|
|
Bu komut, özellikle stokun aynadaki konumu için yararlı olan hesaplamasına izin verir. |
Aşağıda açıkladığımız, Torna ve İsviçre İşleme modüllerinde bazı farklılıklar vardır.
1. Torna Modülleri

|
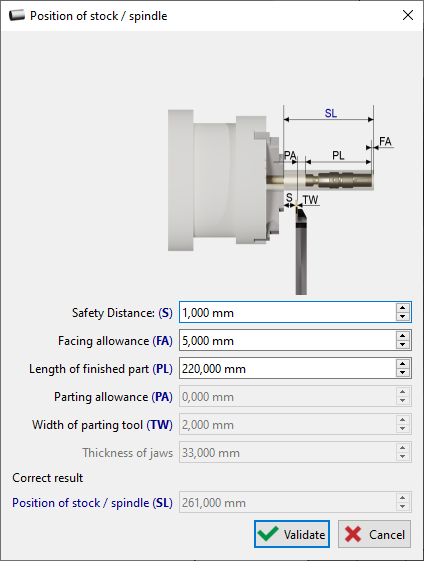
ayna burnu ile parçanın sonu arasındaki mesafe . için, bazı değerler parçadan kurtarılır ve diğerleri hesaplanır:
Tüm bu bilgiler diyalogda gösterilir ve Stok/Mil Pozisyonu sonucu hesaplanır ( SL ). Hataların bir işlenmesi de vardır:
|
|
|
İletişim kutusunu doğruladığımızda, değer otomatik olarak yazıldı iletişim kutusu alanındadır. Bu değer, parçanın doğru şekilde işlenmesi için gerekli olan minimum pozisyon olarak kabul edilebilir. |

|
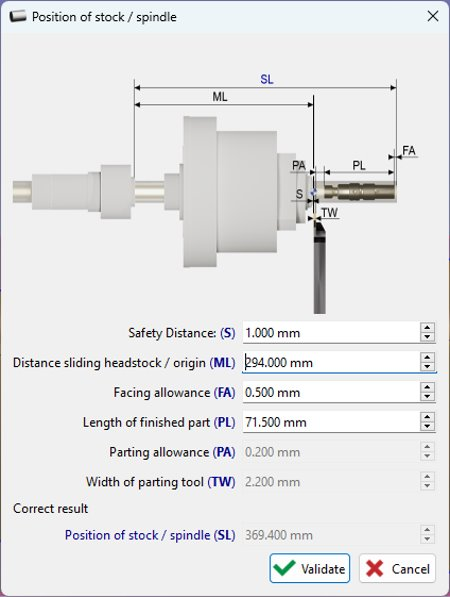
2. İsviçre İşleme Modülü
İsviçre İşleme'de, hesaplama, Sürgülü takım başlığı/orijin ( ML ) arası mesafe hariç, Torna modülündeki ile aynıdır, biz mesafeyi arasında hesaplıyoruz Sürgülü mesnetli maksi pozisyonda ve parçanın sonu .
|
İçin ML değer, Takım numaralandırmasını oku Kinematik analiz Sürgülü mesnetli mesafe için. MCG dosyasında maksimum pozisyonda tanımlanmalıdır doğru hesaplanabilmesi için.
|
|
|

|