General Information
|
Standart, mevcut tüm seçenekleri yönetmek için üç yapılandırma sayfasına sahiptir. İlk sayfa “CNC Kontrol Cihazı”, CNC seçenekleriyle ilgilidir. İkinci sayfa “Frezeleme”, Frezeleme, takım, soğutucu ve orijinler için çıktıyı uyarlamaya olanak tanır. Üçüncü sayfa “Frezeleme”, 5 eksenli parametrelerle ilgilidir. |
|
1 CNC Controller page
|
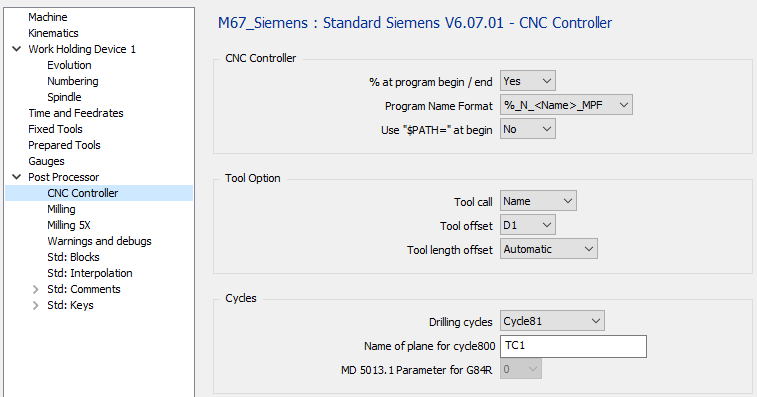
1.1 CNC Controller - % at program begin / end
|
Seçenek |
Sonuç |
|
Hayır |
N5 G00 G53 Z0 … … M30 |
|
Evet |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Program Name Format
|
Seçenek |
Sonuç |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
Olmadan |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
Bu seçenek yalnızca %_N_<name>_MPF kullanılıyorsa kullanılabilir
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Evet |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Tool Option – Tool Call
|
Seçenek |
Sonuç |
|
Numara |
… … T01 M06 … … |
|
Ad |
… … T=”MILL_D10” M06 … … |
1.5 Tool Option – Tool Offset
|
Seçenek |
Sonuç |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Tool Option – Tool Length Offset
|
Seçenek |
Sonuç |
|
Otomatik |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Cycles – Drilling Cycles
|
Seçenek |
Sonuç |
|
Çevrim81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
Fanuc Benzeri |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Cycles – Name of Plane for CYCLE800
|
Seçenek |
Sonuç |
|
“TC1” |
… CYCLE800(1,” TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
“TABLO” |
… CYCLE800(1,” TABLO ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Cycles – MD 5013.1 Parameter for G84 R
Bu, G84 R'nin kodlayıcıyla veya kodlayıcısız olarak kullanılıp kullanılmadığını tanımlar. Bu, “MD 5013.1” makine parametresine bağlıdır. Bu, R6 ve R7 değerlerini değiştirir.
Yalnızca rijit olmayan kılavuz çekme için çalışır.
|
Seçenek |
Sonuç |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
2 Milling page
|
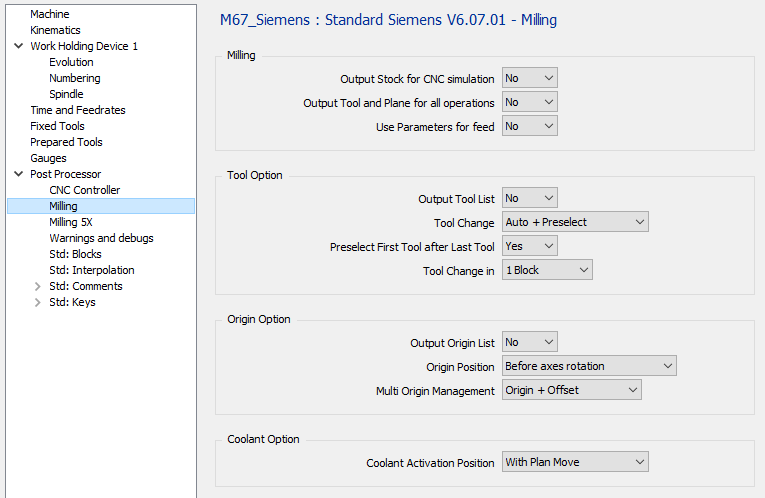
2.1 Milling – Output Stock for CNC Simulation
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … |
|
Evet |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Milling – Output Tool and Plane for all operations
|
Seçenek |
Sonuç |
|
Hayır |
;1. İŞLEM TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;2. İŞLEM TAKIM 1 VE DÜZLEM 1 İLE … … |
|
Evet |
;1. İŞLEM TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;2. İŞLEM TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Milling – Use Parameters for Feed
|
Seçenek |
Sonuç |
|
Hayır |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
Evet |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Tool Option – Output Tool List
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF ;TAKIM LİSTESİ BAŞLANGICI ;T01 SON FREZE D10 ;T02 MATKAP D08 … ;TAKIM LİSTESİ SONU … … |
2.5 Tool Option – Tool Change
|
Seçenek |
Sonuç |
|
Manuel |
… ;SON FREZE D10 M0 … |
|
Otomatik |
… ;SON FREZE D10 T01 D01 M06 … |
|
Otomatik + Ön Seçim |
… ;SON FREZE D10 T01 D01 M06 T02 … |
2.6 Tool Option – Preselect First Tool after Last Tool
|
Seçenek |
Sonuç |
|
Hayır |
;İLK İŞLEM T01 D01 M06 T02 … … ;SON İŞLEM T05 D01 M06 … … M30 |
|
Evet |
;İLK İŞLEM T01 M06 T02 … … ;SON İŞLEM T05 D01 M06 T01 … … M30 |
2.7 Tool Option – Tool Change in
|
Seçenek |
Sonuç |
|
1 Blok |
… … T01 D01 M06 … … |
|
2 Blok |
… … T01 D01 M06 … … |
2.8 Origin Option – Output Origin List
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF ;ORJİN LİSTESİ BAŞLANGICI ;G54 ;G55 ;ORJİN LİSTESİ SONU … … |
Origin position
|
Seçenek |
Sonuç |
|
Eksen Dönüşünden Sonra |
|
|
Eksen Dönüşünden Önce |
|
2.9 Origin Option – Multi Origin Management
|
Seçenek |
Sonuç |
|
Yalnızca Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTE Olmadan :
Seçenek, parçanın üzerinde tanımlanan her orijin için “Yalnızca Orijin” olarak ayarlanırsa, farklı bir G kodu, G54, ardından G55, G56… çıktısı vereceğiz. Bunun anlamı, CNC tarafından yönetilen orijin sayısıyla sınırlısınız. Daha fazla orijine sahip olabiliyorsanız, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız
Seçenek “Orijin + Ofset” olarak ayarlanırsa, yalnızca G54 ve G52 ile ofset çıktısı verecektir
MTE İle :
Orijin, “$G54_” söz dizimiyle orijinin adında tanımlanabilir. Bunun anlamı, G54 NC programında kullanılacaktır. Tanımlanan kod çözülmüş bir ad yoksa, varsayılan orijin G54'ü çıkaracaktır.
“Orijin + Ofset”i kullanıyorsanız, tüm işlemleriniz için yalnızca bir orijin kullanmalısınız, çünkü tüm ofsetler referans düzlem orijininden veya tek orijinden hesaplanır.
Ofsetinizi tanımak için alt çizgiden sonra her metni ekleyebilirsiniz “$G54_Yukarı”, “$G54_Sağ”, …
5 eksenli makine ile :
Eğer çıktı olarak ayarlanmışsa, orijin ofseti, eğimli düzlem fonksiyonu G68.1 ile çıktı olarak verilir. Yani G52 çıktısı verilmez.
2.10 Coolant Option – Coolant Activation Position
|
Seçenek |
Sonuç |
|
İş Mili İle |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
Düzlem Hareketi İle |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
Dalma Hareketi İle |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
3 Milling 5X
|
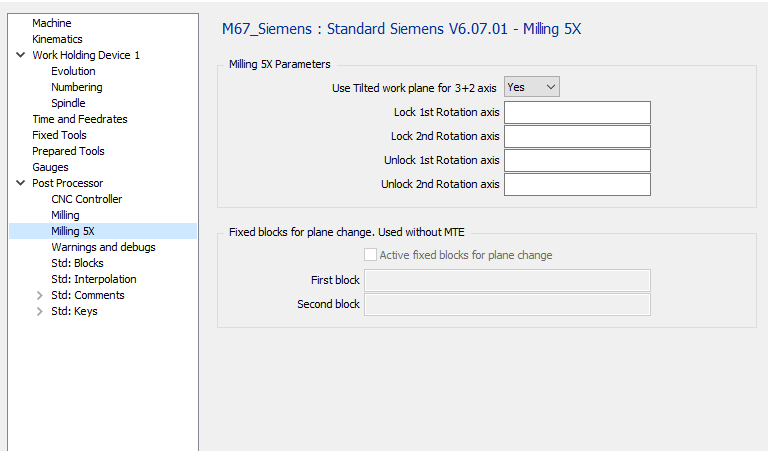
3.1 Milling 5X Parameters – Use Tilted work Plane for 3+2 Axis
|
Seçenek |
Sonuç |
|
Hayır |
… … T01 D01 M06 C180 A-90 … … |
|
Evet |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 Frezeleme 5X Parametreleri – Kilit 1 1. Dönme Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … C180 … … |
|
“M10” |
… … C180 M10 … … |
3.3 Frezeleme 5X Parametreleri – Kilit 2 2. Dönme Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … B-90 … … |
|
“M12” |
… … B-90 M12 … … |
3.4 Frezeleme 5X Parametreleri – Kilit Açma 1 1. Dönme Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … C180 … … |
|
“M11” |
… … M11 C180 … … |
3.5 Frezeleme 5X Parametreleri – Kilit Açma 2 2. Dönme Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … B-90 … … |
|
“M13” |
… … M13 B-90 … … |
3.6 Fixed blocks for plane change - Active fixed blocks for plane change
Bu seçenek yalnızca makine yapılandırmasında tanımlanmış bir kinemac yoksa kullanılır.
|
Seçenek |
Sonuç |
|
işaretle |
Tanımlanan sabit bloklar, düzlem değişikliği varsa çıktı olarak verilecektir |
|
işaretini kaldır |
Düzlem değişikliği varsa blok çıktısı verilmeyecektir. |
3.7 Fixed blocks for plane change - First and second
|
Seçenek |
Sonuç |
|
Boş |
… … |
|
“G0 Z100” |
… … G00 Z100 … … |
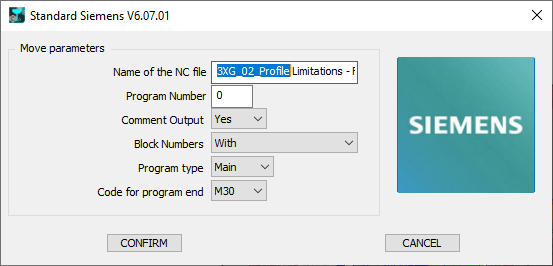
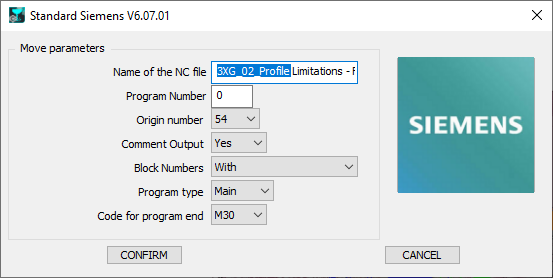
4 Launch page
|
Tanımlanmış makine kinematiği ile |
Tanımlanmış makine kinematiği olmadan |
|
|
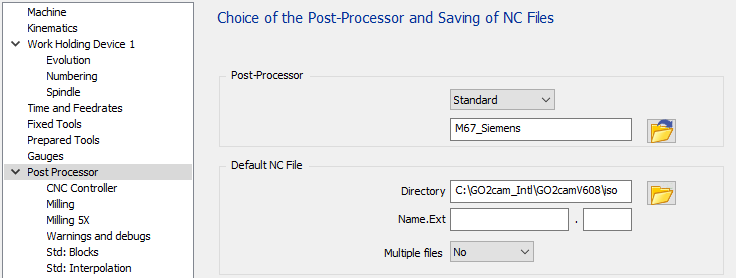
4.1 Name of the NC File
Oluşturulan NC dosyasının adını buraya tanımlayın. Uzantı MCF yapılandırmasında tanımlanmalıdır.
4.2 Program Number
0 tanımlanırsa, program numarası 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Origin Number
Bu parametre yalnızca makine dosyasında kinematik tanımlanmamışsa kullanılır. Parametre, NC programında kullanılan ilk orijini tanımlar.
İşlenecek parametre çoklu orijin “Yalnızca Orijin” olarak ayarlanırsa, düzlem değiştiğinde orijin numarası artar.
|
Seçenek |
Sonuç |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Comment Output
|
Seçenek |
Sonuç |
|
Hayır |
… … T01 D01 M06 … … |
|
Evet |
… … ;YÜZEY İŞLEME ;SON FREZE D12 T01 D01 M06 … … |
4.5 Block Numbers
|
Seçenek |
Sonuç |
|
İle |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
Olmadan |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
Yalnızca Takım Değişimi |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Program Type :
|
Seçenek |
Sonuç |
|
Ana |
%MPF1 … … M30 |
|
Alt |
%SPF1 … … M17 |
4.7 Code for Program End
|
Seçenek |
Sonuç |
|
M30 |
… … M30 |
|
M02 |
… … M02 |