|
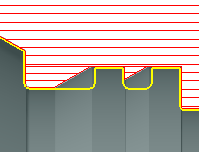
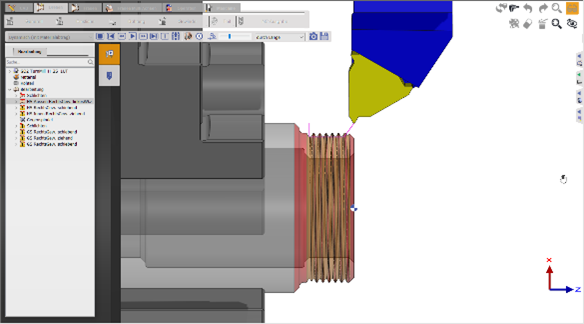
Bir kaba veya bitirme işlemi programladığımda, oluklarda dalışlardan kaçının ! |
|
|
Strateji sayfasının Alt Kesim olarak adlandırılan bir seçeneğiyle bunu yapabilirsiniz Alt Kesim .
Daha fazla bilgi ve video burada verilmiştir: Alt Kesim |
|
|
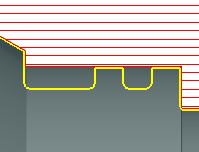
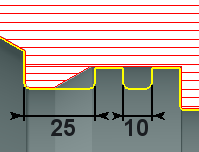
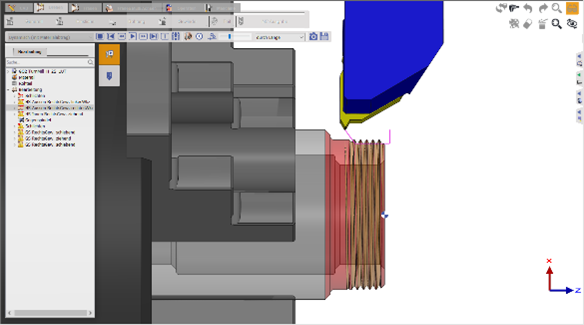
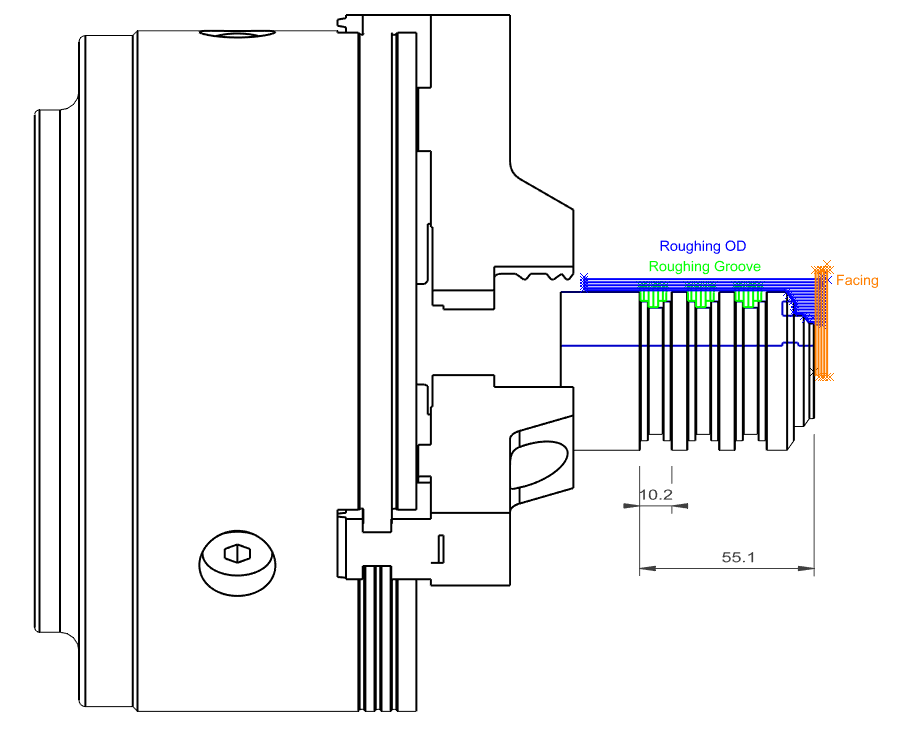
Bir bitirme ile nasıl programlanır arka takım yolu , bu oluklardan kaçınır ve yapar Yüzey İşleme |
|
|
hazırlıyoruz. Bu işlemin tüm adımlarını gösteren videoyu izleyin: olarak ayarlamanız gerekir! |

|
|
transfer hakkında daha fazla bilgi edinmek için bağlantıyı tıklayın Bir iş parçasını Frezeleme'den Torna'ya nasıl ? |
|
|
Aktarırsınız Frezelemede programlanmış bir parçayı torna ortamına aktarma adımları şunlardır. |
|
|
diş tornalama İşlemeyi dikkate almak için videoyu dikkatlice izleyin; burada MTE kullanıyoruz ancak işlem MTE olmadan da aynıdır. ? |
||||||
|
|
||||||
|
Sandvik Kullanıcı Kılavuzundan |
||||||
|
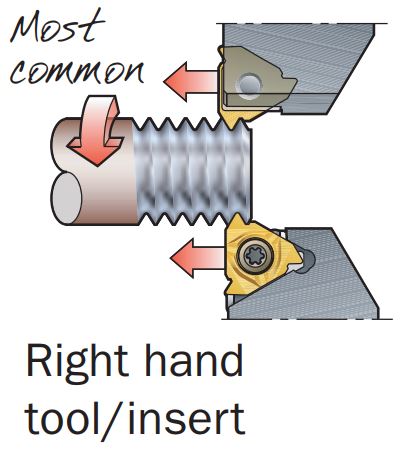
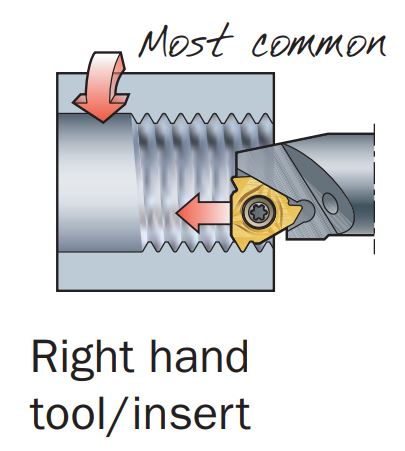
Ana İş Mili'nde görülen sağ el dişlisi |
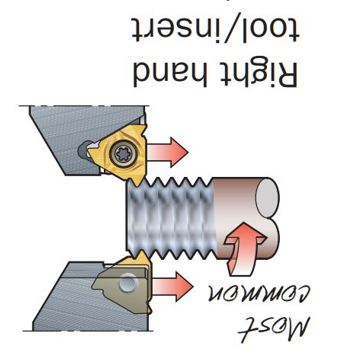
Alt iş mili görünümünde görülen sağ el dişlisi (180 derece döndürülmüş) |
|||||
|
|
|

|
|||
|
Tablo Diş Tipi / İş Parçası / İşleme Yönü / Dönme Yönü |
||||||
|
Diş Tipi |
Takım |
Zorla birleştirilmiş |
Dönme yönü |
NC |
İlerleme yönü |
|
|
Sağ el dişlisi |
Sağ |
|
Saat yönünün tersi |
(M3) |
Sürme (astarlamaya) |
|
|
Sağ el dişlisi |
Sol |
|
Sağa doğru |
(M4) |
Astarlamadan uzaklaştırma |
|
|
Sol el ipliği |
Sol |
|
Sağa doğru |
(M4) |
Sürme (astarlamaya) |
|
|
Sol el ipliği |
Sağ |
|
Saat yönünün tersi |
(M3) |
Astarlamadan uzaklaştırma |
|
|
Sağa ve Sola doğru
: Kullanıcının takım yönünden torna aynasına baktığı ve dönme yönünün bundan kaynaklandığı şekilde anlaşılması için tanımlanmıştır.
|
||||||
|
Özetle:
|
||||||
|
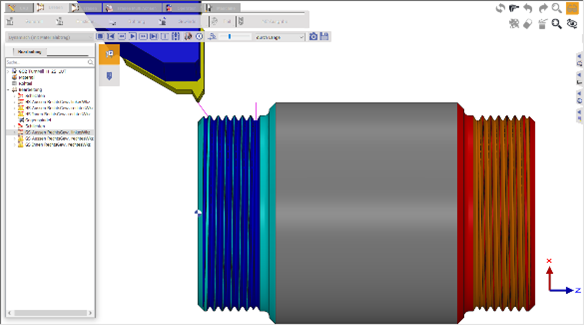
Bu, GO2cam için aşağıdaki görüntüyü oluşturur Sol takımla dışarıda sağ el ipliği
Yalnızca saat yönünde (CW) nedeniyle sürükleyerek işleme ile mümkün.
If you simulate this editing in GO2cam sürümü < 6.08.202 on the Sub Spindle, the wrong direction of rotation seems to be simulated, so that the visual result shows the wrong slope slope. |
|
|||||
|
Doğru takımla dışta sağ el dişlisi Yalnızca saat yönünün tersine (CCW) nedeniyle kaydırarak işleme ile mümkün. |
|
|||||
|
Doğru takımla içte sağ el dişlisi Yalnızca saat yönünün tersine (CCW) nedeniyle kaydırarak işleme ile mümkün. |
|
|||||
|
Diş Parametreleri Diş tornalama için parametre seçimi, aşağıdaki örnekte gösterildiği gibi takıma da bağlıdır: SIEMENS'ten SinuTrain programlama istasyonunda, 1 hatveli bir dış diş üretmek için CYCLE97 diş çevrimi kullanılır. Sonuç simülasyonda kolayca doğrulanabilsin diye 0,5 mm'lik bir diş derinliği kullanılır (yani çap olarak 1 mm). DIN 13'e göre 0,1443 mm "doğru" kesme yarıçapıyla tanımlanan diş takımı. |
||||||
|
Parametreler:
h
n
= Toplam derinlik
|
Standart bir kesme yarıçapıyla tanımlanan diş açma takımı: 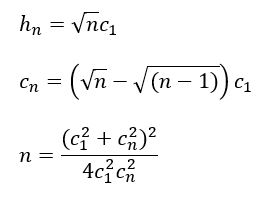
|
|||||
|
Bu nedenle, ilk ve son Besleme, istenen toplam derinliğe ve kaba işleme kesim sayısına (ve bunun tersine) göre seçilmelidir. Kullanılan son işlemci, diş işlemini bir makine çevrimi olarak (örneğin SIEMENS için CYCLE97 veya Fanuc için G76) çıktı veriyorsa, temel parametreler diş hatvesi, toplam derinlik ve (kaba) kesim sayısıdır. Bu durumda, NC kodu her durumda doğrudur. Parametrelerin yanlış bir kombinasyonu, diş işlemesinin yanlış simülasyonuna yol açabilir. Kullanılan son işlemci bir makine çevrimi değil, G33 ile bireysel kesimleri çıktı veriyorsa, NC kodu bu durumda da yanlıştır! |
||||||
|
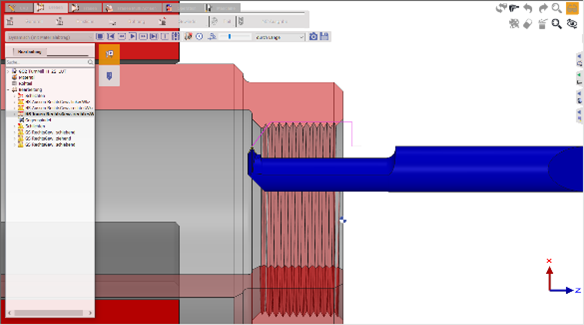
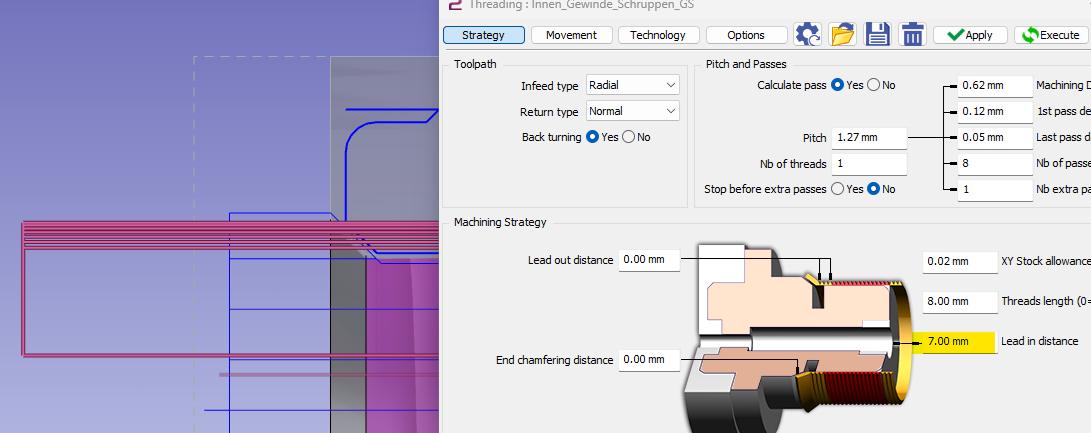
İçin İç diş açma , işlemden daha büyük bir güvenlik istiyorum. |
|
|
Geçişler
Z pozisyonu
arasındaki mesafe tarafından yönetilir
Seçilen Geometri
.
|
|
|
Geometri bir Giriş mesafesi içerdiğinden, takım yolu geometri elemanının başlangıcından itibaren Z geri çekilmesini 7 mm olarak yönetir. |
|
|
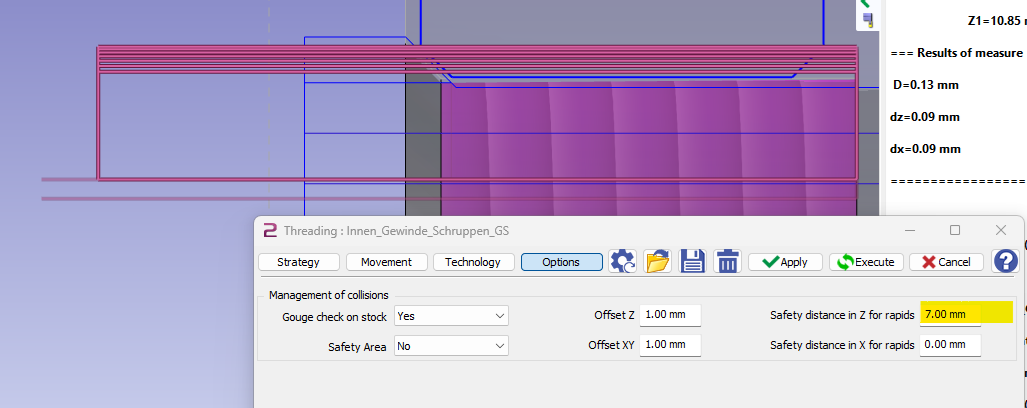
İşlem sırasında olduğundan daha fazla sonda geri çekilme yapmak için Z seviyede Hızlı işleme için güvenlik mesafesi . |
|
|
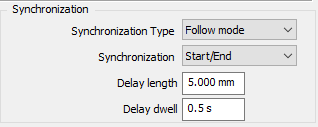
Geçerli düzlem olarak tanımla MTE ayarlarında bir değer belirleyebilirsiniz işleme çevrimleri için Senkronizasyon? |
|
|
Çoklu taretli makinelerde, çeşitli çevrimlerin senkronize edilme özelliği, takımların boşta kalma süresini azaltarak ve çarpışma olmadan her çevrimin işleme sürelerini üst üste bindirerek işleme sürecinin verimliliğini artırır. GO2cam'de 2 çevrim arasında senkronizasyon tanımlamak için aşağıdaki adımları izleyebilirsiniz: |
|
|
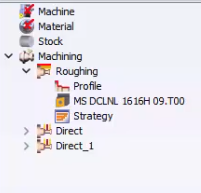
İşleme çevrimlerinizi her zamanki gibi ayrı takımlar ile tanımlayın.
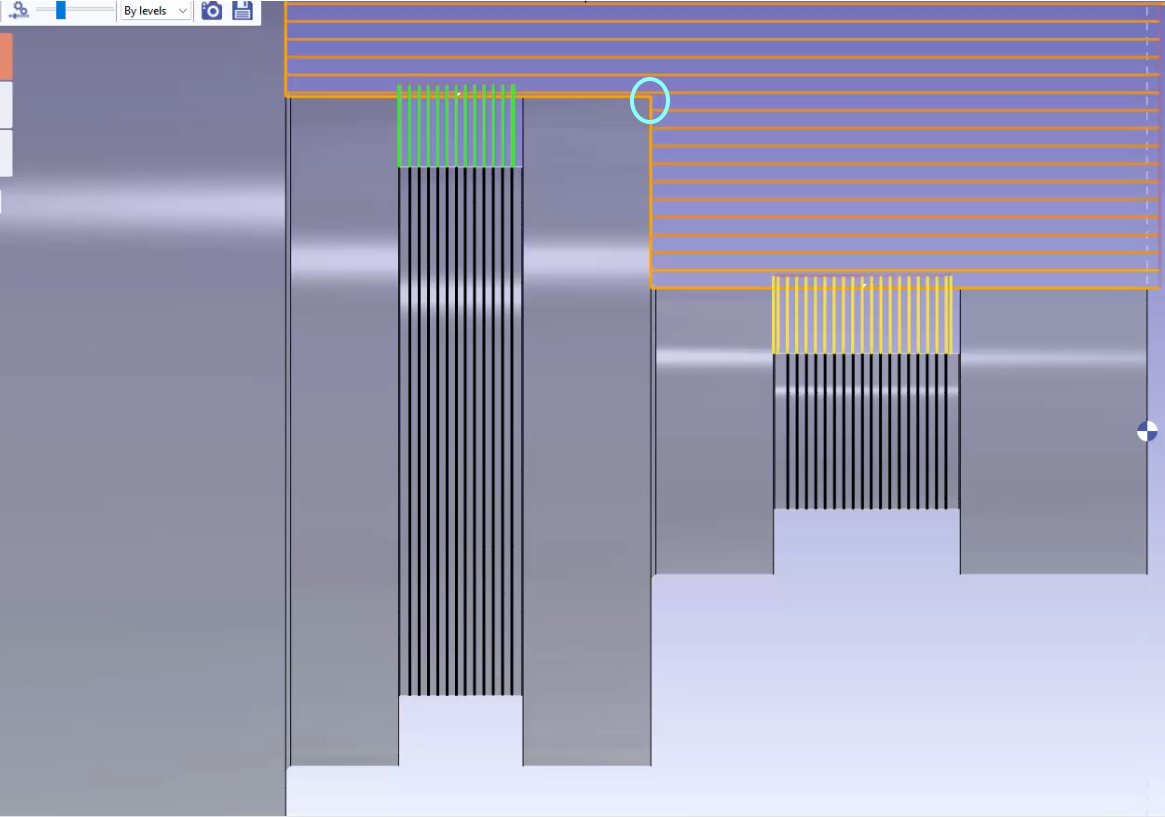
Örneğin, bu örnekte, belirtilen noktada (çevrili olarak) kaba işleme çevrimi ile Doğrudan_1 kanal açma çevrimini (yeşil takım yolları) senkronize etmek istiyoruz. Amaç, kaba işleme çevrimi çevrili noktaya ulaştığında kanal açma çevrimini başlatmaktır. |
|
|
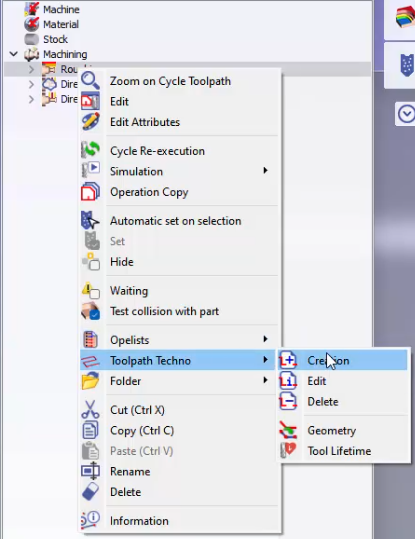
Bunu yapmak için, Sağ tıklama gerekli çevrimde, bu durumda kaba işleme çevrimi ve oluşturmayı seçin Toolpath Techno Seçme
|
|
|
Seç Araç yolu senkronizasyonu açılır listeden 
|
|
|
Ardından, eşitlenecek varlığı tanımlamak için takım yolu parametrelerini seçebilir, Tamam'a tıklayıp doğrulayabilirsiniz. 
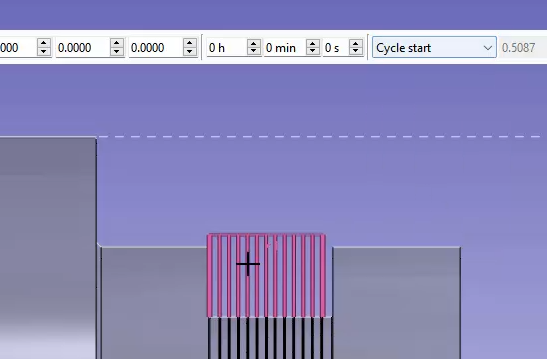
Seçim Eleman uc nokta ve daire içine alınmış bölgeye (önceki fotoğrafta) değen takım yolu çizgisine tıklayın. |
|
|
Kanal açma döngüsü (Direct_1) için aynı şeyi tekrarlıyoruz. Takım yolu parametresi için seçiyoruz Çevrim başlangıcı ve kanal açma takım yollarını seçin. |
|
|
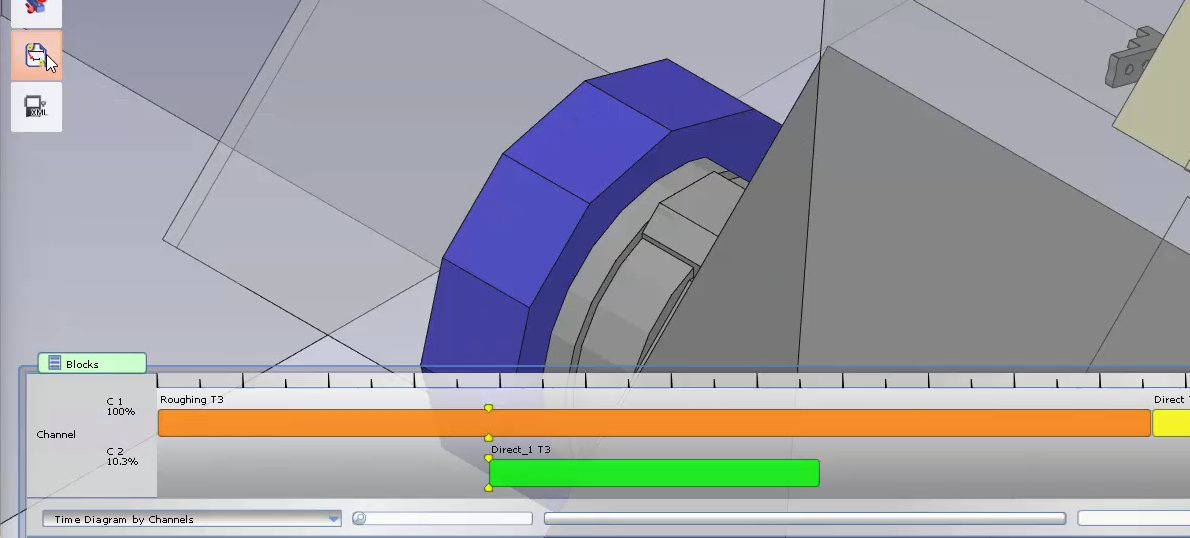
Sonra, Makine ortamına geçerek, henüz yapmadıysanız makinenizi yükleyebilir ve kurabilirsiniz Takımlama gerektiği gibi. Son olarak, senkronizasyon fonksiyonuna tıklayarak senkronizasyonunuzu kontrol edebilirsiniz. Zaman diyagramında çevrimler arasındaki senkronizasyonu görebileceksiniz. |
|
|
|
|
|
How can I layout a turning part and its components? |
|
|
Torna için, NC Dosyası menüsü altında, seçeneğimiz var Düzene/Boyutlandırmaya Aktar Daralt kesitinde. Makineniz şu sembollerle yüklenmelidir: Chuck ve Jaws . Sembollerin sym GO2cam dizininde bulunan klasör. Bazı durumlarda, bu klasörün dışında olabilir ve GO2cam bir istemde bulunabilir uyarı . sym klasöründeki dosyaları kopyala: C:\GO2cam_Intl\GO2camV6XX\sym |
|
|
Simgeye tıklandığında bir iletişim kutusu görünecektir: 
Diyalog size şunları yapma olanağı tanır:
Seçin Çevrim Düzenlemek ve yeşil işarete tıklamak istediğiniz doğrula . GO2cam açılacak Farklı Kaydet Ortamı değiştirmeden önce dosyayı kaydetme iletişim kutusu. |
|
|
Çizim Yerleştirme / Ölçülendirme'de düzeni çizmeye başlayabilirsiniz. |
|
|
How can I program inside roughing using a radial toolpath? |
|
|
Radyal takım yolu ile iç kaba işleme yapmak için şu adımları izleyin:
|
|
Sağdaki işlemi açıklayan videoyu izleyin. |

|
|
How can I create a toolpath manually in GO2cam? |
|
|
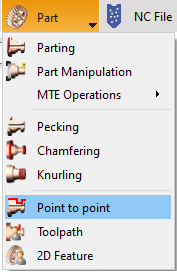
Özellikle spesifik uygulamalarda, takım yolunu manuel olarak tanımlayabilmek son derece önemlidir Form takım Bu tür takımların farklı kesme şekilleri vardır ve çarpışma riskini önlemek için kesme yollarının dikkatlice kontrol edilmesi gerekir. Çevrim Noktadan noktaya bunu başarmaya yardımcı olur. Kullanıcı erişimi altında Parça Alt menü |
|
|
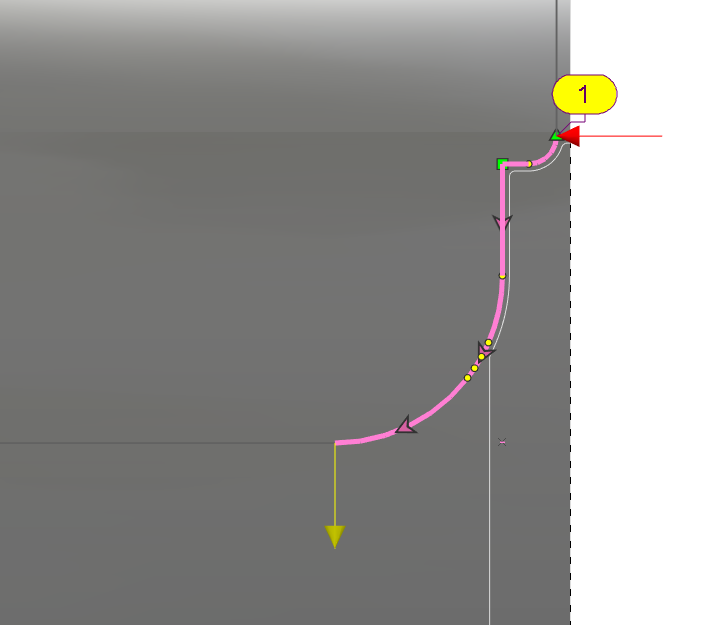
Noktadan noktaya çevrimi, minimum parametrelere sahip %100 manuel bir çevrimdir. Diğer çevrimler tarafından tanımlanamayan özel takım yolları oluşturmak için kullanılır. Bu nedenle, geometri seçimi yöntemi de biraz farklı olabilir. Örneğin, aşağıdaki örnekte, bu özel takım şekliyle iç şekli işlemek için, özellikle çarpışmayı önlemek için açısal hareketlerde geometri seçimine yardımcı olmak amacıyla bir kılavuz profili (kırmızı renkte) çizilmiştir.
Not: Kılavuz zorunlu değildir, diğer durumlarda, gerekli takım yolu basitçe parça profilinden ve yaklaşma/geri dönüş noktalarından tanımlanabilir. |
|
|
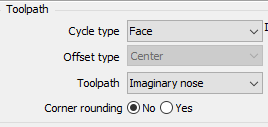
Profili tanımlamak için kılavuzu seçin. Yaklaşma noktası yolunu tanımla. (kırmızı renkte) Geri Dönme noktası yolunu tanımla. Yaklaşma noktası, seçilen profil ve geri dönüş noktası birlikte takımın pilot noktasının tüm hareketini tanımlar. Takımı ve çevrimi seçin (çevrim tipi dahili olmalıdır) ve hesaplamayı çalıştırın. Bu, bu profili işlemek için takım yolunu oluşturacaktır. Bu çevrim için stok hesaplaması yapılmamaktadır. Ayrıca parça ve takım arasında çarpışma kontrolü de yoktur.
Bu örneği gösteren bir videoyu sağda izleyebilirsiniz. |
|
|
|
|

|
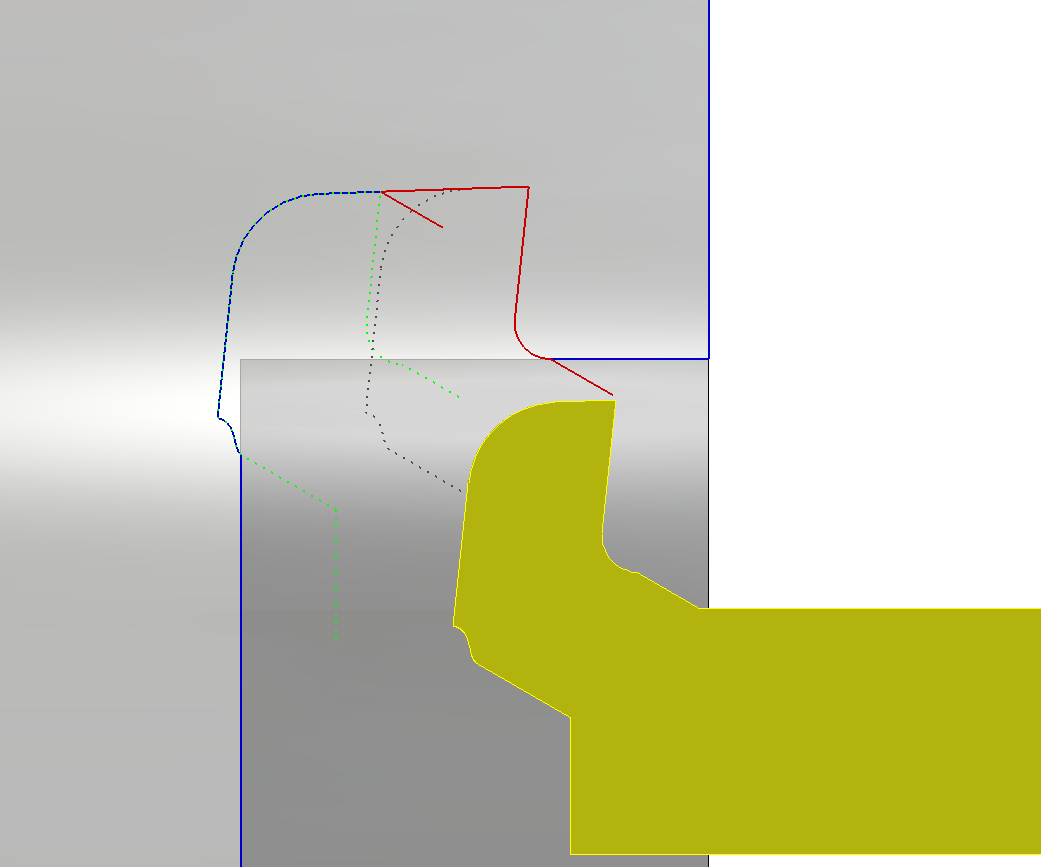
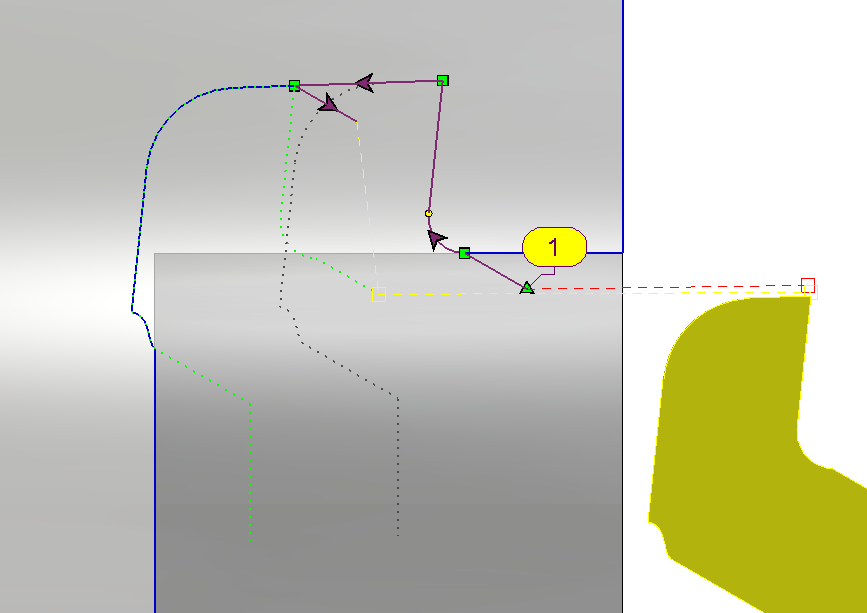
How can I machine an internal groove which is oriented as an external groove? |
|
|
Bu kanalı işlemek için seçim -X yönünde yapılmalıdır. Sonuç olarak, geometri seçimi alt silüette yapılabilmesi için parçanın simetrik silüetlere sahip olması gerekir. Ayrıca, takımın doğru yönlendirilmesi ve gerekli takım yollarının oluşturulması için parça, tekrar işleme miline yerleştirilmelidir. Bu örneği gösteren bir videoyu sağda izleyebilirsiniz. |
|
|
MTE: How can I have 2 different tools in a synchronized cycle? |
||
|
Gerekli senkronizasyon ayarlarıyla dengeli kaba işleme/dengeli son işlem çevrimini her zamanki gibi tanımlayın. Bu durumda, tek bir takım seçildiğinden, aynı takım MTE'de iki kez yüklenecektir. 
|
|
|
|
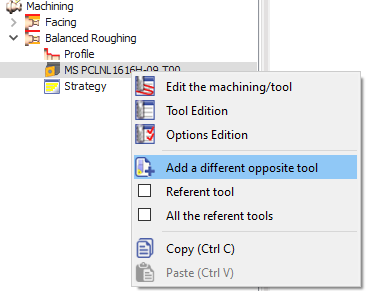
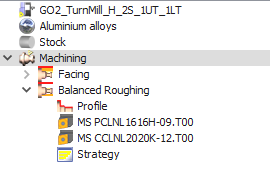
Farklı bir ikinci takım ayarlayabilmek için, işleme ağacındaki çevrimi genişletin. Sağ tıklayın Mevcut takımda ' seçin Farklı bir ters takım ekle '. Bu, istediğiniz takımı seçip doğrulayabileceğiniz takım seçme penceresini tekrar açacaktır. Her iki takım artık işleme ağacında görünür olacaktır. MTE'de, Otomatik montaj yaparsanız, bu 2 takım otomatik olarak karşı taraftaki taretlere monte edilecektir. |
|
|
|
Dengeli senkronize çevrimlerin uygulanmasını açıklayan bir video izleyebilirsiniz. Atla 2.20 videoda çevrim için 2 farklı takımın tanımını görüntülemek için. |
|
|

|
How does the "Deburring Length" parameter work? |
|
|
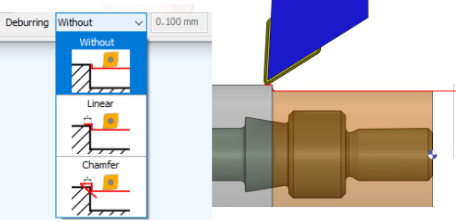
"Paspaslama Uzunluğu" parametresi, takımın çubuğun üzerindeki talaşı kesmek için Z yönünde hareket ettiği mesafeyi belirleyerek çalışır. Bu mesafe, takım yarıçapını içerir.
|
|
|
|
|
How to do turning operation on Milling Machine? |
|
|
Freze makinanızda torna işlemleri gerçekleştirmek için:
|

|