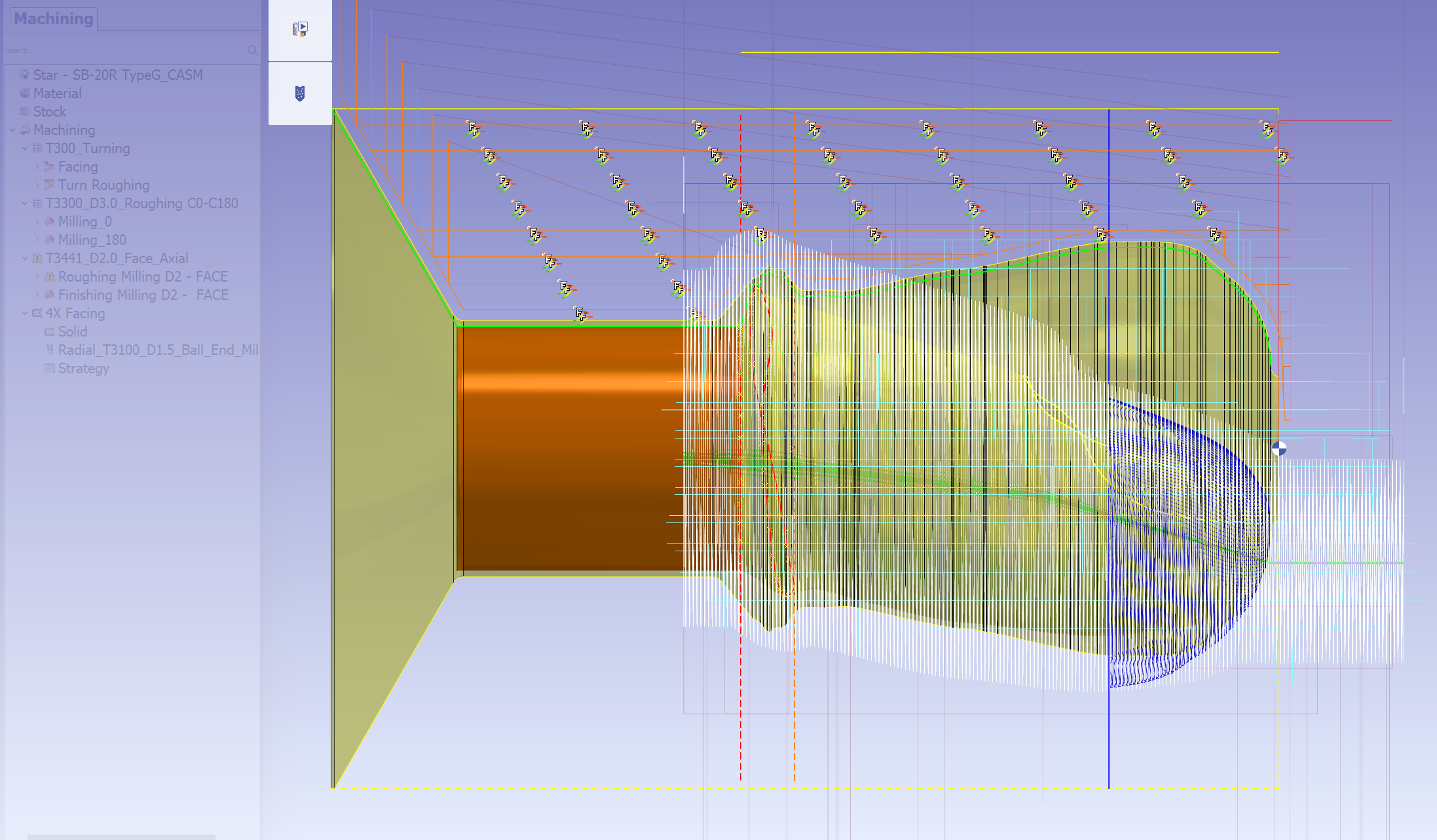
8 - Calculate
設定參數和限制位置後,使用者可以進入「加工」標籤,然後點擊「應用加工」按鈕
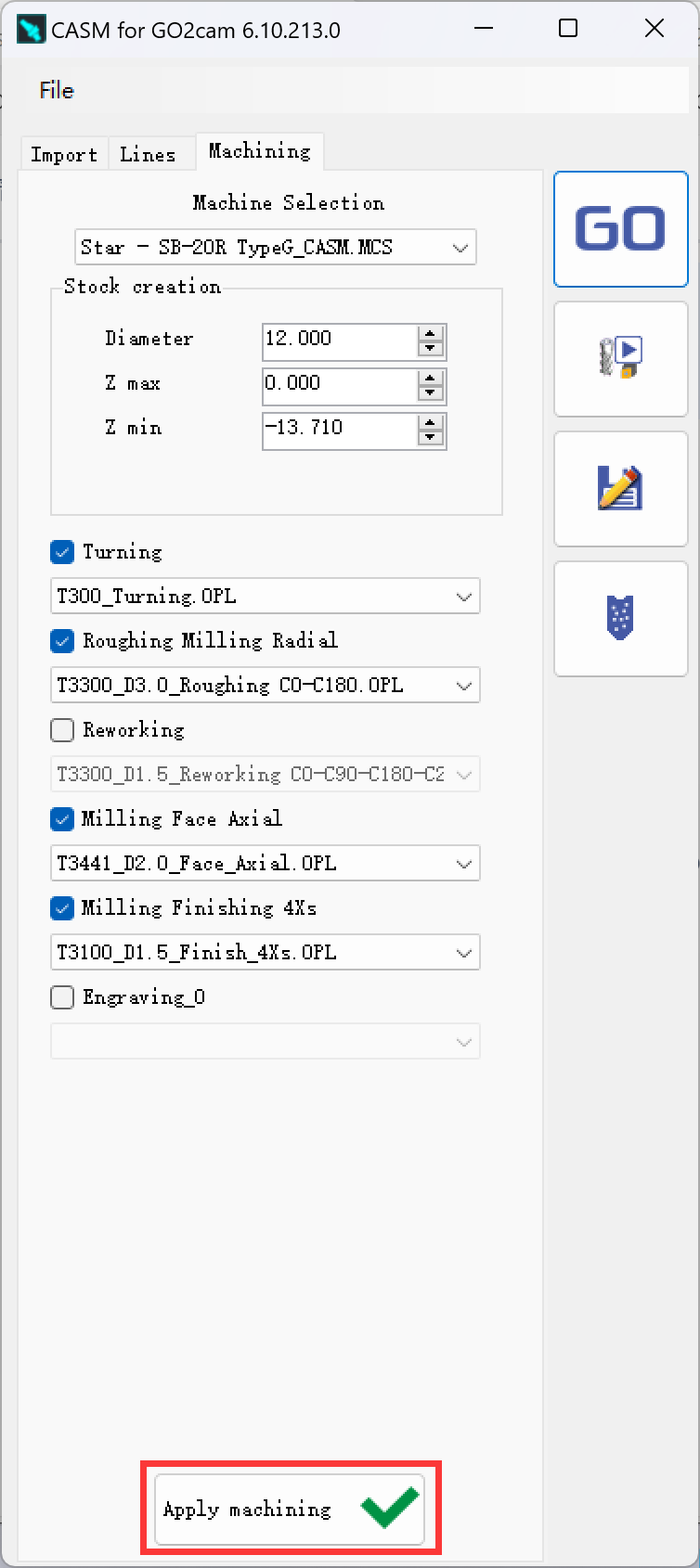
刀具路徑將在幾秒鐘內計算完成。
9 - NC file creation
點擊「NC 輸出」按鈕以生成和輸出 NC 檔案。
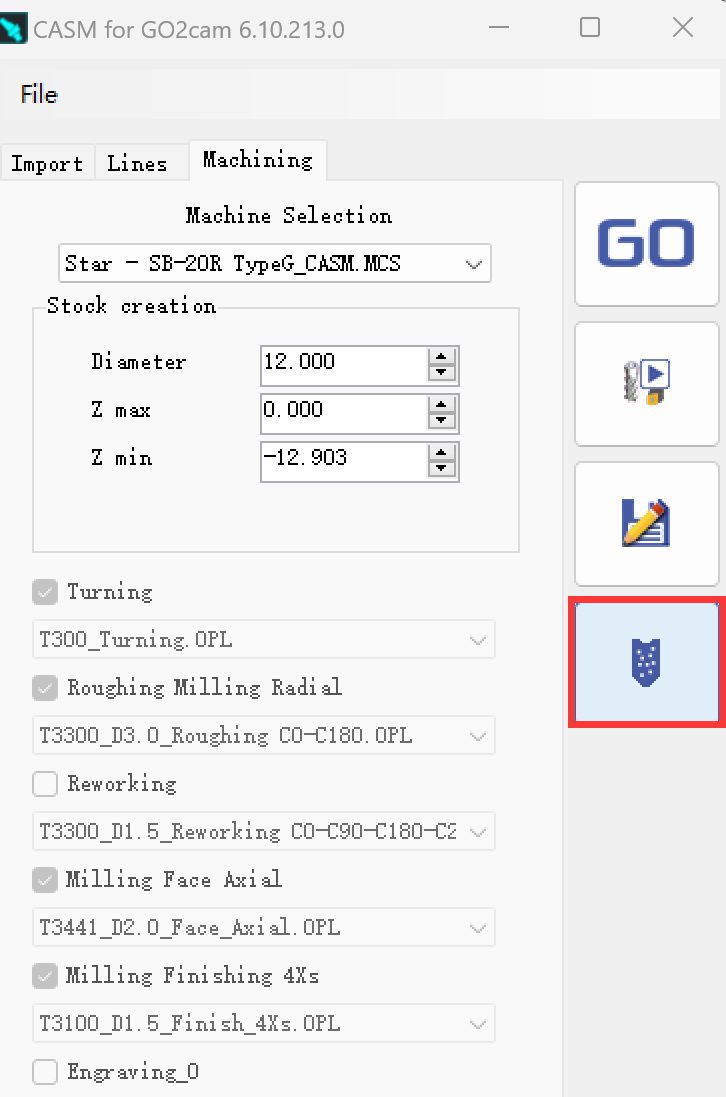
NC 檔案將在幾秒鐘內生成並輸出:
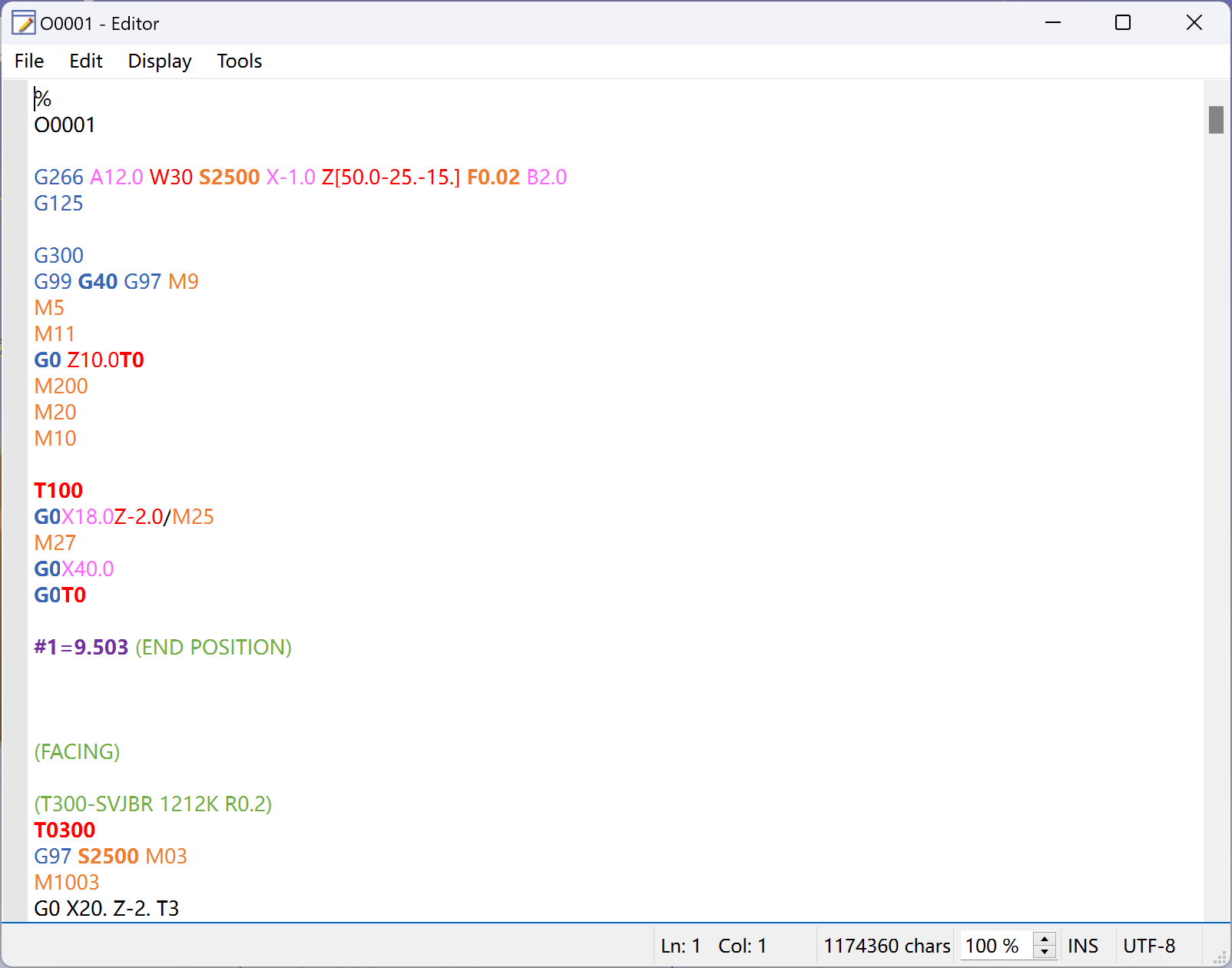
NC 檔案預設將儲存在 CASM 安裝目錄中的「Iso」資料夾中。
使用者可以直接在編輯器中編輯 NC 檔案,然後儲存。