|
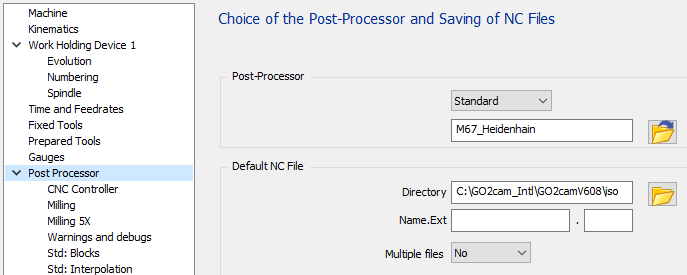
Standart, mevcut tüm seçenekleri yönetmek için üç yapılandırma sayfası içerir: İlk sayfa “CNC Kontrol Cihazı”, CNC seçenekleriyle ilgilidir. İkinci sayfa “Frezeleme”, Frezeleme, takımlar, soğutucu ve orijinler için çıktıyı uyarlamayı sağlar. Üçüncü sayfa “Frezeleme”, 5 eksenli parametrelerle ilgilidir. |
|
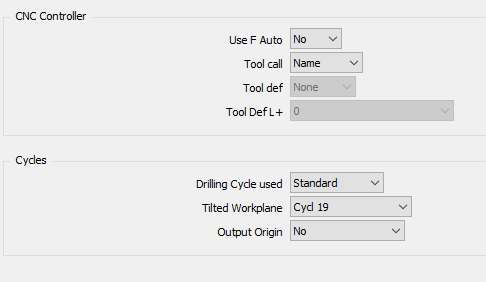
CNC Kontrol Cihazı sayfası
CNC Kontrol Cihazı Bölümü
|
F Otomatik Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
Evet |
… TAKIM ÇAĞRISI 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
Takım Çağrısı
|
Seçenek |
Sonuç |
|
Numara |
… TAKIM ÇAĞRISI 1 Z S1200 … |
|
Adı |
… TAKIM ÇAĞRISI "FREZE_D10" Z S1200 … |
Takım Tanımı
|
Seçenek |
Sonuç |
|
Yok |
PROGRAM BAŞLANGICI 1 MM … TAKIM ÇAĞRISI 1 Z S1500 … TAKIM ÇAĞRISI 2 Z S2000 … PROGRAM SONU 1 |
|
Başlangıç |
PROGRAM BAŞLANGICI 1 MM TAKIM TANIMI 1 L+80 R+6 TAKIM TANIMI 2 L+80 R+10 … TAKIM ÇAĞRISI 1 Z S1500 … TAKIM ÇAĞRISI 2 Z S2000 … PROGRAM SONU 1 |
|
Takım |
PROGRAM BAŞLANGICI 1 MM … TAKIM TANIMI 1 L+80 R+6 TAKIM ÇAĞRISI 1 Z S1500 … TAKIM TANIMI 2 L+80 R+10 TAKIM ÇAĞRISI 2 Z S2000 … PROGRAM SONU 1 |
Çevrim Bölümü
Kullanılan Delme Çevrimi
|
Seçenek |
Sonuç |
|
Standart |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. ÇEVRİM TANIMI 1.0 GAGALAMA ÇEVRİM TANIMI 1.1 KURULUM +2 ÇEVRİM TANIMI 1.2 DERİNLİK -10.412 ÇEVRİM TANIMI 1.3 GAGALAMA +10.412 ÇEVRİM TANIMI 1.4 BEKLEME +0 ÇEVRİM TANIMI 1.5 F606 ÇEVRİM ÇAĞRISI … |
|
Evrensel |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX ÇEVRİM TANIMI 200 DELME~ Q200=2 ;KURULUM BOŞLUĞU~ Q201=-10.412 ;DERİNLİK~ Q206=606.4 ;DALMA İÇİN BESLEME HIZI~ Q202=10.412 ;DALMA DERİNLİĞİ~ Q210=0 ;ÜSTTE BEKLEME SÜRESİ~ Q203=0 ;YÜZEY KOORDİNATLARI~ Q204=2 ;2. KURULUM BOŞLUĞU~ Q211=0 ;DERİNLİKTE BEKLEME SÜRESİ~ Q395=0 ;DERİNLİK REFERANSI ÇEVRİM ÇAĞRISI … |
Eğimli Çalışma Düzlemi
|
Seçenek |
Sonuç |
|
Çevrim Tanımı 19 |
… ÇEVRİM TANIMI 19.0 ÇALIŞMA DÜZLEMİ ÇEVRİM TANIMI 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
Düzlem Uzamsal |
… DÜZLEM UZAMSAL SPA-90 SPB+0 SPC+90 DÖNME MB MAX FMAX SIRALI- TABLO DÖNME … |
Çıktı Köken Çalışma Düzlemi
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
Çevrim Tanımı 7 |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRİM TANIMI 7.0 VERİ KAYDIRMA ÇEVRİM TANIMI 7.1 #1 … |
|
Çevrim Tanımı 247 |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRİM TANIMI 247 VERİ AYARI~ Q339=1 ;VERİ NUMARASI … |
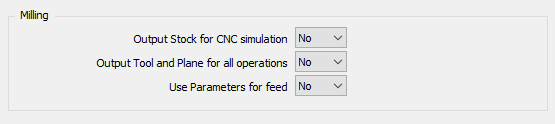
Frezeleme sayfası
Frezeleme Bölümü
|
CNC Simülasyonu için Çıktı Hammaddesi
|
Seçenek |
Sonuç |
|
Hayır |
PROGRAM BAŞLANGICI 1 MM … |
|
Evet |
PROGRAM BAŞLANGICI 1 MM BLOK FORM 0.1 Z X-42.5 Y-35 Z-39 BLOK FORM 0.2 X+42.5 Y+39 Z+1 … |
Tüm işlemler için çıktı takımı ve düzlemi
|
Seçenek |
Sonuç |
|
Hayır |
… ;İŞLEM 1 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAMSAL SPA-90 SPB+0 SPC+90 DÖNME MB MAX FMAX SIRALI- TABLO DÖNME … ;İŞLEM 2 TAKIM 1 VE DÜZLEM 1 İLE … |
|
Evet |
… ;İŞLEM 1 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAMSAL SPA-90 SPB+0 SPC+90 DÖNME MB MAX FMAX SIRALI- TABLO DÖNME … ;İŞLEM 2 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAMSAL SPA-90 SPB+0 SPC+90 DÖNME MB MAX FMAX SIRALI- TABLO DÖNME … |
Besleme için Parametreleri Kullan
|
Seçenek |
Sonuç |
|
Hayır |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Evet |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
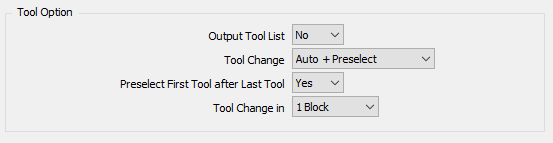
Takım Seçeneği Bölümü
|
Çıktı Takım Listesi
|
Seçenek |
Sonuç |
|
Hayır |
PROGRAM BAŞLANGICI 1 MM … |
|
Evet |
PROGRAM BAŞLANGICI 1 MM ;TAKIM LİSTESİ BAŞLANGICI ;T1 UÇ FREZE D10 ;T2 MATKAP D8 ;… ;TAKIM LİSTESİ SONU … |
Takım Değişimi
|
Seçenek |
Sonuç |
|
Manuel |
… ;UÇ FREZE D10 M0 … |
|
Otomatik |
… ;UÇ FREZE D10 TAKIM ÇAĞRISI 1 Z S1500 … |
|
Otomatik + Ön Seçim |
… ;UÇ FREZE D10 TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … |
Son Takımdan Sonra İlk Takımı Ön Seç
|
Seçenek |
Sonuç |
|
Hayır |
İLK İŞLEM TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … … ;SON İŞLEM TAKIM ÇAĞRISI 5 Z S1250 … M30 |
|
Evet |
İLK İŞLEM TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … … ;SON İŞLEM TAKIM ÇAĞRISI 5 Z S1250 TAKIM TANIMI 1 … M30 |
Takım Değişimi
Bu seçeneğin çıktı üzerinde hiçbir etkisi yoktur.
|
Seçenek |
Sonuç |
|
1 Blok |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
2 Blok |
… TAKIM ÇAĞRISI 1 Z S1500 … |
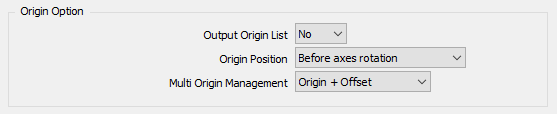
Köken Seçeneği Bölümü
|
Çıktı Köken Listesi
|
Seçenek |
Sonuç |
|
Hayır |
PROGRAM BAŞLANGICI 1 MM … |
|
Evet |
PROGRAM BAŞLANGICI 1 MM ;KÖKEN LİSTESİ BAŞLANGICI ;1 ;2 ;KÖKEN LİSTESİ SONU … |
Köken Pozisyonu
|
Seçenek |
Sonuç |
|
Eksen Dönmesinden Sonra
|
… TAKIM ÇAĞRISI 1 Z S1500 A90 C90 ÇEVRİM TANIMI 247 VERİ AYARI~ Q339=1 ;VERİ NUMARASI … |
|
Eksen Dönmesinden Önce |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRİM TANIMI 247 VERİ AYARI~ Q339=1 ;VERİ NUMARASI A90 C90 … |
Çoklu Köken Yönetimi
|
Seçenek |
Sonuç |
|
Yalnızca Köken |
… ÇEVRİM TANIMI 247 VERİ AYARI~ Q339=1 ;VERİ NUMARASI … |
|
Köken + Ofset |
… ÇEVRİM TANIMI 247 VERİ AYARI~ Q339=1 ;VERİ NUMARASI ÇEVRİM TANIMI 7.0 VERİ KAYDIRMA ÇEVRİM TANIMI 7.1 X-50. ÇEVRİM TANIMI 7.2 Y-25. ÇEVRİM TANIMI 7.3 Z-50. … |
MTE Olmadan :
Seçenek, parça üzerinde tanımlanan her köken için “Yalnızca Köken” olarak ayarlanırsa, farklı bir G kodu, G54, ardından G55, G56… çıktısı vereceğiz. Bu, CNC tarafından yönetilen köken sayısıyla sınırlı olduğunuz anlamına gelir. Daha fazla kökeniniz varsa, ikinci seçenek olan “Köken + Ofset”i kullanmalısınız
Seçenek “Köken + Ofset” olarak ayarlanırsa, yalnızca Veri ve ofseti Çevrim tanımı 7 ile birlikte verecektir.
MTE İle :
Köken, “$1_” söz dizimiyle kökenin adında tanımlanabilir. Bu, NC programında Veri 1'in kullanılacağı anlamına gelir. Tanımlanmış kod çözülmüş bir ad yoksa, varsayılan veri 1'i verecektir.
“Köken + Ofset”i kullanıyorsanız, tüm işlemleriniz için yalnızca bir köken kullanmalısınız, çünkü tüm ofsetler referans düzlem kökeninden veya tek kökeninden hesaplanır.
Ofsetinizi tanımak için alt çizgiden sonra herhangi bir metin ekleyebilirsiniz “$1_Yukarı”, “$1_Sağa”, …
5 eksenli makine ile:
Köken ofseti, eğimli düzlem fonksiyonunun aynı anda çıktısıdır.
Soğutucu Seçeneği Bölümü

|
Soğutucu Aktivasyon Pozisyonu
"mil ile" ve "dalma hareketi ile" kullanarak aynı sonucu elde edeceğiz.
M13, soğutucuyu ve mili aynı anda çıkarmak için kullanılacaktır.
|
Seçenek |
Sonuç |
|
Mil İle |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Düzlem Hareketi İle |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Dalma Hareketi İle |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
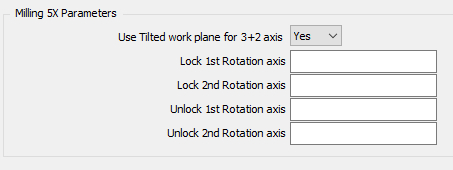
Frezeleme 5X sayfası
Frezeleme 5X Parametreleri
|
3+2 Eksen için Eğimli Çalışma Düzlemi Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 C180 A-90 … |
|
Evet |
… TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAMSAL SPA-90 SPB+0 SPC+180 DÖNME MB MAX FMAX SIRALI- TABLO DÖNME … |
Dönme Ekseni
|
Seçenek |
Sonuç |
Seçenek |
Sonuç |
|
Kilit 1 1. Dönme Ekseni |
Kilit 2 2. Dönme Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
"M10" |
… C180 M10 … |
"M12" |
… B-90 M12 … |
|
Kilit Aç 1 1. Dönme Ekseni |
Kilit Aç 2 2. Dönme Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
"M11" |
… M11 C180 … |
"M13" |
… M13 B-90 … |
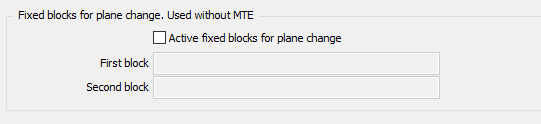
Düzlem Değişimi için Sabit Bloklar (MTE olmadan Kullanılır)
|
Düzlem Değişimi için Aktif Sabit Bloklar
Bu seçenek yalnızca makine yapılandırmasında tanımlanmış bir kinemac yoksa kullanılır.
|
Seçenek |
Sonuç |
|
işaretleyin |
Tanımlanan sabit bloklar, düzlem değişikliği varsa verilecektir |
|
işaretini kaldırın |
Düzlem değişikliği varsa standart bloklar verilecektir. G0 G91 G28 Z0 |
İlk ve İkinci Blok
Standart çıktıyı önlemek için, sabit blokları etkinleştirmek ve ilk ve ikinci blok alanlarını boş bırakmak için seçeneği işaretleyin.
|
Seçenek |
Sonuç |
|
Boş |
… … |
|
"G0 Z100" |
… L Z100 FMAX … |
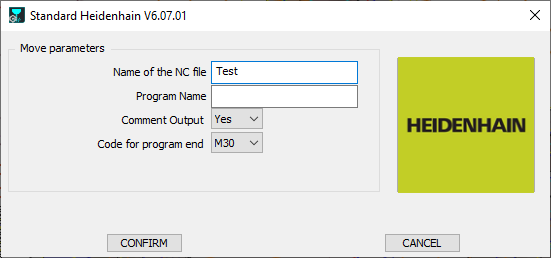
Başlat sayfası
|
Tanımlanmış makine kinematiği ile |
Tanımlanmış makine kinematiği olmadan |
|
|
NC Dosyasının Adı
Oluşturulan NC dosyasının adını buraya tanımlayın. Uzantı MCF yapılandırmasında tanımlanmalıdır.
Program Numarası
Hiçbir şey tanımlanmazsa, program adı 1 olarak ayarlanır.
|
Seçenek |
Sonuç |
|
"boş" |
PROGRAM BAŞLANGICI 1 MM … … PROGRAM SONU 1 MM |
|
"PROGRAM" |
PROGRAM BAŞLANGICI PROGRAM MM … … PROGRAM SONU PROGRAM MM |
Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
Evet |
… ;YÜZEY İŞLEME ;UÇ FREZE D12 T1 M6 … |
Köken Numarası
Bu parametre yalnızca makine dosyasında kinematik tanımlanmamışsa kullanılır. Parametre, NC programında kullanılan ilk kökeni tanımlar.
Çoklu kökeni işlemek için parametre “Yalnızca Köken” olarak ayarlanırsa, düzlem değiştiğinde köken numarası artar.
|
Seçenek |
8055'e Kadar Sonuç |
|
0 |
13 TAKIM ÇAĞRISI 1 Z S1273 14 ÇEVRİM TANIMI 247 VERİ AYARI~ Q339= 0 ;VERİ NUMARASI… |
|
1 |
13 TAKIM ÇAĞRISI 1 Z S1273 14 ÇEVRİM TANIMI 247 VERİ AYARI~ Q339= 1 ;VERİ NUMARASI |
Program Sonu Kodu
|
Seçenek |
Sonuç |
|
M30 |
… … M30 PROGRAM SONU 1 MM |
|
M02 |
… … M02 PROGRAM SONU 1 MM |
Özel Bilgi
Çevrim Tanımı 202 nasıl verilir?
|
Bu çevrim, tek kenarlı bir delme takımıyla bir honlama işlemi yapmak için kullanılır. Bu çevrim hakkında daha fazla bilgi için heidenhain kılavuzuna bakın. |
ÇEVRİM TANIMI 202 DELME~ Q200=2 ;KURULUM BOŞLUĞU~ Q201=-50 ;DERİNLİK~ Q206=79.6 ;DALMA İÇİN BESLEME HIZI~ Q211=0 ;DERİNLİKTE BEKLEME SÜRESİ~ Q208=500 ;GERİ ÇEKME BESLEME HIZI~ Q203=0 ;YÜZEY KOORDİNATLARI~ Q204=2 ;2. KURULUM BOŞLUĞU~ Q214=2 ;AYIRMA YÖNÜ~ Q336=90 ;MİLİN AÇISI |
|
Tanımlanacak işlem : Honlama |
|
|
Seçilecek takım : Tek Kenarlı Delme Takımı |
|
|
Parametre |
Ayar |
|
Q214=2 ;AYIRMA YÖNÜ |
İndeks açısına göre hesaplanır. 0 derece için 0 90 derece için 1 180 derece için 2 270 derece için 3 |
|
Q336=90 ;MİLİN AÇISI |
İndeks Açısı 0, 90, 180 veya 270'ten farklıysa, 0 olarak zorlanır |
Çevrim Tanımı 208 nasıl verilir?
|
Bu çevrim, helis enterpolasyonu ile bir delik işlemede kullanılır. Bu çevrim hakkında daha fazla bilgi için heidenhain kılavuzuna bakın. |
ÇEVRİM TANIMI 208 DELME FREZESİ~ Q200=2 ;KURULUM BOŞLUĞU~ Q201=-50 ;DERİNLİK~ Q206=1018.4 ;DALMA İÇİN BESLEME HIZI~ Q334=5 ;DALMA DERİNLİĞİ~ Q203=0 ;YÜZEY KOORDİNATLARI~ Q204=2 ;2. KURULUM BOŞLUĞU~ Q335=20 ;NOMİNAL ÇAP~ Q342=0 ;HAMMADDE ÇAPI~ Q351=1 ;TIRMANMA VEYA YUKARI KESME |
|
Kullanılacak olması için gpp yapılandırması "Enterpolasyon" için konserve olarak ayarlanmalıdır Kullanılan Delme çevrimi seçeneği "Evrensel" olarak ayarlanmalıdır |
|
|
Tanımlanacak işlem : Enterpolasyon ” |
|
|
İşlem aşağıdaki parametrelerle tanımlanmalıdır. Biri farklıysa, takım yolu ayrıştırılacaktır. |
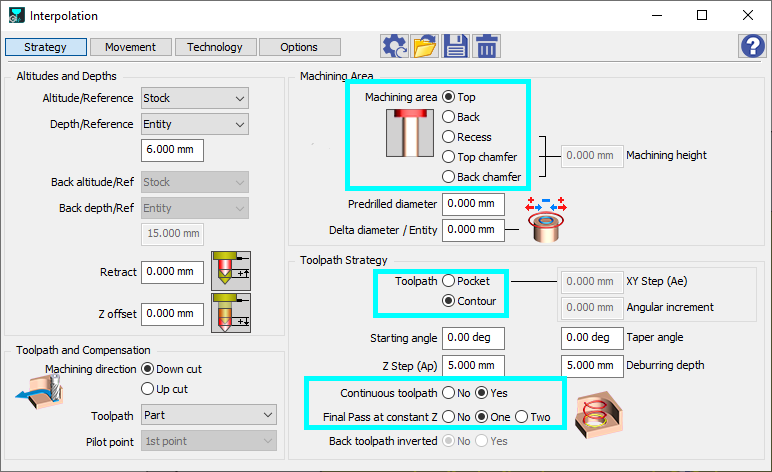
|