A hole model can be made more flexible with the use of formulas especially in the list of operations. To be able to create these formulas based on the holes' characteristics, whatever the hole shape, number of stages, and options defined, automatic referencing is required.
Delik Karakteristiklerine Referans Verme
GO2cam'deki referans verme otomatiktir ve aşağıdaki kuralları izler:
-
a harf parametreyi veya özelliği tanımlamak için ( mavi below)
-
a numara aşamaya göre ( kırmızı below)
Referansları göstermek için 3 aşamalı bir delik örneği aşağıda verilmiştir:
|
H : height of the stage Operasyon listesinde, Yükseklik ( H ) İşleme Derinliği ( P ). D : diameter of the stage Dc : diameter of the stage chamfer Ac : aperture angle of the stage chamfer R : radius in the bottom of the stage Kılavuz çekme aşaması için: D : tapping diameter Dd : drilling diameter Hi : tapping height Tp : tapping pitch Do : diameter of the inverse chamfer of the stage Ao : aperture angle of the inverse chamfer of the stage Ayrıca, yalnızca operasyon listesi için geçerli 2 parametre daha vardır: L0 : total length of the hole z0 : value added at the end of path to make the path longer and avoid a crater in machined surface. |
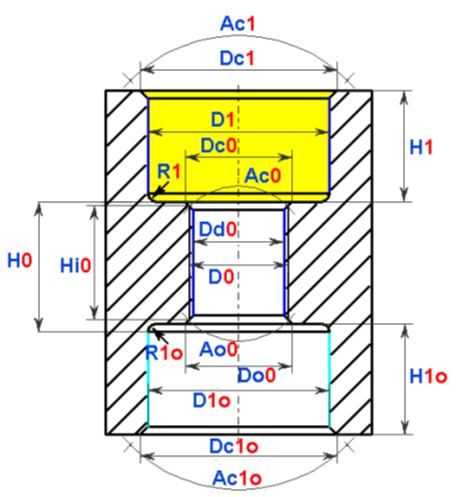
The stages are numbered 1 , 0 , 1o
|
Delik Parametrelerinin Tanımı
|
Kullanıcı Deliği oluşturma işlemi sırasında, her bir parametre diğer parametreleri kullanarak bir matematiksel formüle göre hesaplanabilir. Uyulması gereken sözdizimi:
|
|||||||
|
Matematiksel operatörler |
|||||||
|
sqr |
Kare |
max |
Maksimum |
acos |
Arkkosinüsler |
rnd |
Rastgele |
|
sqt |
Karekök |
min |
Minimum |
asin |
Arksinüsler |
log |
Ondalık Logaritma |
|
sin |
Sinüs |
mod |
Modül |
atan |
Arktanjant |
sgn |
İşaret |
|
cos |
Kosinüsler |
exp |
Üstel |
^ |
Güç |
round |
Yuvarlama |
|
tan |
Tanjant |
Ln |
Napierian Logaritması |
abs |
Mutlak değer |
trunc |
Kırpma |
|
|
|
|
|
int |
Tamsayı değeri |
|
|
|
İkili operatörler: |
Karşılaştırma operatörleri: |
Öncelik operatörleri: |
Mantıksal operatörler: |
||||
|
+ |
Toplama |
> |
Daha üstün |
( ve ) |
VEYA |
Mantık Veya |
|
|
- |
Çıkarma |
>= |
Eşit veya daha büyük |
Özel Değer: |
VE |
Mantık Ve |
|
|
/ |
Bölme |
< |
Daha düşük |
Pi |
XOR |
Özel Veya |
|
|
* |
Çarpma |
<= |
Eşit veya daha düşük |
|
DEĞİL |
Mantık Hayır |
|
|
= |
Atama |
<> |
Farklı |
|
|
|
|
|
== |
Eşitlik |
|
|
|
|
||
|
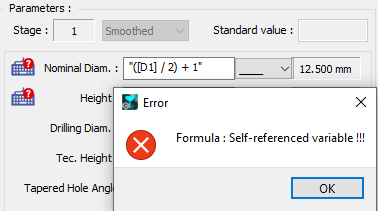
Hatalar: Parametre hesaplama formülünde kendi referansını kullanıyorsa, 'Kendi kendine referanslı değişken' hatası gösterilir. Benzer şekilde, bir parametre için tanımlanan değer çok küçükse bir hata gösterilir. Örneğin, pah çapı nominal çaptan daha düşük olarak tanımlanır: Dc1 = " [D1] – 1.5 " |
|
||||||
Operasyon Listesindeki Formüller ve Kısıtlamalar
Operasyonların parametreleri:
Parametreler 3 kategoriye ayrılır:
-
Delik tanımı : bir kısıtlamaya göre veya değil, deliğin birimi ve kalitesi, işleme derinliğinin tanımı. İlginç bir parametre ağırlık , bu da operasyonların konumlarını değiştirmeyi sağlar. Varsayılan olarak, tüm döngüler ' 0 ' olarak ayarlanmış bir ağırlığa sahiptir, bir operasyona ' 1 ' ağırlığı vermek, onu son konuma konumlandırmak anlamına gelir (1, 0'dan daha ağırdır). Bir döngüyü 1. konuma konumlandırmak için, ağırlığı ' -1 ’.
-
' değerine tanımlayın. Takım araması
-
: çapa maksimum bir değer tanımlayabilirsiniz. Strateji:
döngünün bekleme ve Z ofseti gibi çeşitli strateji parametrelerine erişim. Artımlı derinlik ilginçtir, hesaplamanızı bir formüle dayandırabilirsiniz, örneğin delme çapak alma işleminde, delik uzunluğunun onda birine eşit bir artış tanımlayabilirsiniz. Lütfen formül oluşturmaya ayrılmış yukarıdaki bölümü okuyun.
Hesaplama formülleri Koşullu formüller Aşama sayfalarında tanımlanan formüllerin aksine, bu formüller yalnızca hesaplama formülleri değildir. mümkündür, ancak buradaki büyük avantaj, kısıtlamalar oluşturma ve ardından birkaç parametre arasında bir bağımlılık
tanımlama yeteneğidir. H Deliğin her bir boyutsal parametresi bir referansla tanımlanır, tam liste daha önce verilmiştir. Orada açıklanan parametreler aynıdır, ancak aşama yüksekliklerini ( P )
) işleme derinlikleriyle (
-
L0 2 parametre bu listeye eklenir:
-
z0 : Deliğin toplam uzunluğu. Bu değer, bir model bir parçaya uygulandığında verilir.
|
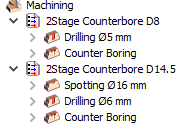
Durum : işleme sonunda uzunluk değeri. Bu değeri delik seçeneklerinde tanımlarsınız. Parametre sayesinde ' ', bir döngünün gerçekleştirilmesini kısıtlayabileceğiz bir formülle. İşte bir örnek: 2 aşamalı bir havşa delik. Delme çapı 10 mm'den büyükse, bir puntalama işlemi tanımlamak istiyoruz. : işleme sonunda uzunluk değeri. Bu değeri delik seçeneklerinde tanımlarsınız. Bunun için önce ' ' / ' ' sütunundaki onay kutusunu etkinleştirmemiz gerekir. Ardından, D1 olan parametreler listesinden delme çapını seçin. |
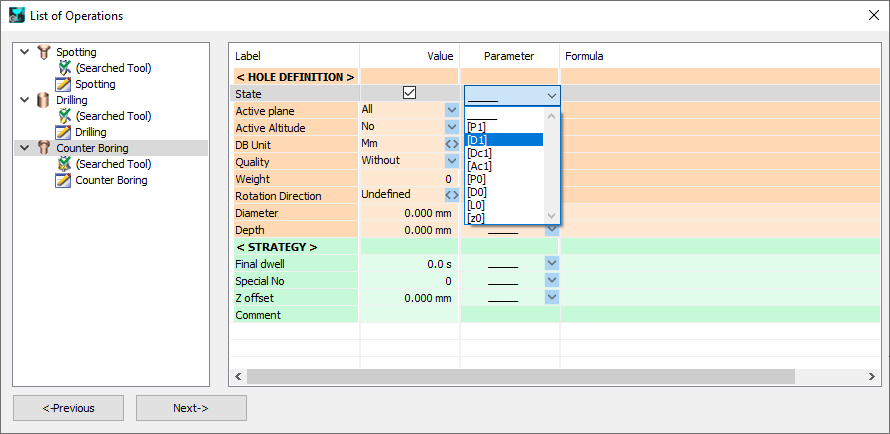
|
|
Formül alanına [D1]>10 girin. Operasyonlar listesinde, küçük beyaz işaretçi oku puntalama simgesine yerleştirilir, bu döngünün bir formülle kısıtlandığını belirtmek için . |
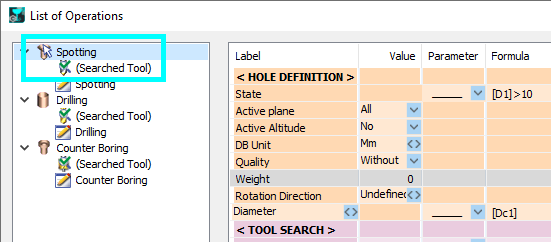
|
|
|
Bu modeli uygularken, alanları gerekli değerlerle doldurun ve operasyon listesi kısıtlamayı dikkate alarak oluşturulacaktır. İşte, farklı değerlere sahip 2 delik:
|
Alıştırma
İşte, operasyonlar listesindeki parametrik formülleri kullanma alıştırması. Standart altıgen soket başlı vida M3, M4, M5, M6, M8, M10, M12, M16, M20 ve daha fazlası için bir delik modeli oluşturacağız.
Delik, havşa açılmış, pahlanmış ve kılavuz çekilmiş bir deliktir.
2 operasyon listesi olacak, biri koşullu:
A. çapı 18'den küçük olan havşa için
B. çapı 18'den büyük olan havşa için.
|
Operasyon Listeleri |
|
|
A. Çap <= 18 |
B. Çap > 18 |
|
Pah Kırma Puntalama |
Puntalama |
|
Delme |
|
|
Havşa Açma |
Cep Boşaltma |
|
Kılavuz Çekme |
|
|
|
Pah Kırma / Enterpolasyon |
İşte havşa çapına göre operasyon listeleri tablosu:
|
Vida |
Havşa Çapı D1 |
Pah Kırma Puntalama |
Puntalama |
Delme Dd0 |
Havşa Açma |
Cep Boşaltma |
Kılavuz Çekme D0 |
Enterpolasyon ile Pah Kırma |
|
M3 |
8 |
X |
|
X |
X |
|
X |
|
|
M4 |
10 |
X |
|
X |
X |
|
X |
|
|
M5 |
11 |
X |
|
X |
X |
|
X |
|
|
M6 |
13 |
X |
|
X |
X |
|
X |
|
|
M8 |
18 |
X |
|
X |
X |
|
X |
|
|
M10 |
20 |
|
X |
X |
|
X |
X |
X |
|
M12 |
22 |
|
X |
X |
|
X |
X |
X |
|
M16 |
30 |
|
X |
X |
|
X |
X |
X |
|
M20 |
36 |
|
X |
X |
|
X |
X |
X |
|

|