|
How to apply margins in 5X Expert machining cycles? |
|
|
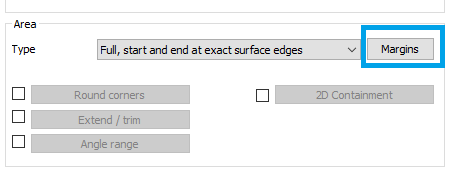
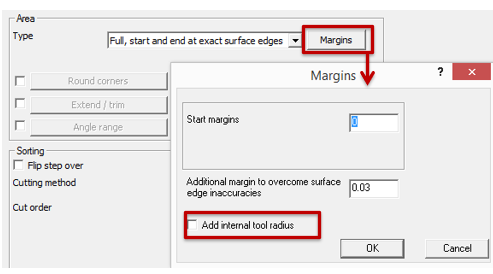
Kenar boşluğu parametresi, alan türünü ' Tam, tam kenarlarda başlangıç ve bitiş ' veya ' Kesim sayısıyla belirlenir ' olarak ayarladığınız durumlarda Genel 5 eksen çevrimi için kullanılabilir.
|
|
|
Kesimler, tahrik yüzeylerinizin kenarlarında başlar veya biter. Yüzey kenarı boyunca takım yolu tanımlanmış bir konuma ayarlanır. Bu konumlandırma, kenar ile kesimin başlangıç ve bitiş noktası arasındaki boşluğu belirlemek için bir marj değeri tanımlamanıza olanak tanır.
|
|
|
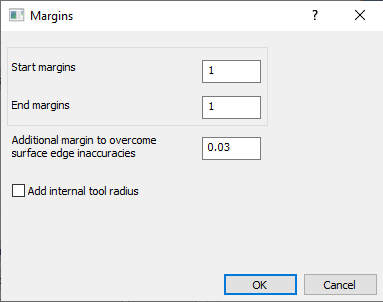
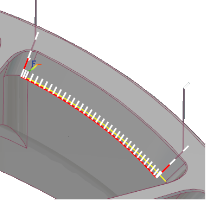
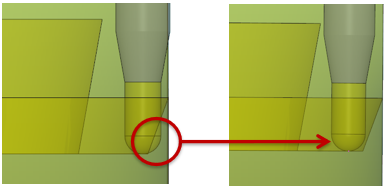
Bir örnek aşağıdaki parçadır. Ayarlanan desen 'İki eğri arasında Morph'tur. Marj ayarlanmazsa, takım merkezi yüzey kenarından geçer ve tahrik yüzeyinin dışındaki yüzeylerle çentik oluşturarak çarpışma riskini artırır. Takım yarıçapının bir marjını ayarladığınızda, takım kenardan uzaklaştırılır ve çentik oluşturmaz. En azından takım yarıçapını marj olarak ayarlamanız önerilir. Başlangıç marjı ilk eğriye, bitiş marjı ikinci eğriye aittir. Çentik oluşmamasını sağlamak için bir ' Yüzey kenarı hatalarını gidermek için ek marj ' de tanımlanabilir. Bu durumda, 1 mm'lik bir başlangıç ve bitiş marjı ayarlanmış ve 0,03 mm'lik ek bir marj dahil edilmiştir |
|
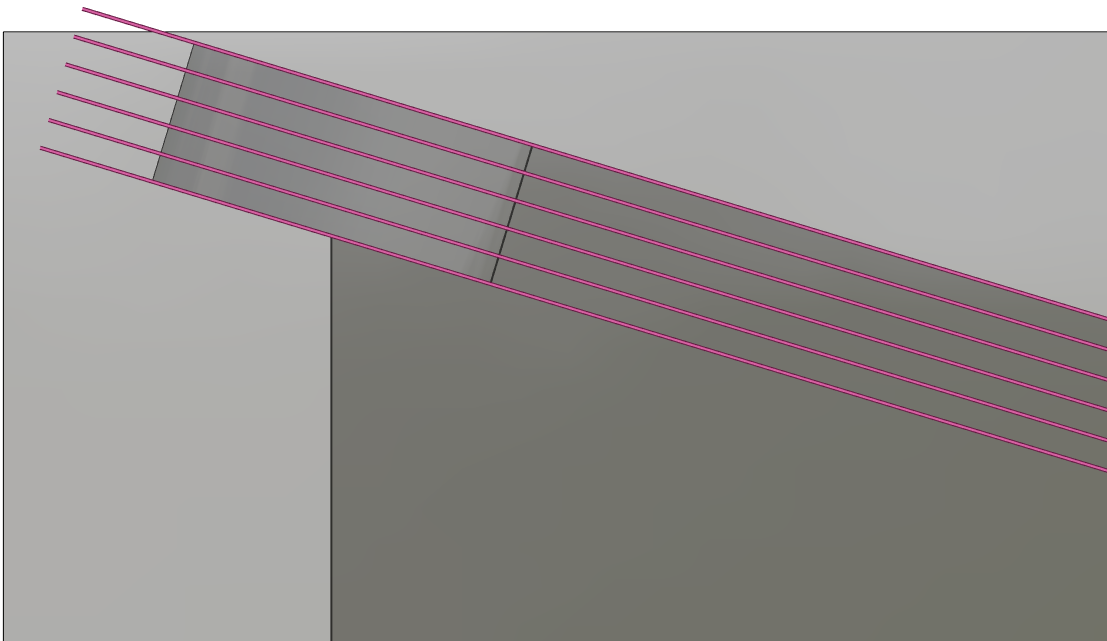
Marj Yok
|
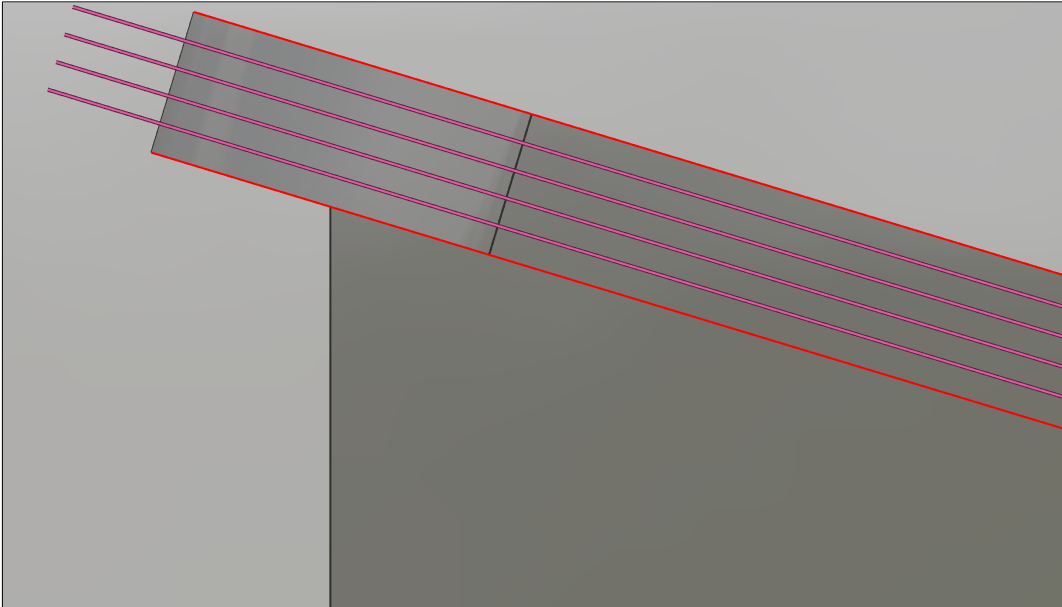
Marj
|
|
Örneği sağda bulunan videoyu izleyebilirsiniz. |
|

|
How to force tool to tilt in a only one direction? |
|
|
Takım beklenmedik bir şekilde döndüğünde, yüzeyin UV eğrilerini tanımlayamamaktadır.
|
|
|
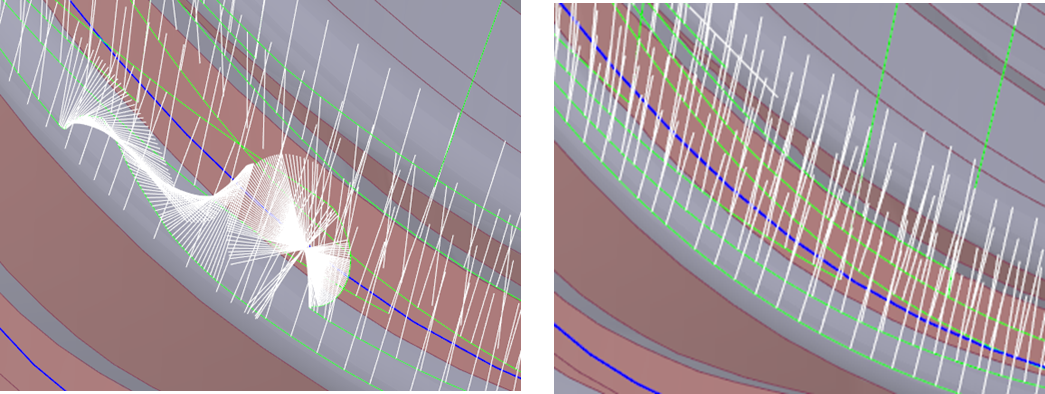
Takım yönünü zorlamadan önce ve sonra
|
|
|
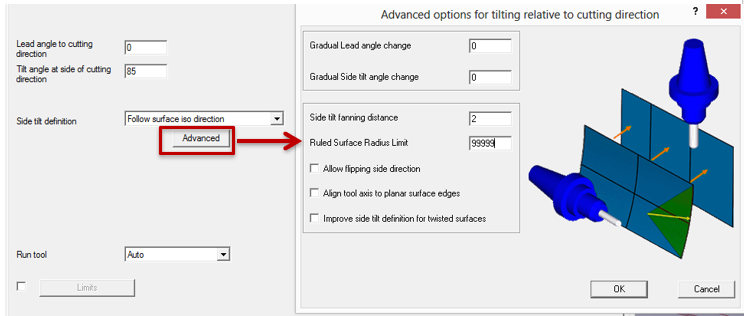
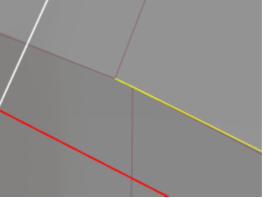
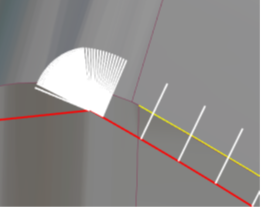
How to avoid unwanted tool vector orientation when pattern with curves are chosen ? |
||
|
Bazı durumlarda, kenarlar boyunca eğrilerin seçimi daha kolay olabilir. Ancak, birbirine bağlanan yüzeylerin bağlantısının hesaplanması zorlaştığı kırık kenarlarda, o noktadaki takım hareketi istenmeyen vektörler oluşturmuştur. |
|
|
|
Bu tür durumlarda, bu sorunu düzeltmek için eğri seçimi için yüzey seçeneğinin kullanılması önerilir. Bu, kırık kenarların oluşturduğu riski ortadan kaldırır ve takım yolu ve takım vektörleri uygun şekilde oluşturulur. |
|
|
|
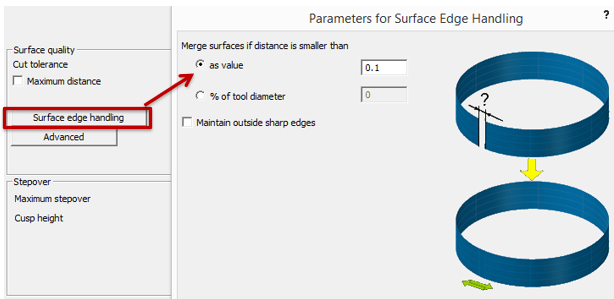
What is Surface edge handling? |
||
|
Yüzey kenarı işleme, boşluklar, örtüşmeler ve beklenmedik davranışlar gibi yaygın sorunları önlemeye yardımcı olarak sorunsuz ve doğru bir işleme süreci sağlar. Yüzeyleri birleştirmek, kenar doğruluk sorunlarını gidermenin etkili bir yoludur. Birleştirme mesafesini sabit bir değer veya takım çapının yüzdesi olarak ayarlayabilirsiniz. Yüzey kenarı işlemesini etkili bir şekilde yöneterek şunları yapabilirsiniz:
|
|
|
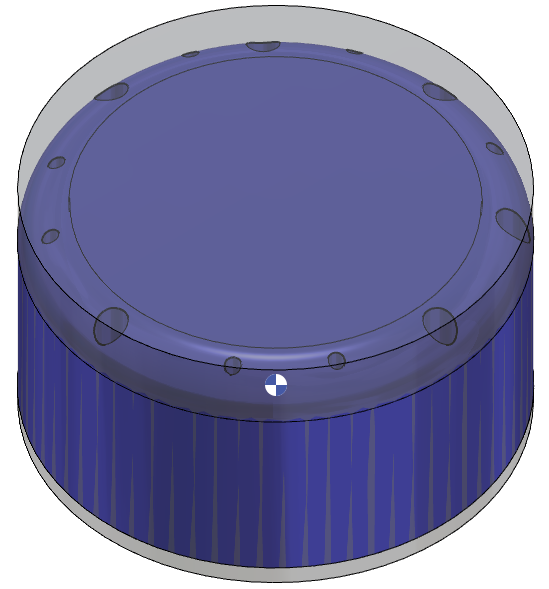
Çoklu delikli iş parçası
|
Yüzey kenarı işleme olmadan işlenmiş
|
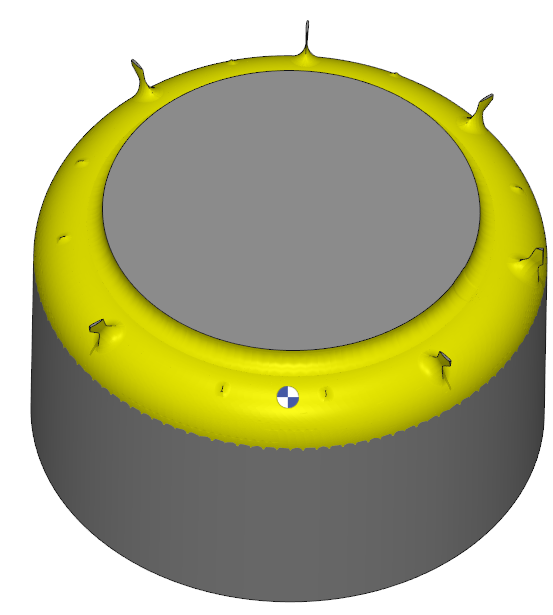
Yüzey kenarı işleme ile
|
|
İç takım yarıçapı etkinleştirildiğinde ne olur? |
|
|
Kalem izi işlemesinde yeterli boşluğu korumak için, iç takım yarıçapının önde gelen eğri veya yüzey için paya dahil edilmesi gerekir. Bu seçeneğin etkinleştirilmesi, takım yolunun radyal bir ofsetle yan yüzeye teğet kalmasını sağlayarak belirtilen paya takım yarıçapını ekleyecektir. |
|
|
|
|
Eksenel Kaydırma nedir? |
|
|
Eksenel Kaydırma, takımın ekseni boyunca uygulanan bir ofsettir. Kesme derinliğini ve takımın iş parçası ile temas noktasını kontrol etmek için kullanılabilir. Eksenel kaydırma için farklı yöntemler:
|
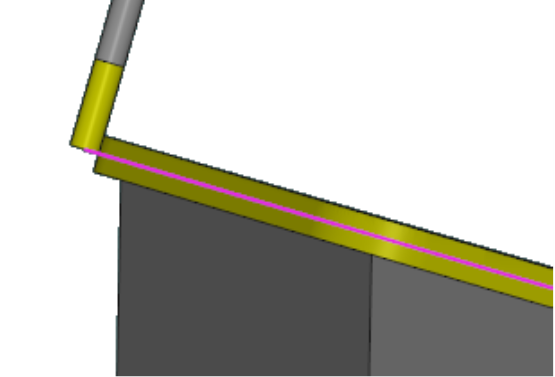
2 eğri arasında dönüştürme ve 90° eğim ve eksenel kaydırma yok
|
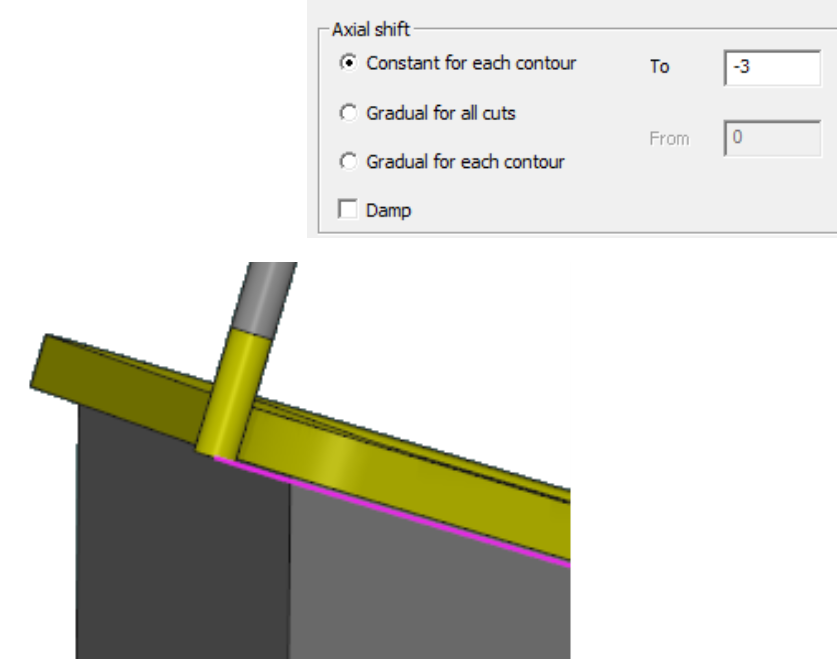
2 eğri arasında dönüştürme ve 90° eğim ve eksenel kaydırma -3 mm olarak ayarlandı
|
|