|
|
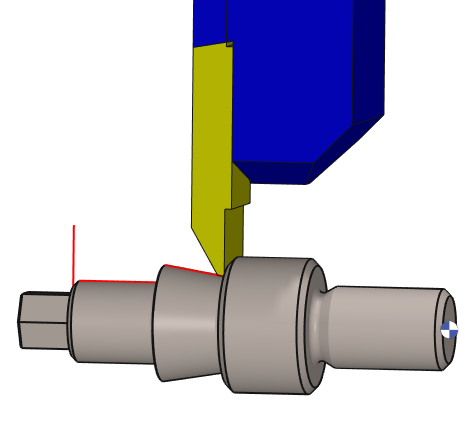
精加工是用成型刀具完成的,特别是对于背车削操作。 |
要点
|
刀具可以是径向车刀或成型刀具。 使用成型刀具,径向力较低,切屑控制更好,效果也更好。 切削刃在加工过程中会发生变化。 可以使用工具文件格式 *.sym 和 *.ouf。 可以下载 ISCAR 和 Kyocera 刀具库。 |
|
策略参数
移动参数
|
对话框区域 |
参数 |
|
|
进刀和退刀特性 |
||
|
|
||
|
切出超切 / 向量 |
||
|
切入超切 / 向量 |
||
|
限制切入/切出 |
||
|
Back 安全距离 |
接近安全距离 |
|
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
质量 |
切削速度 |
|
主轴转速 |
转速范围 |
|
|
Z向进给 |
进给 |
|
|
X向进给 |
主轴方向 |
|
|
最大主轴转速 |
|
|
|
刀具编号 |
刀具编号 |
编号 |
|
刀径补偿号码 |
刀长补偿. no |
|
|
用户字段 |
注释 |
控制器设备 |
|
加工设置 |
|
|
选项参数
|
对话框区域 |
参数 |
|
|
碰撞管理 |
||
|
安全区域 |
||
|
曲线计算 |
曲线公差 |
曲线炸开 |
|
刀具路径选项 |
打断外部角落 |
最大角度 |