介绍
Definition: 在两个加工操作之间添加一个数控功能。
在某些情况下,需要定制后处理器才能在ISO程序中生成技术循环。此外,机器并非系统地能够处理某些特定功能,请联系我们以获取更多信息。
这些附加功能对于铣削、车削和线切割加工是不同的:
创建技术功能
|
1/ 右键单击 在行上 加工 在加工树中。 |
|
|
2/
点击
Techno 功能(函数)。

|
|
|
3/ 某些 Techno 功能(函数)可以用 NC 区块聚集来完成 |
|
|
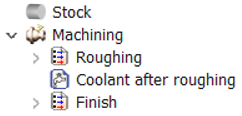
4/ 在加工历程树中,点击在您包含的 Techno 功能(函数)之前的循环,在本例中为粗加工。Techno 功能(函数)作为循环起作用,可在加工历程树中访问。 |
|
|
该功能(函数)由其位置的图标表示。 |
|
功能(函数)列表
1/ 铣削功能(函数)
|
图标 |
规格 |

|
停止: 激活停止(取决于后处理器的解释) |

|
冷却液: 激活与可在技术中定义的冷却液不同的冷却液 |

|
码垛: 激活托盘更换(取决于控制设备的解释) |

|
绝对 NO: 在刀具路径上激活相对模式 |

|
绝对 YES: 停用相对模式 |

|
可选 YES: 激活可选块(取决于控制设备的解释) |

|
可选 NO: 可选模块的停用 |

|
停留: 编号停留的启动 |

|
注释: 添加用户注释 |

|
NC代码块: 添加一个N代码块 |

|
PP字: 调用特定处理 |
2/车削功能
|
图标 |
规格 |

|
送料器: 调用棒料送料 |

|
零件收集器: 零件加工结束时调用收集器 |

|
刀架定向: B轴索引 |

|
带尾座C: 尾座中心Z位置+支撑 |

|
拧紧尾座C: 退出尾座中心进行拧紧 |

|
松开尾座C: 尾座中心收回(松开) |

|
移除尾座中心 尾座中心回程+支撑 |

|
装稳固托架 稳固托架Z位置+支撑 |

|
拧紧稳固托架 拧紧稳固托架 |

|
松开稳固托架 松开稳固托架 |

|
移除稳固托架 稳固托架回程+支撑 |

|
停止: 激活停止(取决于后处理器的解释) |

|
冷却液: 激活与可在技术中定义的冷却液不同的冷却液 |

|
绝对 NO: 在刀具路径上激活相对模式 |

|
绝对 YES: 停用相对模式 |

|
可选 YES: 激活可选块(取决于控制设备的解释) |

|
可选 NO: 可选模块的停用 |

|
停留: 编号停留的启动 |

|
注释: 添加用户注释 |

|
NC代码块: 添加一个N代码块 |

|
PP字: 调用特定处理 |
3/线切割功能
|
图标 |
规格 |

|
停止: 激活停止(取决于后处理器的解释) |

|
冷却液: 激活与可在技术中定义的冷却液不同的冷却液 |

|
线切割螺纹 |

|
线切割 |

|
厚度 |

|
发生器开 |

|
发生器关 |

|
可选 YES: 激活可选块(取决于控制设备的解释) |

|
可选 NO: 可选模块的停用 |

|
停留: 编号停留的启动 |

|
技术参数表 两个操作之间的切削条件变化 |

|
注释: 添加用户注释 |

|
NC代码块: 添加一个N代码块 |

|
PP字: 调用特定处理 |