介绍
应定义主卡盘的定位,以确保正确加工零件。
在加工开始时,毛坯由送料器推动,切断刀的定位会停止棒料。
此时,主轴松开棒料,回缩以到达足够毛坯超程的位置以加工零件,并夹紧棒料以加工零件。
下面讨论了两种情况下的最小毛坯超程值:
情况 1:没有导套
|
加工零件的最小毛坯超程: 端面余量 + 精加工零件长度 + 切断余量 + 切断刀宽度 由于主轴的最大位置无法到达切断刀, 我们必须将切断刀和主轴鼻端之间的距离添加到超程位置 . 我们还可以添加一个安全值,以确保在加工过程中不会过度移动。 此安全值不应过大,否则未加工棒料的长度会更大。 |
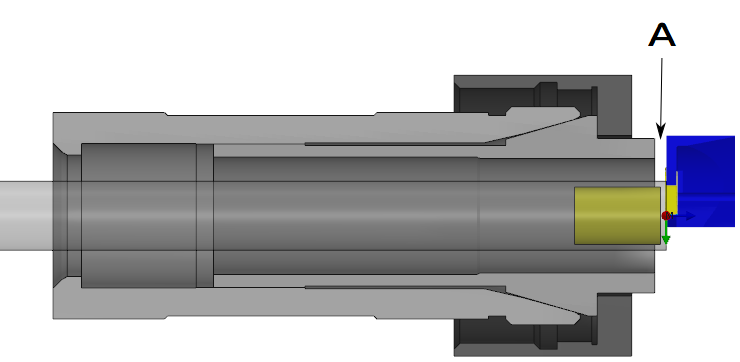
A - 切断刀和主轴最大位置之间的距离 |
|
带值的示例:
超程值应大于 20.7 毫米
|
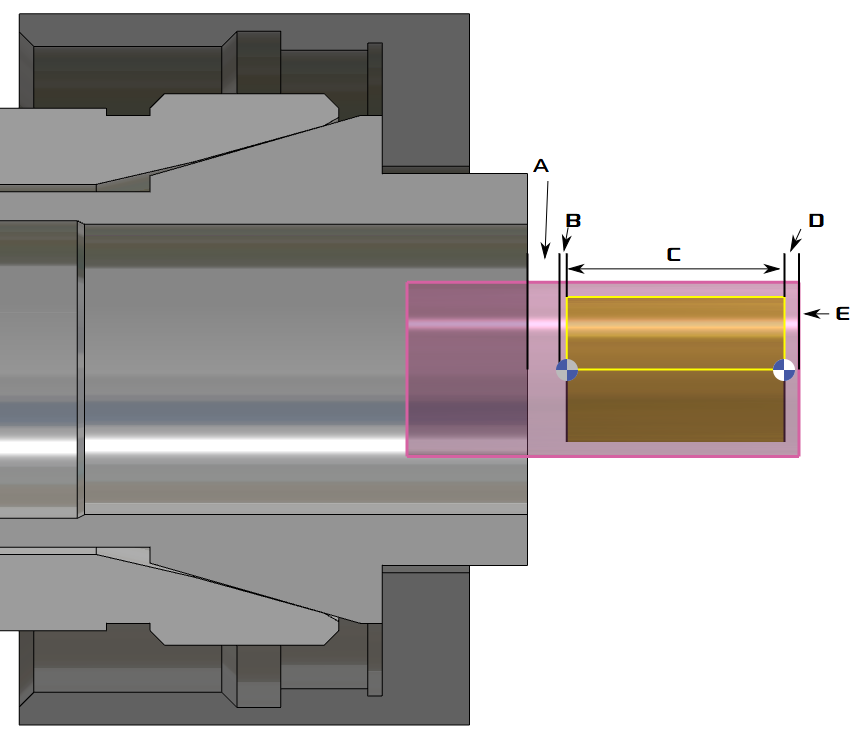
A - 切断刀宽度 B - 切断余量 C - 精加工零件长度 D - 端面余量 E - 参考切断刀 |
情况 2:带导套
|
计算规则相同,但由于有导套,切断刀和主轴鼻端之间的距离更大。 带值的示例:
超程值应大于 182.7 毫米 |
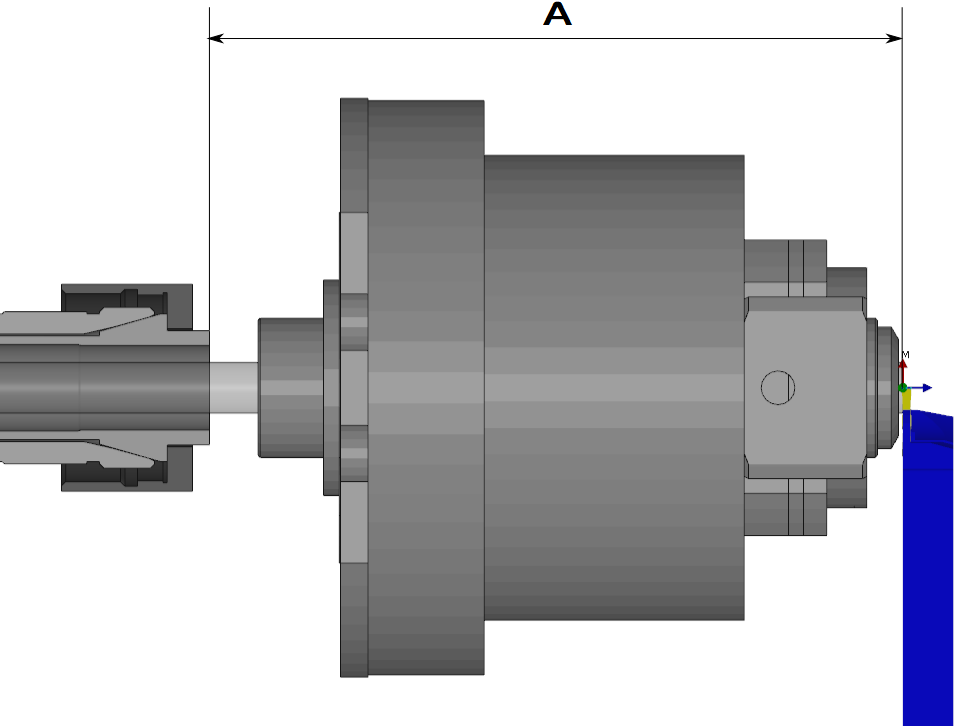
A - 切断刀和主轴最大位置之间的距离 |