循环: millyuGO 挖槽,挖槽,挖槽 + 轮廓,面铣挖槽,挖槽再加工,millyuGO,PAM
Z 步进 (Ap)
这是两次走刀之间的 Z 增量。它对应于总深度的切削。如果增量深度大于刀具的最大切削深度,则会显示警告消息。
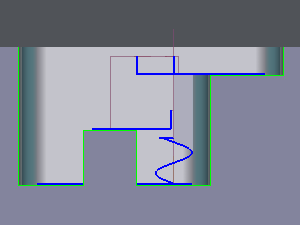
如果该值为 设置为 0 ,则刀具路径只有一次走刀,该走刀在形状的 底部 或底部高度处完成。
在这种情况下,不需要“计算 Z 步距”区域中的其他选项。
|
例如,根据需要设置 Z 步进到 0 :
|
|
|
面铣顶面 Z0 |
面铣第 2 面 Z-15 |
面铣第 3 面 Z-8 |
|
|
|
走刀
根据挖槽的子挖槽和岛屿管理走刀。可以选择将走刀调整到挖槽的几个高度,或者选择遵守增量,然后对岛屿和挖槽底部进行再加工。第三个选项允许在粗加工挖槽后编程再加工走刀。
根据所选的选项,可以使用或不使用三个选项,再加工参数。
|
|
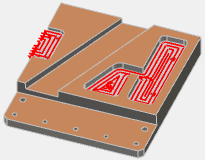
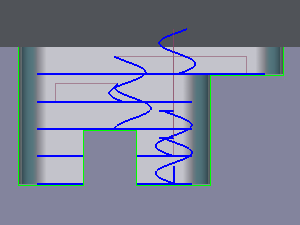
该 走刀 是 调整 :调整走刀增量以使岛屿顶部和挖槽底部能够进行加工。 |
|
|
|
|
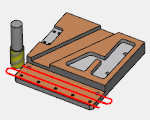
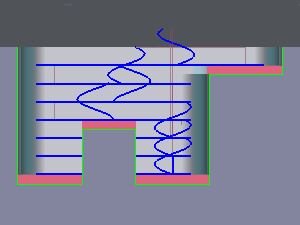
该 走刀 是 恒定 :遵守增量,可以编程岛屿和底部再加工走刀。 |
|
|
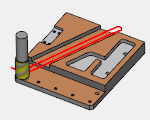
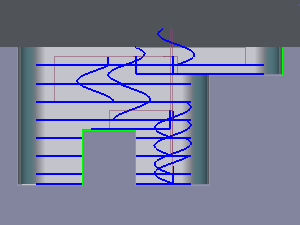
有 残余材料 :挖槽已预先粗加工,仅加工岛屿顶部和挖槽底部。 |
|
a. 走刀已调整
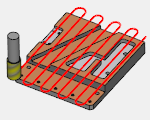
GO2cam 优化增量值以加工岛屿顶部和挖槽底部。因此,走刀不是恒定的,并且挖槽被完全加工。
GO2cam 永远不会编程大于策略中输入的增量的走刀。
|
b. The 走刀 是 恒定
步进增量会根据挖槽的形状进行调整。如果岛屿的顶部和挖槽的底部与步进值不对应,则不会进行加工。请参见下面的示例,红色区域未加工。
如果选择此选项,策略中将出现两个参数,岛屿补刀和底部补刀。选择 是 启动外部攻牙 编程测量 a 重做 步进 尤其是对于子挖槽的底部和岛屿的顶部。
特殊标记 : 如果侧边有锥度方式,则可以编程一个 锥面再加工 步进 在挖槽粗加工后, 向上 移动
没有重做
|
岛屿补刀和底部补刀
|
剩余材料
选择此选项,如果需要编程一个特定的步进以重新加工这些区域。 优点是能够更改此再加工步进的刀具或任何参数。 输入 厚度 切削材料
选择顶部岛屿再加工还是底部挖槽再加工,或者两者都选。
如果未选择这些选项中的任何一个,则该循环没有要加工的材料,并处于等待状态。
|
特定的 millyuGO
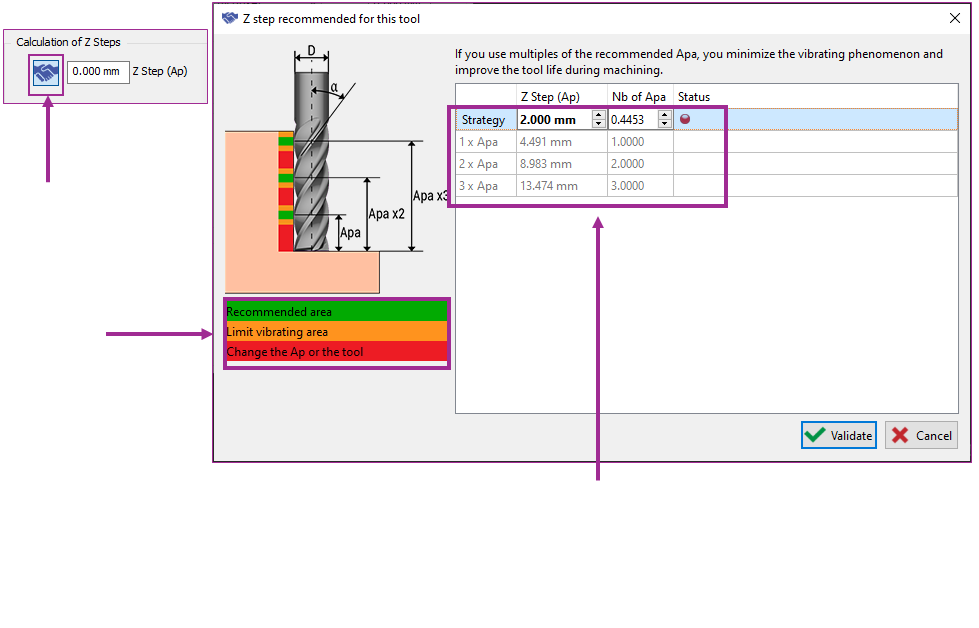
Z向步进(AP)
计算驱动轮廓
直插刀给出的值可以通过表格直接点击:赋值在策略中。 |
|
|
表格显示策略中输入的值:
|