|
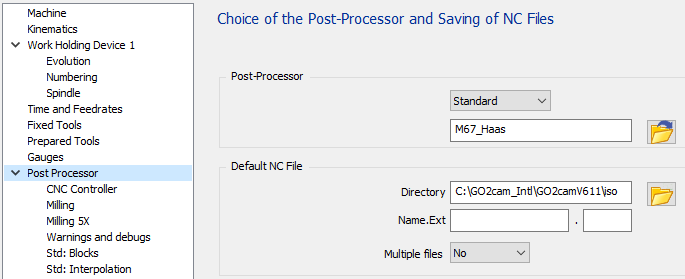
Standart, mevcut tüm seçenekleri yönetmek için üç yapılandırma sayfasına sahiptir: İlk sayfa “CNC Kontrol Cihazı”, CNC seçenekleriyle ilgilidir. İkinci sayfa “Frezeleme”, Frezeleme, takımlar, soğutucu ve orijinler için çıktıyı uyarlamanıza olanak tanır. Üçüncü sayfa “Frezeleme”, 5 eksenli parametrelerle ilgilidir. |
|
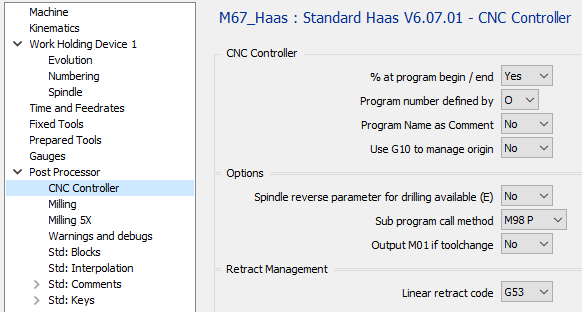
CNC Kontrol Cihazı sayfası
CNC Kontrol Cihazı Bölümü
|
Programın başında/sonunda %
|
Seçenek |
Sonuç |
|
Hayır |
O1000 … M30 |
|
Evet |
% O1000 … M30 % |
Tarafından tanımlanan program numarası
|
Seçenek |
Sonuç |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
Yorum olarak Program Adı
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … M30 % |
|
Evet |
% O1000 (PARÇA ADI) … M30 % |
Orijinleri yönetmek için G10 kullanın
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … M30 % |
|
Evet |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
Seçenekler Bölümü
Mevcut delme için mil tersine çevirme parametresi (E)
V6.08'den itibaren eklendi.
Makinenin delme döngüsü için E parametresini kullanıp kullanamayacağını tanımlayın. Bu parametre, mil yönünü deliğin dibinden geri çekmek için tersine çevirecektir. Değer mil hızıdır. Son işlemci delmek için aynı hızı kullanacaktır.
Bu parametre yalnızca G81, G82 ve G83 için kullanılabilir.
E parametresi kullanılamazsa, çıktı ayrıştırılacaktır.
|
Seçenek |
Sonuç |
|
Hayır |
S1000 M03 G0 X10 Y10 G0 Z2 G1 Z-10 F500 M04 Z2 |
|
Evet |
S1000 M03 G00 X10 Y10 G00 Z2 G81 X10 Y10 Z-10 E1000 F500 G80 |
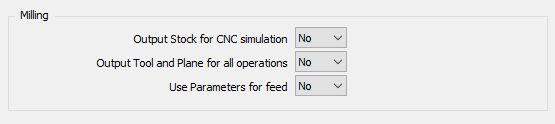
Frezeleme sayfası
Frezeleme Bölümü
|
CNC Simülasyonu için Çıktı Stok
Haas makinesi için çıktı yok.
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … |
|
Evet |
% O1000 … |
Tüm işlemler için Çıktı Takımı ve Düzlemi
|
Seçenek |
Sonuç |
|
Hayır |
(TAKIM 1 VE DÜZLEM 1 İLE OP 1) T1 M6 G52 X0 Y0 Z0 B90 C0 G254 … (TAKIM 1 VE DÜZLEM 1 İLE OP 2) … |
|
Evet |
(TAKIM 1 VE DÜZLEM 1 İLE OP 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … (TAKIM 1 VE DÜZLEM 1 İLE OP 2) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … |
İlerleme için Parametreler Kullanın
|
Seçenek |
Sonuç |
|
Hayır |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G01 X.. Y.. F200 … |
|
Evet |
#1 = 200 #2 = 160 T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
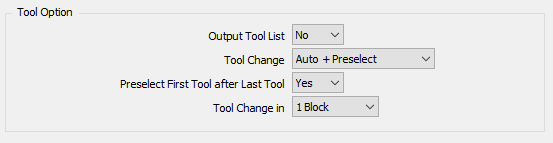
Takım Seçeneği Bölümü
|
Çıktı Takım Listesi
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … |
|
Evet |
% O1000 (TAKIM LİSTESİ BAŞLANGICI) (T01 UÇ FREZE D10) (T02 MATKAP D08) … (TAKIM LİSTESİ SONU) … |
Takım Değişimi
|
Seçenek |
Sonuç |
|
Manuel |
… M00 … |
|
Otomatik |
… T01 M06 … |
|
Otomatik + Ön Seçim |
… T01 M06 T02 … |
Son Takımdan Sonra İlk Takımı Ön Seç
|
Seçenek |
Sonuç |
|
Hayır |
İlk İşlem) T01 M06 T02 … (Son İşlem) T05 M06 … M30 |
|
Evet |
İlk İşlem) T01 M06 T02 … (Son İşlem) T05 M06 T01 … M30 |
Takım Değişimi
|
Seçenek |
Sonuç |
|
1 Blok |
… T01 M06 … |
|
2 Blok |
… T05 M06 … |
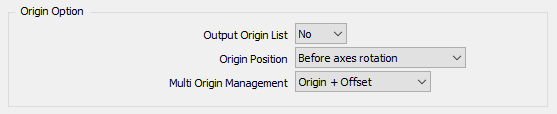
Orijin Seçeneği Bölümü
|
Çıktı Orijin Listesi
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … |
|
Evet |
% O1000 (ORJİN LİSTESİ BAŞLANGICI) (G54) (G55) (ORJİN LİSTESİ SONU) … |
Orijin konumu
|
Seçenek |
Sonuç |
|
Eksen Dönüşünden Sonra |
B0.C0. … G54 G52 X0. Y0. Z0 |
|
Eksen Dönüşünden Önce |
G54 G52 X0.Y0.Z0 …. B0.C0.E
|
Çoklu Orijin Yönetimi
|
Seçenek |
Sonuç |
|
Yalnızca Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 G52 X10 Y20 Z10 … |
MTE Olmadan:
Parçada tanımlanan her orijin için seçenek “Yalnızca Orijin” olarak ayarlanırsa, farklı bir G kodu, G54, ardından G55, G56… çıktısı vereceğiz. Bu, CNC tarafından yönetilen orijin sayısıyla sınırlı olduğunuz anlamına gelir. Daha fazla orijine sahip olabiliyorsanız, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız
Seçenek “Orijin + Ofset” olarak ayarlanırsa, yalnızca G54 çıktısı verecek ve G52 ile ofsetlenecektir
MTE ile:
Orijin, “$G54_” söz dizimiyle orijinin adında tanımlanabilir. Bu, G54'ün NC programında kullanılacağı anlamına gelir. Kod çözülmüş bir ad tanımlanmamışsa, varsayılan orijin G54'ü çıkaracaktır.
“Orijin + Ofset”i kullanıyorsanız, tüm işlemleriniz için yalnızca bir orijin kullanmalısınız, çünkü tüm ofsetler referans düzlem orijininden veya tek orijinden hesaplanır.
Ofsetinizi tanımak için alt çizgiden sonra herhangi bir metin ekleyebilirsiniz “$G54_Yukarı”, “$G54_Sağa”,…
Soğutucu Seçeneği Bölümü

|
Soğutucu Aktivasyon Konumu
|
Seçenek |
Sonuç |
|
Mil ile |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
Düzlem Hareketiyle |
… T01 M06 S8000 M3 G00 X.. Y.. M08 G43 H1 Z.. … |
|
Dalma Hareketiyle |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
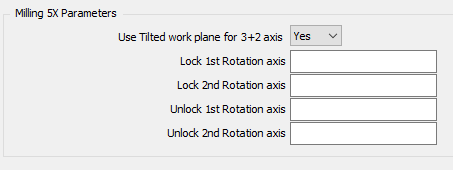
Frezeleme 5X sayfası
Frezeleme 5X Parametreleri
|
3+2 Eksen için Eğik İş Parçası Düzlemi Kullanın
|
Seçenek |
Sonuç |
|
Hayır |
… T01 M06 C180 B-90 … |
|
Evet |
… … T01 M06 C180 B-90 G254 … … |
Dönme Ekseni
|
Seçenek |
Sonuç |
Seçenek |
Sonuç |
|
Kilit 1 st Dönme Ekseni |
Kilit 2 nd Dönme Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
Kilit Aç 1 st Dönme Ekseni |
Kilit Aç 2 nd Dönme Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
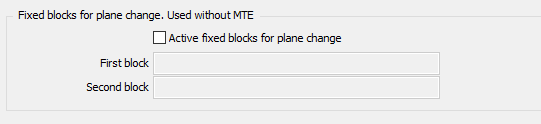
Düzlem Değişimi için Sabit Bloklar (MTE olmadan Kullanılır)
|
Düzlem Değişimi için Aktif Sabit Bloklar
Bu seçenek yalnızca makine yapılandırmasında tanımlanmış bir kinemac yoksa kullanılır.
|
Seçenek |
Sonuç |
|
işaretleyin |
Tanımlanan sabit bloklar, düzlem değişikliği varsa çıktı verilecektir |
|
işaretini kaldırın |
Düzlem değişikliği varsa standart bloklar çıktı verilecektir. G0 G91 G28 Z0 |
İlk ve İkinci Blok
Standart çıktıyı önlemek için, sabit blokları etkinleştirmek ve ilk ve ikinci blok alanlarını boş bırakmak için seçeneği işaretleyin.
|
Seçenek |
Sonuç |
|
Boş |
… … |
|
“G00 Z100” |
… G00 Z100 … |
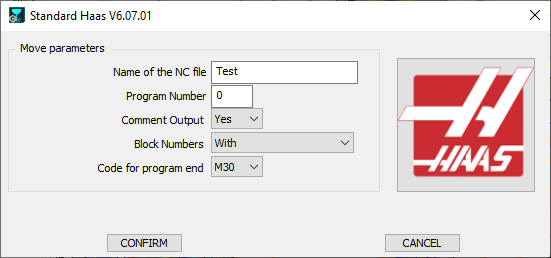
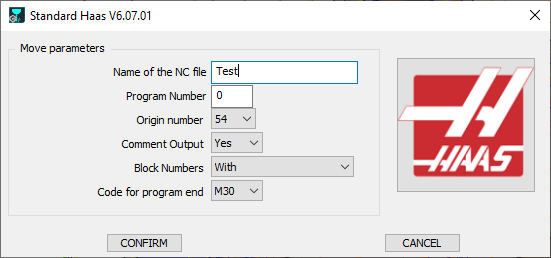
Başlat sayfası
|
Tanımlanmış makine kinematiği ile |
Tanımlanmış makine kinematiği olmadan |
|
|
NC Dosyasının Adı
Oluşturulan NC dosyasının adını buraya tanımlayın. Uzantı MCF yapılandırmasında tanımlanmalıdır.
Program Numarası
0 tanımlanırsa, program adı 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… T01 M06 … |
|
Evet |
… (YÜZEY İŞLEME) (UÇ FREZE D12) T01 M06 … |
Orijin Numarası
Bu parametre yalnızca makine dosyasında kinematik tanımlanmamışsa kullanılır. Parametre, NC programında kullanılan ilk orijini tanımlar.
Çoklu orijini işlemek için parametre “Yalnızca Orijin” olarak ayarlanırsa, düzlem değiştiğinde orijin numarası artar.
|
Seçenek |
8055'e Kadar Sonuç |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… T01 M06 … |
|
Evet |
… (YÜZEY İŞLEME) (UÇ FREZE D12) T01 M06 … |
Blok Numaraları
|
Seçenek |
Sonuç |
|
İle |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Olmadan |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Yalnızca Takım Değişimi |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Program Sonu Kodu
|
Seçenek |
Sonuç |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |