1 - Parameter
|
|
|
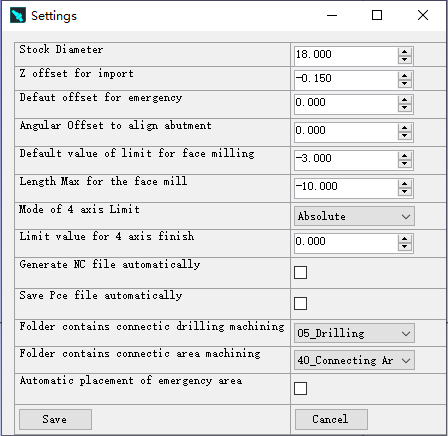
棒料直徑 在機台檔案中更改數值,然後儲存機台 |
棒料直徑大小 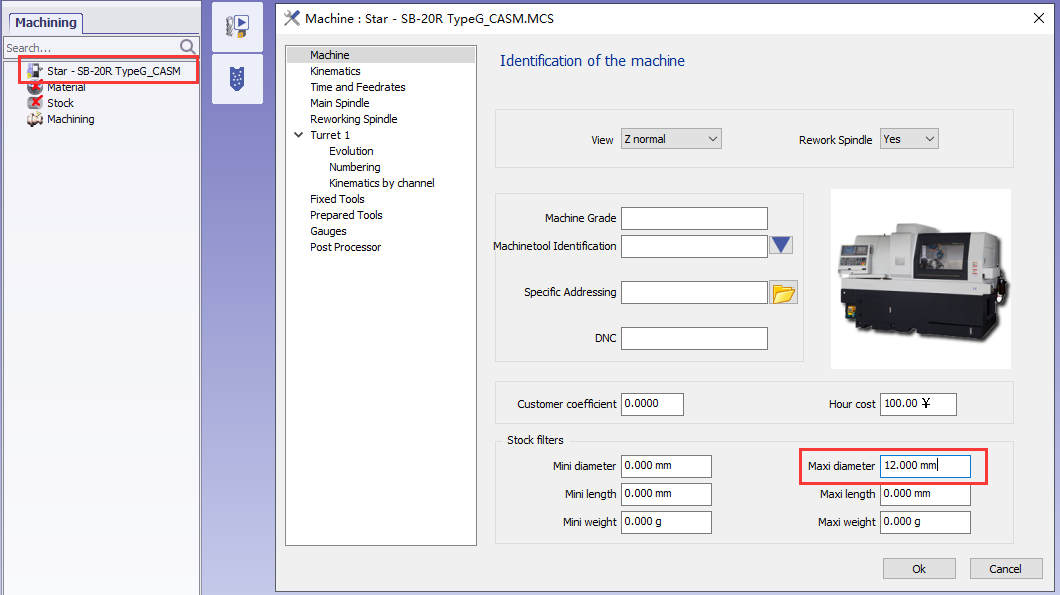
如果基準面大於直徑,將出現錯誤訊息 |
|
Z 偏移量 (導入) |
根據 Z 0 定位解剖區域。 
|
|
預設緊急偏移量 |
使用 2shape 檔案,應用程式可以找到緊急點。我們可以為此點新增安全距離 |
|
基準面對齊的角度偏移量 |
根據機床,如果銑刀沿著 X 軸,數值為 0;如果銑刀沿著 Y 軸,數值必須為 90 |
|
面銑的預設限制值
|
The default distance between the 藍色 line and the X axis. 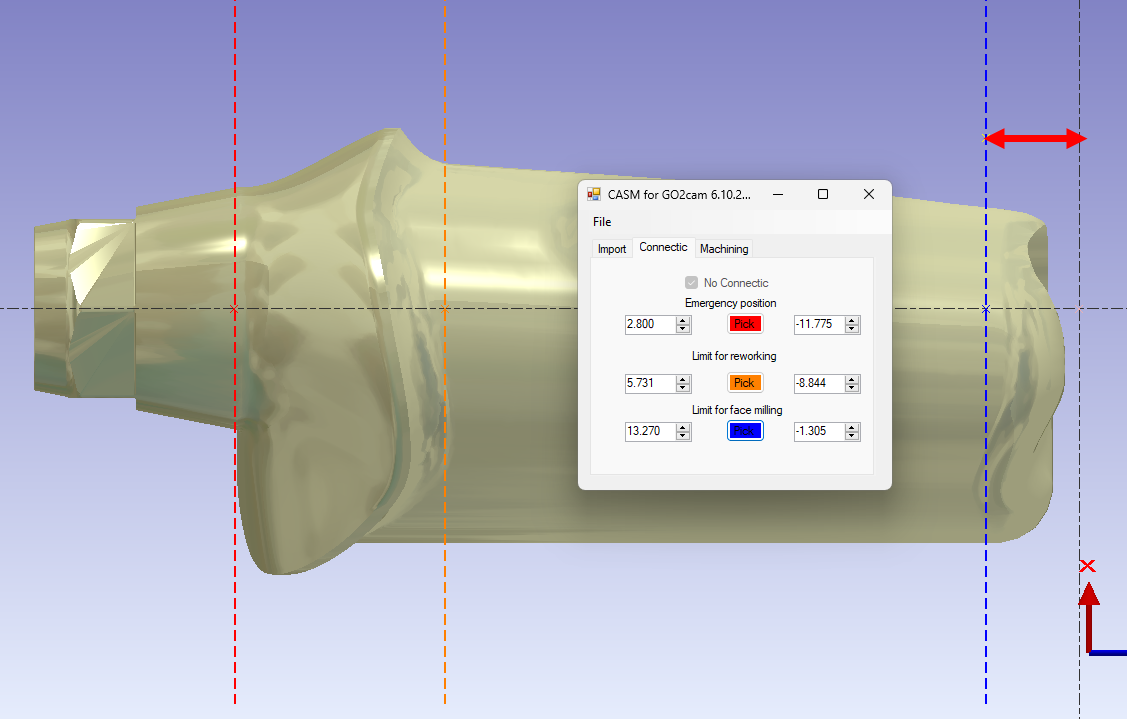
|
|
面銑的最大長度 |
軸向刀具具有一些最大 Z 軸區域。 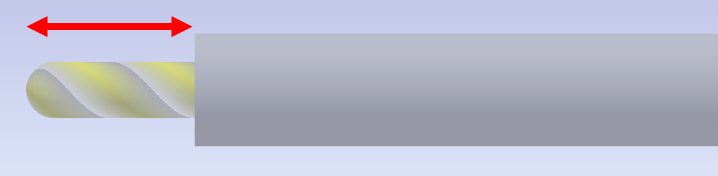
|
|
4 軸限制模式(絕對/相對於面限制) |
絕對 可以是負值 相對 用於節省時間並避免在同一區域上產生兩個刀具路徑 |
|
自動產生 NC 檔案 |
NC 檔案在計算後於與 STL 檔案相同的資料夾中產生 |
|
自動儲存 PCE 檔案 |
GO2cam 檔案 (PCE) 儲存在與 STL 檔案相同的資料夾中 |
|
包含連接鑽孔加工的資料夾 |
指定包含鑽孔加工的資料夾 |
|
包含連接區域加工的資料夾 |
指定包含區域加工的資料夾 |
|
自動放置緊急區域 |
|
2 - Geometry Created
|
圖層 |
備註 |
圖片 |
|---|---|---|
|
1 |
棒料和棒料的 2D 幾何圖形 |

|
|
20 |
2D 幾何圖形用於協助建立 4 軸實體(圖層 102)。 |
|
|
101 |
STL 檔案 + 連接區域保護 + 孔上的 CAP 曲面 |
|
|
102 |
在曲面上建立的實體可用於 4 軸加工 |
|
|
104 |
端面線 可用於車削中的端面加工 |
|
|
105 |
切斷線 可用於車削中的切斷加工(STL 結束處) |
|
|
106 |
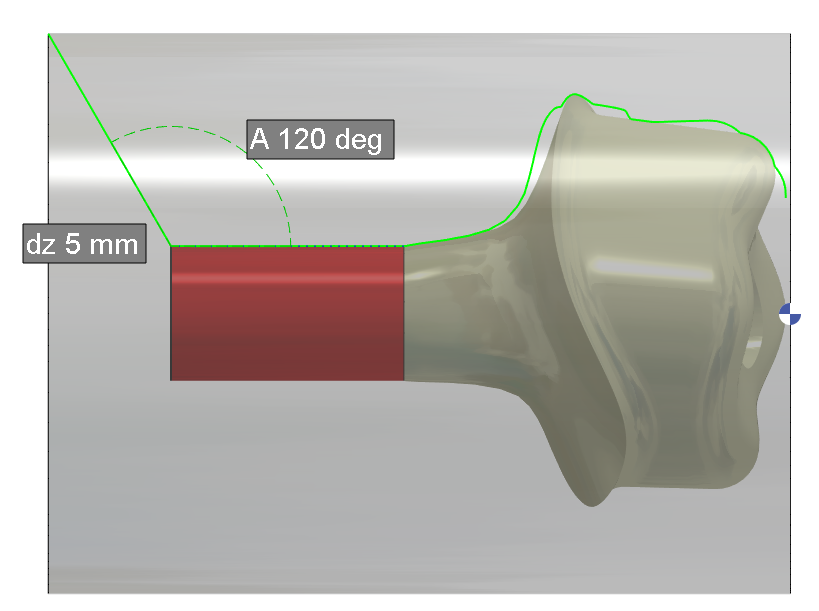
車削輪廓 基於 STL 輪廓線,不含連接區域,外加 5 mm 和 120 度 長度和角度在應用程式內固定 |
|
|
107 |
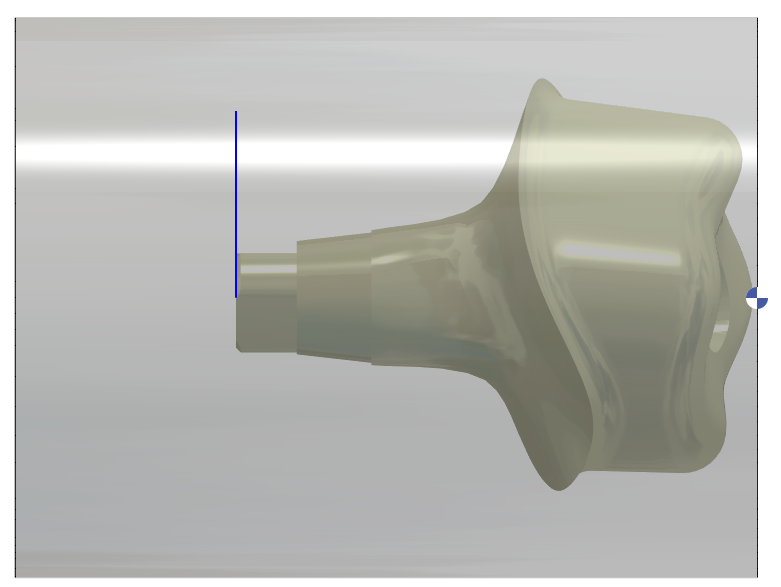
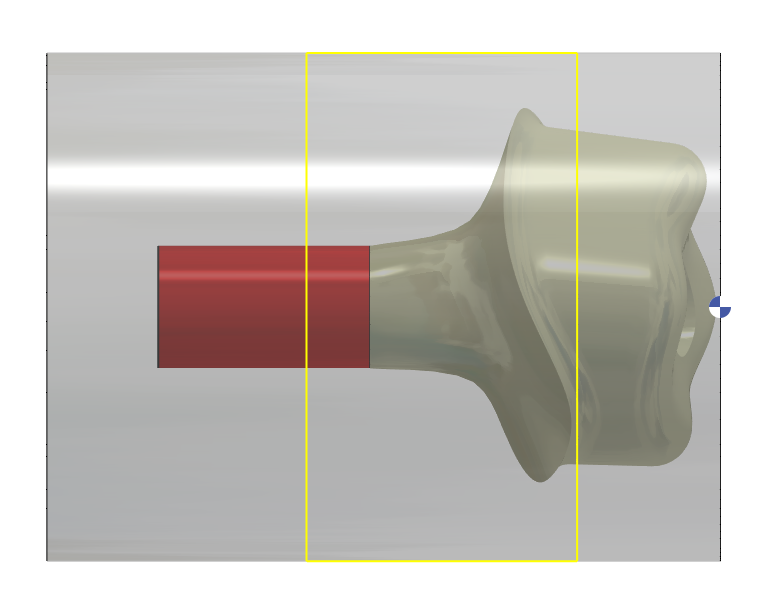
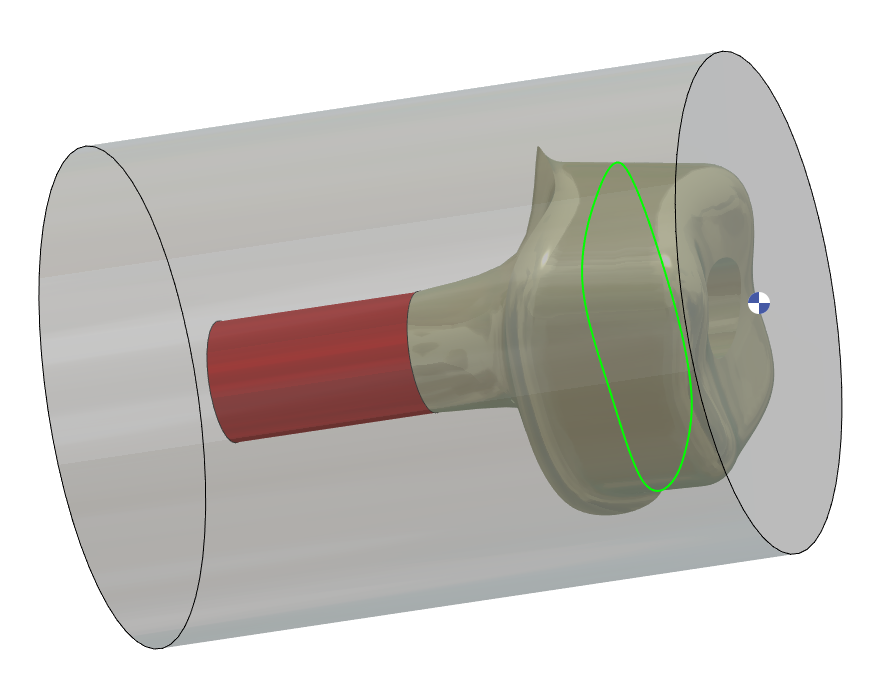
4 軸刀具路徑的限制 可以從參數對話框中設定 Z 軸起始點 結束點始終位於連接區域 |
|
|
109 |
使用後刀具加工車削輪廓 (一些使用者使用此方法來避免連接區域和基準線之間的餘料加工操作) |
|
|
112 |
在孔上建立 CAP 曲面的點 |
|
|
113 |
在孔上建立 CAP 曲面的曲線 |
|
|
120 |
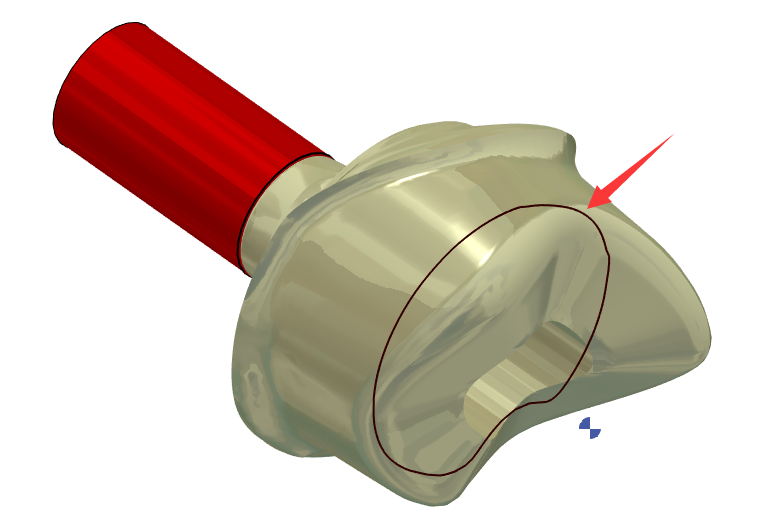
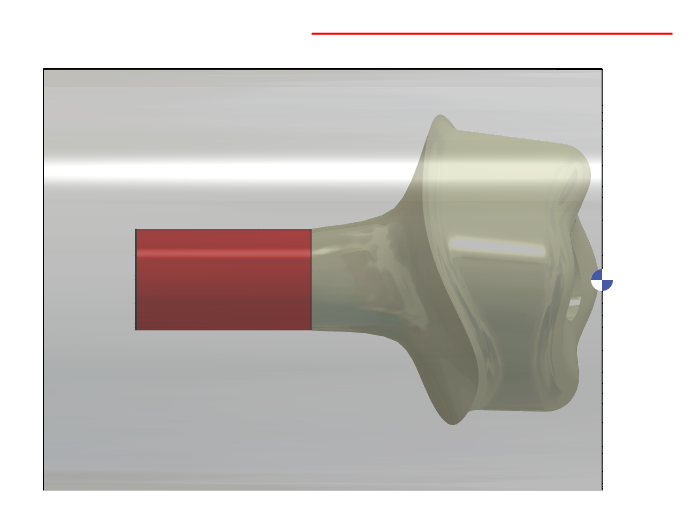
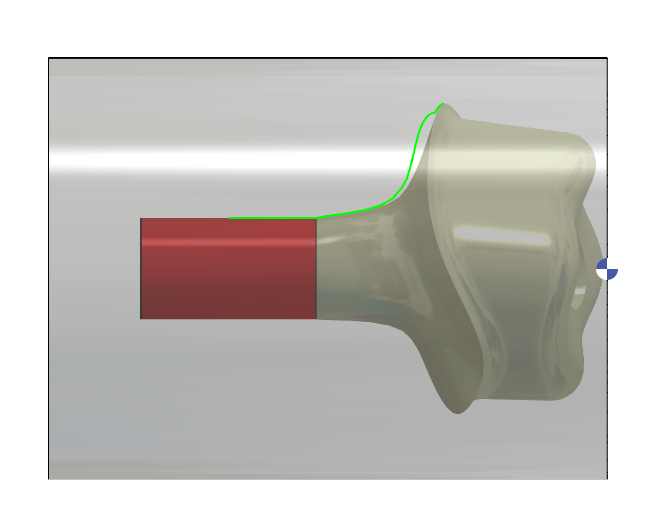
C0 和 C180 的銑削再粗加工限制根據再加工線(橙色) |
|
|
121 |
C90 和 C270 的銑削再粗加工限制根據再加工線(橙色)和連接區域 |
|
|
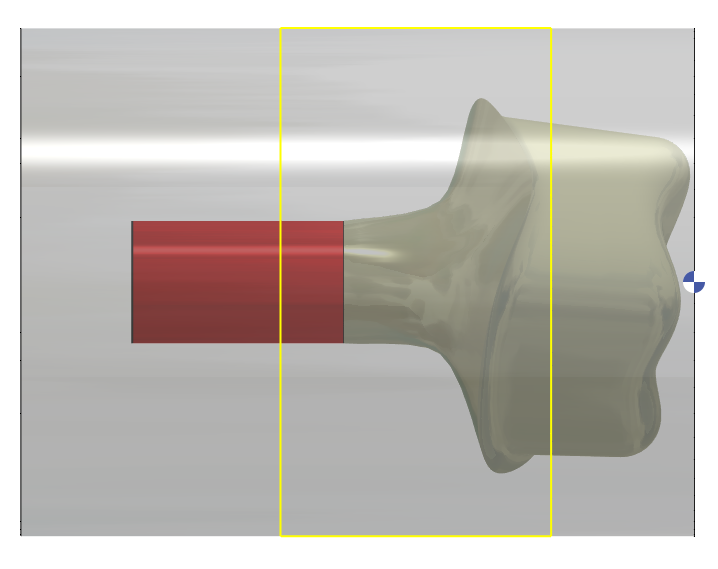
122 |
C0 和 C180 的銑削粗加工限制根據連接區域 |
|
|
123 |
限制軸向銑削的面 |
|
|
124 |
限制軸向銑削的曲線 |
|
|
160 |
2D 幾何圖形用於限制軸向銑削的面(圖層 123) |
|
|
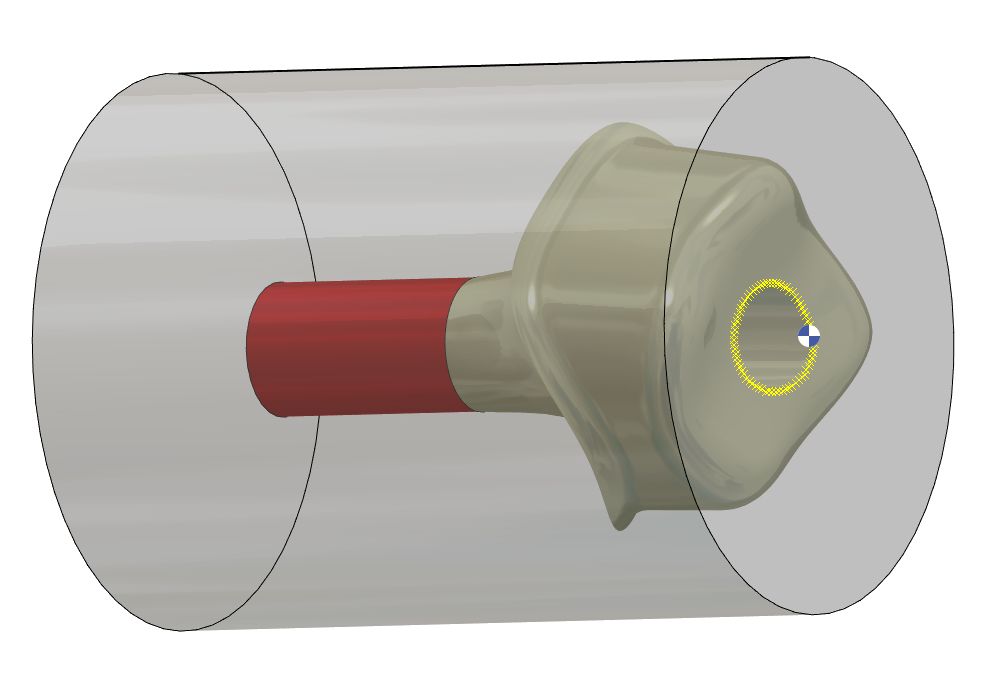
206 |
定義連接區域的點 |
|
|
207 |
定義再加工區域的點 |
|
|
209 |
定義再加工區域的線 |
|
|
210 |
定義軸向銑削區域的點 |
|
|
211 |
定義軸向銑削區域的線 |
|
|
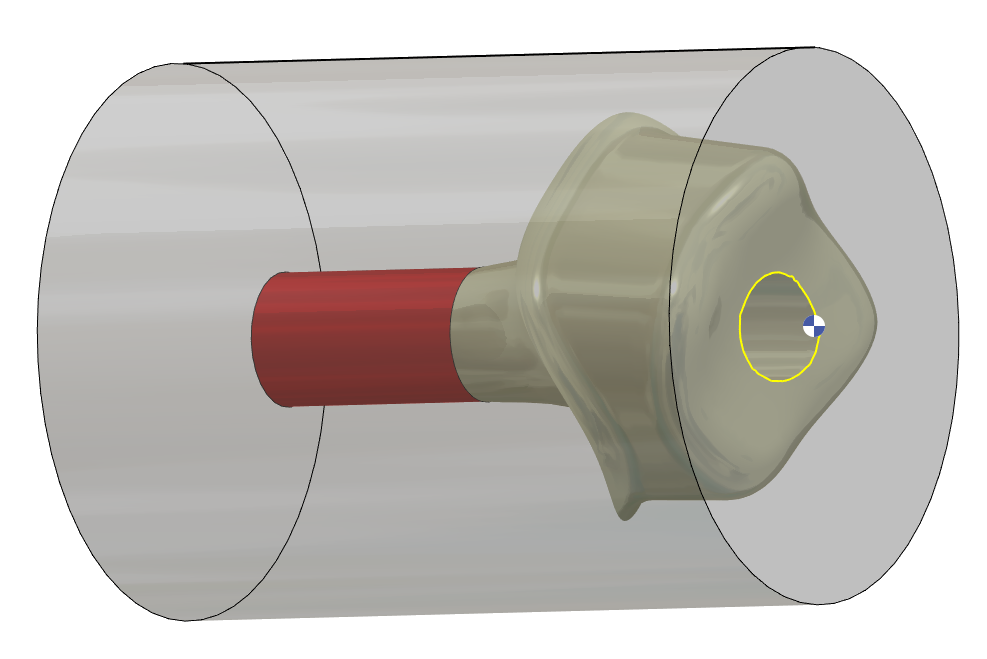
252 |
定義連接區域的線 |
|
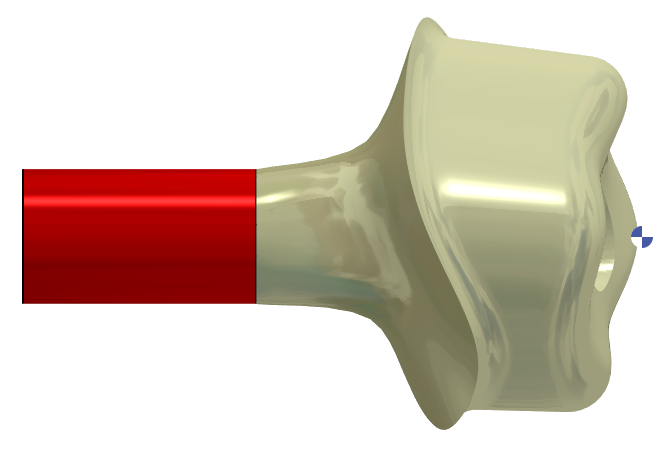
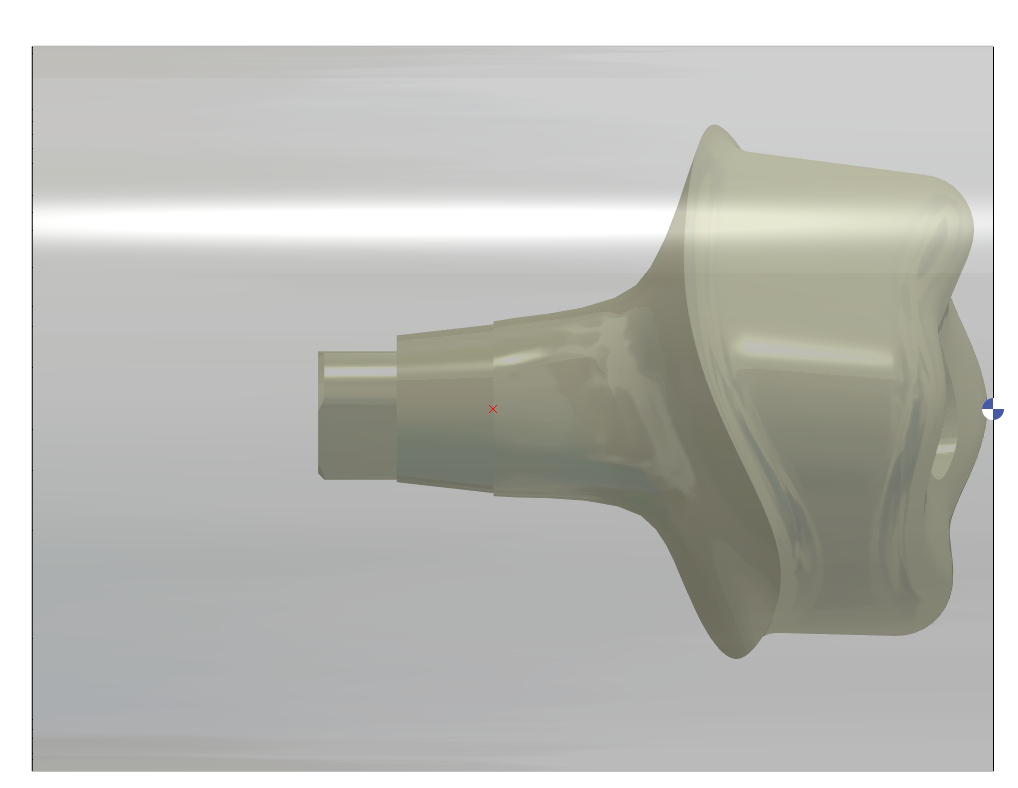
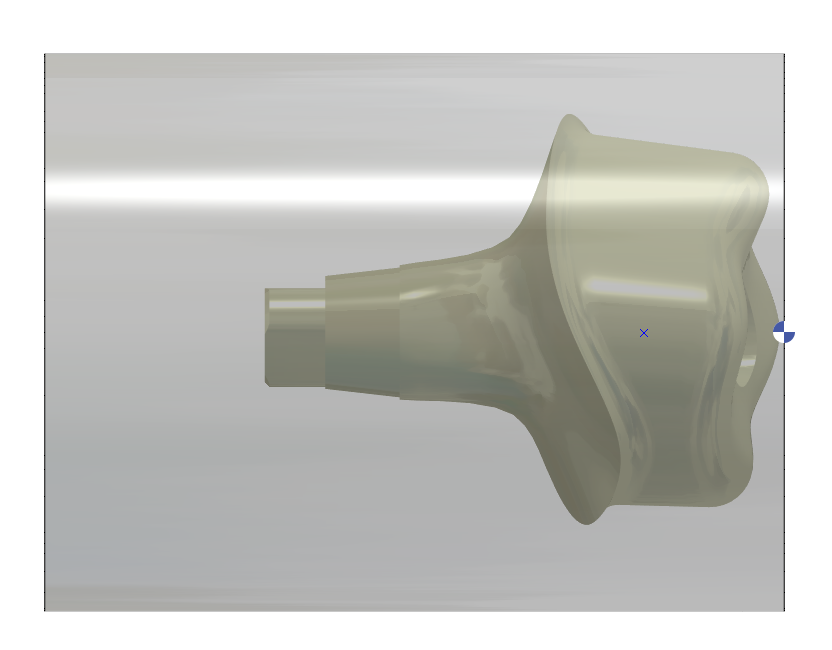
1 – CAP 曲面(圖層 #101)
3 – 車削輪廓(基於 STL 檔案的旋轉輪廓線)(圖層 #106)
4 – 車削輪廓延伸 5mm,然後 30 度,直到建立 D12mm(圖層 #106)
2 – 4 軸精加工輪廓(圖層 #107)
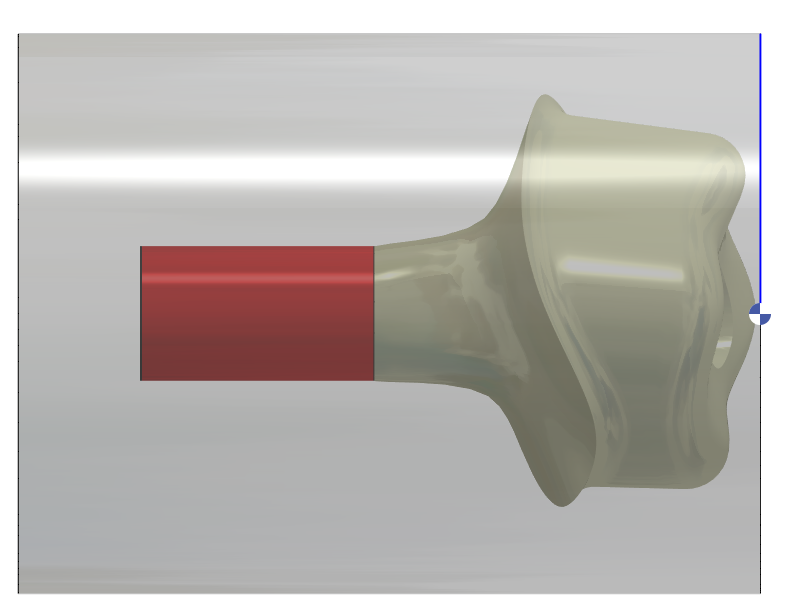
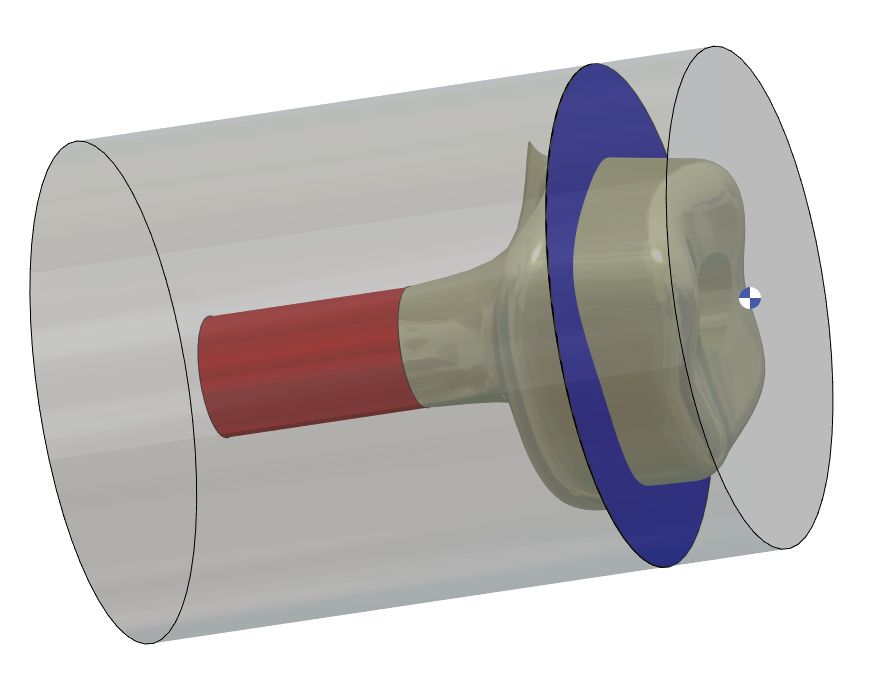
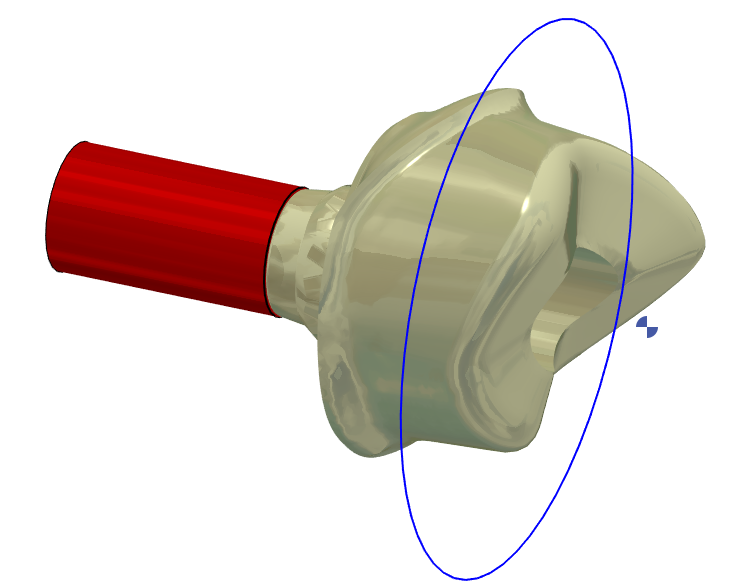
4 – 連接區域周圍的圓柱體,用於在 4 軸加工過程中保護它(圖層 #101)
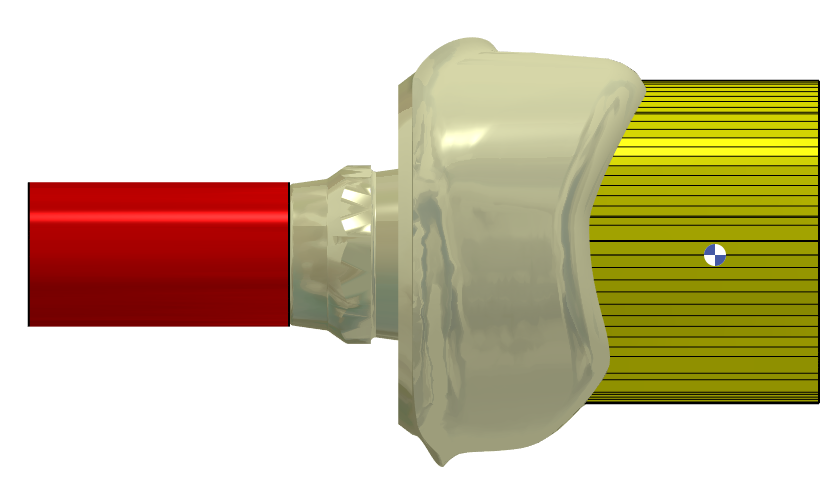
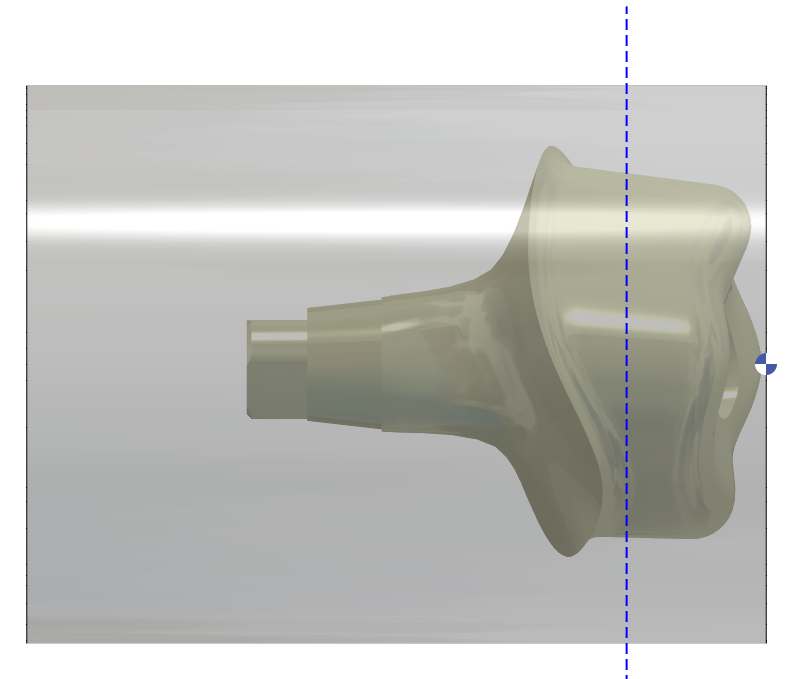
5 – 每 5° 建立一個平面。C0 / C5 / C10 / C15 / C20 / C25……
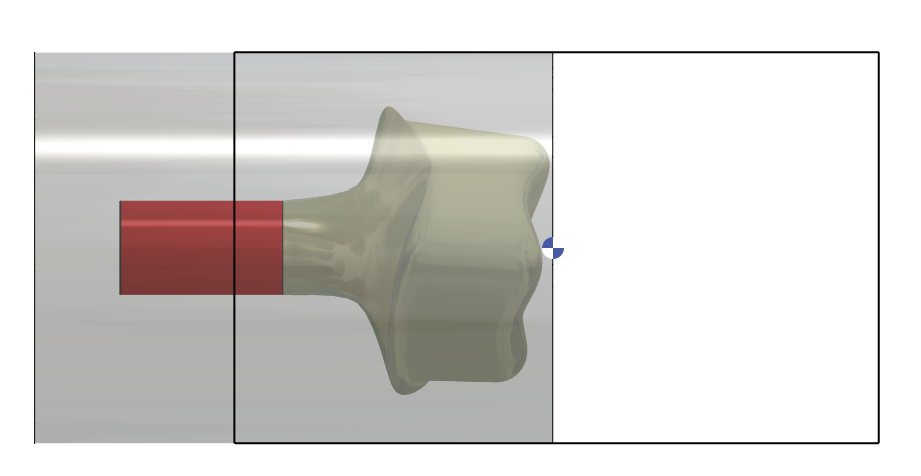
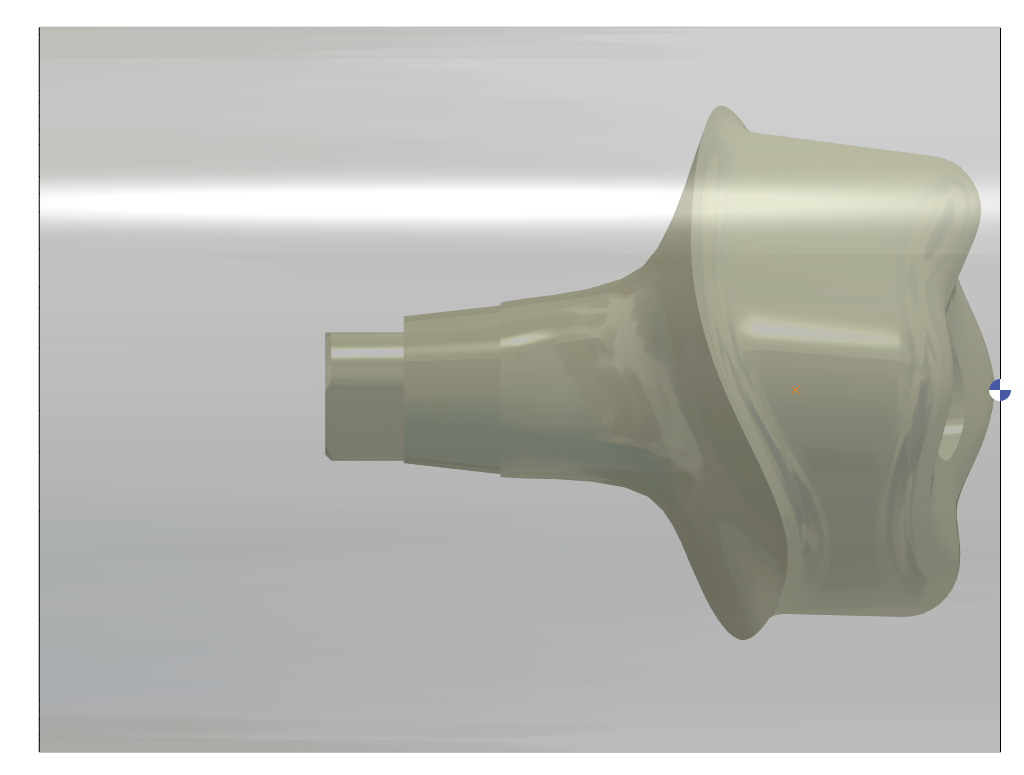
6 – STL 周圍的工作區域(可用於 C0 和 C180)– 區域從 STL 前方 10 mm 開始,在緊急線後方 1.5 mm 停止(圖層 #122)
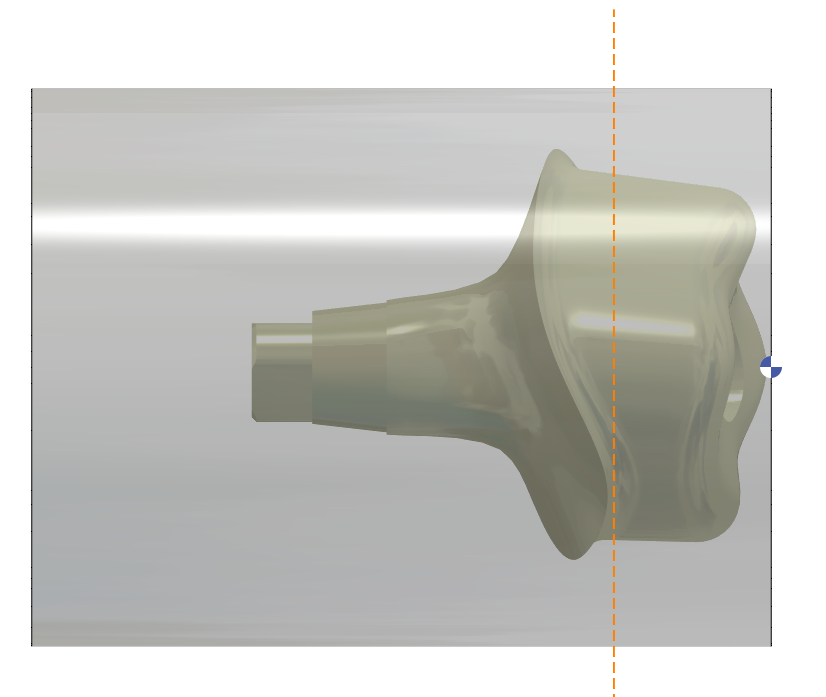
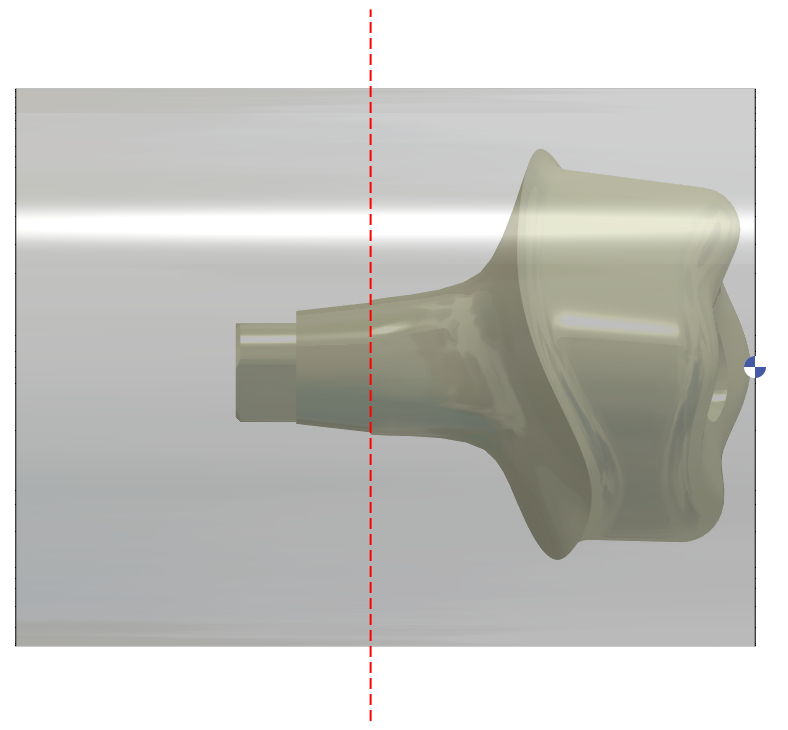
7 – 兩個靠近基準線的工作區域,並由再加工限制管理(可用於 C0 / C90 / C180 / C270 – 區域根據 Zmin(緊急線後方 1.5 mm)和 Zmax(再加工點)– (圖層 #120 和圖層 #121)
V2.10.207 的新改進