1 General Information
|
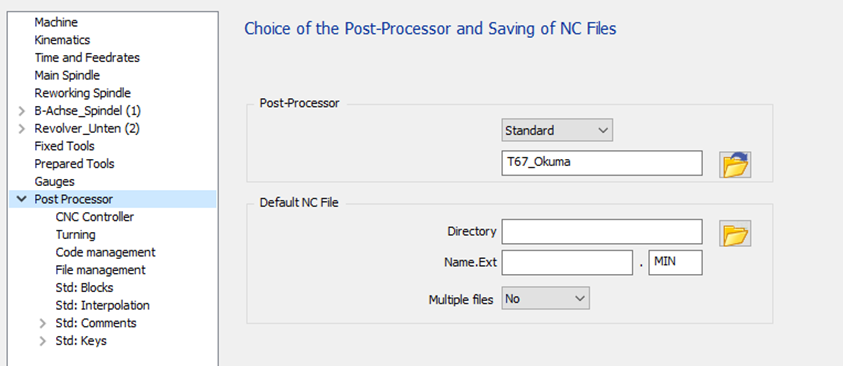
标准有四个配置页面来管理所有可用的选项:
|
|
2 CNC Controller page
|
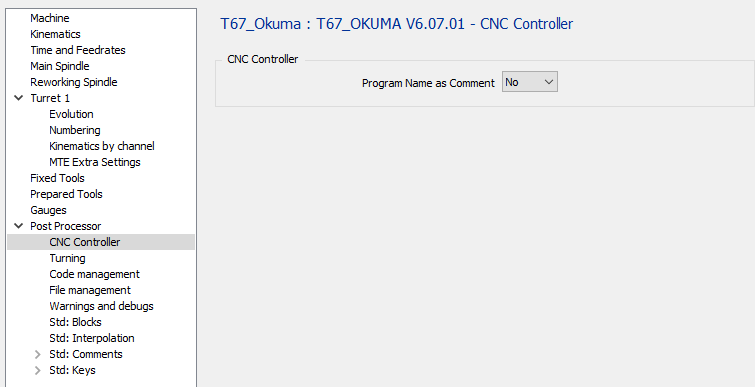
2.1 CNC Controller - Program Name as comment
|
选项 |
结果 |
|
否 |
… … M30 % |
|
是 |
(零件名称) … … M30 % |
3 Turning page
|
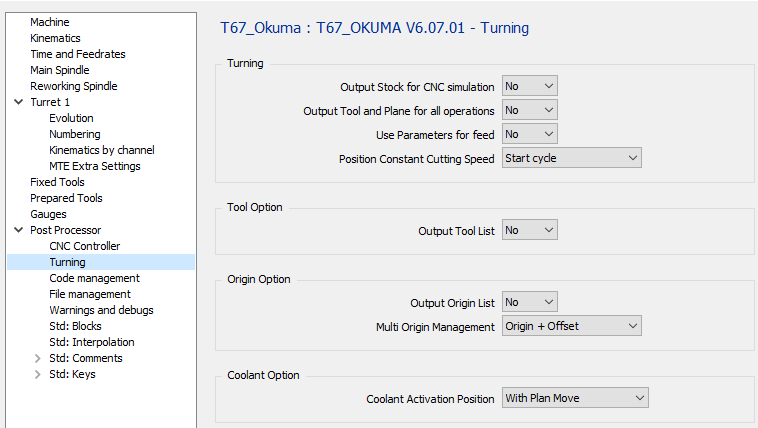
3.1 Turning – Output Stock for CNC Simulation
T67_Okuma标准后处理器没有库存输出。
|
选项 |
结果 |
|
否 |
T0101 … … |
|
是 |
T0101 … … |
3.2 Turning – Output Tool and Plane for all operations
|
选项 |
结果 |
|
否 |
O1000 (面) TD=010001 M323 G00 X20 Z2 … … (粗加工) G00 X20 Z2 … … |
|
是 |
O1000 (面) TD=010001 M323 G00 X20 Z2 … … (粗加工) TD=010001 M323 G00 X20 Z2 … … |
3.3 Turning – Use Parameters for Feed
|
选项 |
结果 |
|
否 |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
是 |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Turning – Position Constant Cutting Speed
|
选项 |
结果 |
|
开始循环 |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
开始加工 |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Tool Option – Output Tool List
|
选项 |
结果 |
|
否 |
… TD=010001 M323 … … |
|
是 |
… (开始刀具列表) (T1 CMNG 04) (T2 ...) (T3 ...) (结束刀具列表) TD=010001 M323 … … |
3.6 Origin Option – Output Origin List
No output for T67_Okuma standard
3.7 Origin Option – Multi Origin Management
标准T67_Okuma没有变化。Okuma上没有多原点管理。
|
选项 |
结果 |
|
仅原点 |
… |
|
原点+偏移 |
… |
带B轴机床:
原点偏移使用倾斜平面功能G127和G代码G174输出。
3.8 Coolant Option – Coolant Activation Position
第二个和第三个选项将为车削操作提供相同的输出。
使用动力刀具的铣削操作会有所不同。
|
选项 |
车削操作 |
铣削操作(动力刀具) |
|
带主轴 |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
带平面移动 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
带下刀移动 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
4 Code management page
|
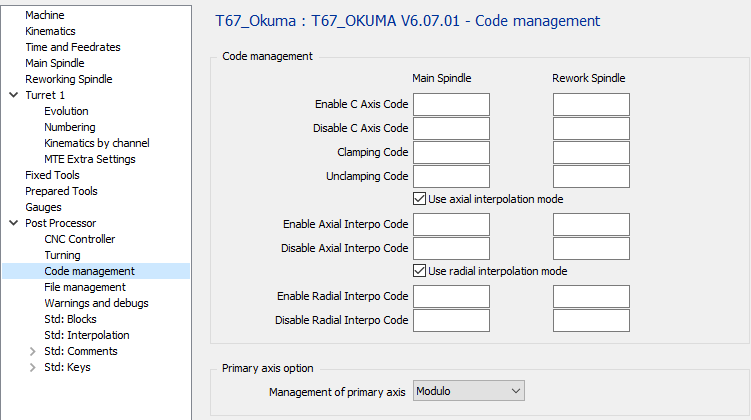
4.1 Code Management – Enable C Axis Code
如果字段为空,则默认代码为M110。
|
选项 |
结果 |
|
"空" |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Code Management – Disable C Axis Code
如果字段为空,则默认代码为M109。
|
选项 |
结果 |
|
"空" |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Code Management – Clamping Code
如果字段为空,则默认代码为M147。
|
选项 |
结果 |
|
"空" |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Code Management – Unclamping Code
如果字段为空,则默认代码为M146。
|
选项 |
结果 |
|
"空" |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Code Management – Use axial interpolation mode
如果机床没有输出轴向插补的代码,则可以在分解中完成。
没有圆周插补输出,不要使用刀具补偿
|
选项 |
结果 |

|
输出带插补的轴向操作 |

|
输出分解的轴向操作 |
4.6 Code Management – Enable Axial Interpo Code
|
选项 |
结果 |
|
"空" |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Code Management – Disable Axial Interpo Code
|
选项 |
结果 |
|
"空" |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Code Management – Use radial interpolation mode
如果机床没有使用插补的代码选项,则可以在分解中完成。
没有圆周插补输出,不要使用刀具补偿
|
选项 |
结果 |

|
输出带插补的轴向操作 |

|
输出分解的轴向操作 |
4.9 Code Management – Enable Radial Interpo Code
|
选项 |
结果 |
|
"空" |
… … |
|
G107 |
… G107 … |
4.10 Code Management – Disable Radial Interpo Code
|
选项 |
结果 |
|
"空" |
… … |
|
G107 |
… G107 C0 … |
4.11 Primary axis option – Management of primary axis
|
选项 |
结果 |
|
模数 |
… C0 … C359 C0 … |
|
线性 |
… C0 … C359 C360 … |
|
增量 |
机床不管理。将使用模数 |
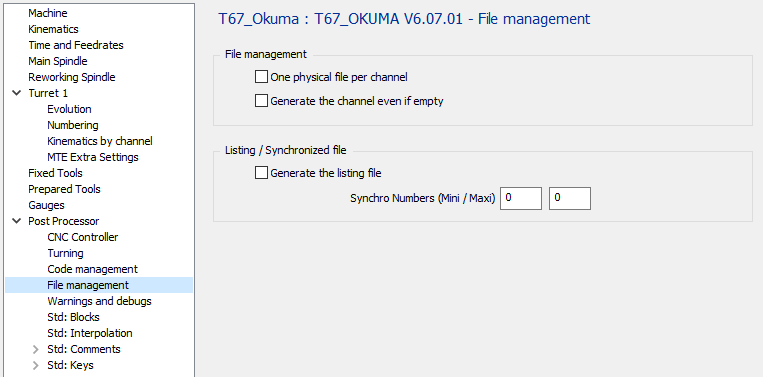
5 File management page
|
5.1 File Management – One physical File per Channel
|
选项 |
文件1 |
文件2 |
|
|
(第一通道程序) … … M30
(第二通道程序) … … M30 |
|
|
|
(第一通道程序) … … M30 |
(第二通道程序) … … M30 |
5.2 File Management – Generate the channel even if empty
|
选项 |
结果 |
|
|
如果通道为空,则不输出程序 |
|
|
如果通道为空,程序将输出但为空 (只输出O1001和M30) |
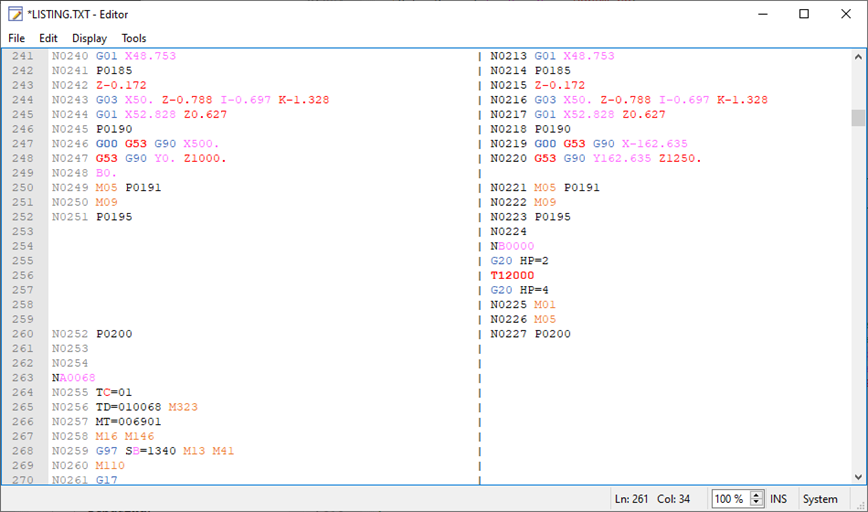
5.3 Listing / Synchronized File – Generate the Listing File
您需要设置同步编号最小值和最大值才能输出列表
|
选项 |
结果 |
|
|
不生成文件以查看通道之间的同步。 |
|
|
生成文件以查看通道之间的同步。 |
将临时生成并显示名为Listing.TXT的文件。
|
5.4 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
在此定义同步编号(例如1-9000)
后处理器将搜索这些最小值和最大值之间的同步编号以生成Listing.TXT文件。
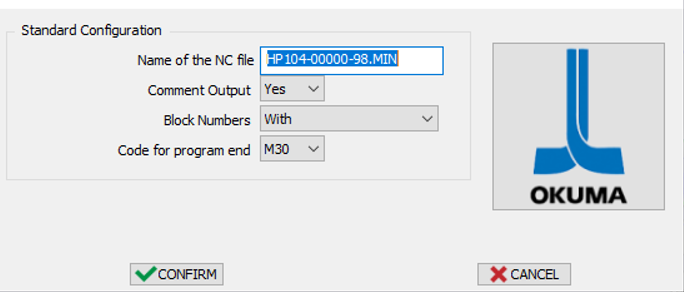
6 Launch page
|
6.1 Name of the NC File
在此定义生成的NC文件的名称。
扩展名在MCF配置中定义。
6.2 Comment Output
|
选项 |
结果 |
|
否 |
… … TD=010001 M323 … … |
|
是 |
… … (精加工) (CNMG 04) T0101 … … |
6.3 Block Numbers
|
选项 |
结果 |
|
带 |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
不带 |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
仅换刀 |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Code for Program End
|
选项 |
结果 |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
7 Specific informations
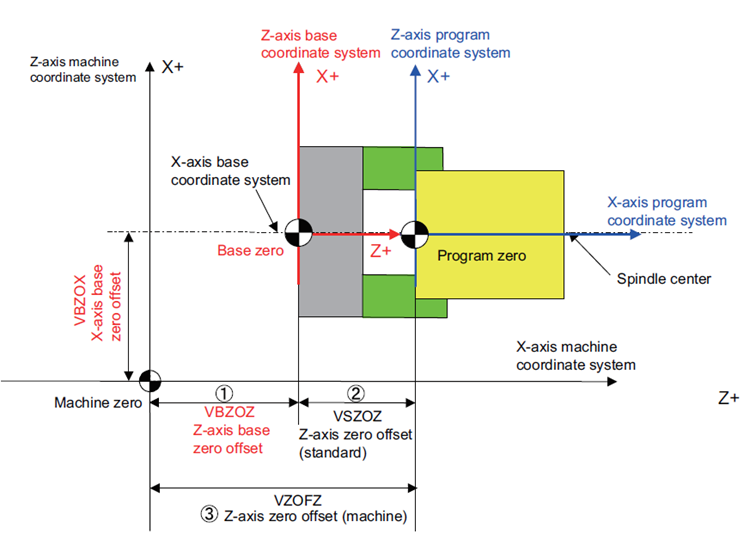
7.1 MTE movement from the machine origin
因为点是在机床坐标系中给出的,如果存在两个不在180度的刀塔,则必须重新计算X值才能在刀塔坐标系中输出正确的值。
在Okuma机床上不使用程序原点。我们必须使用机床变量进行编程,才能从机床原点编程固定点。
我们也必须取消刀具补偿。
要编程相对于机床零点且无刀具补偿的Z位置,我们必须编程以下几行:
Z=[<要到达的Z位置> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<要到达的X位置> - VZOFX – VZSHX- VETFX]
VZSHZ是添加到活动补偿的当前偏移量。
VETFZ是Z轴上当前活动的刀具补偿。
|