General Information
|
표준에는 사용 가능한 모든 옵션을 관리하는 네 개의 구성 페이지가 있습니다.:
|
|
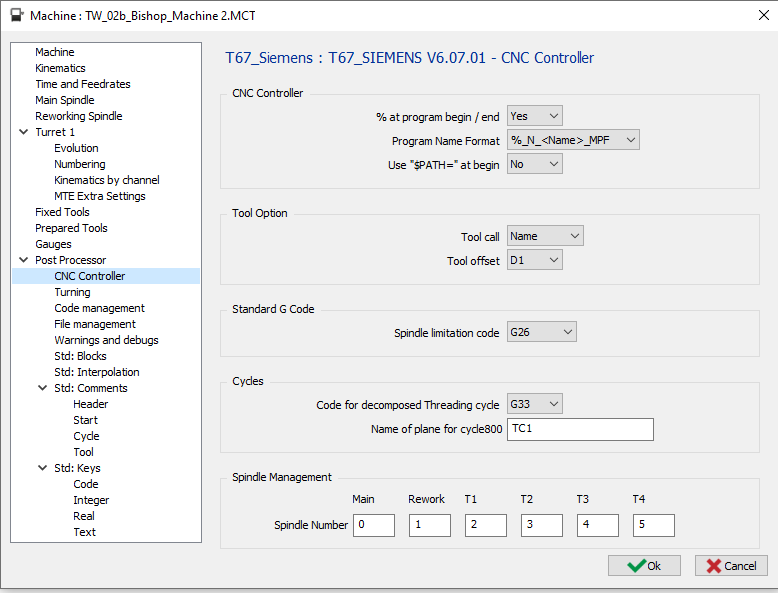
1 CNC Controller Page
|
1.1 CNC Controller - % at program begin / end
|
옵션 |
결과 |
|
아니오 |
N5 G00 G53 Z0 … … M30 |
|
예 |
% N5 G00 G53 Z0 … … M30 % |
1.2 CNC Controller - Program name format
Even if the % at program begin / end is deactivated in the option before, the 2 first options for the program name will output %
|
옵션 |
결과 |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0 … … |
|
없음 |
G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
프로그램 이름 형식이 “%_N_<name>_MPF”로 설정된 경우에만 옵션을 사용할 수 있습니다.
|
옵션 |
결과 |
|
아니오 |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
예 |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Tool Option – Tool Call
|
옵션 |
결과 |
|
번호 |
… … T01 M06 … … |
|
이름 |
… … T=”CNMG 04” M06 … … (칩 브레이킹 사이클) G83 Z-6 Q2000 F500 G80 … … |
1.5 Tool Option – Tool Offset
|
옵션 |
결과 |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standard G code – Spindle Limitation Code
|
옵션 |
결과 |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Cycles – Code for decomposed Threading Cycle
나사 가공 사이클을 생성기에서 “분해됨”으로 설정해야 합니다.
|
옵션 |
결과 |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Spindle Management – Spindle Number
다음에 대해 SETMS 함수에서 사용할 번호를 여기에 정의합니다.:
-
메인 메인 스핀들
-
재작업 재작업 스핀들
-
T1 첫 번째 터릿
-
T2 두 번째 터릿
-
T3 세 번째 터릿
-
T4 네 번째 터릿
번호가 0으로 설정된 경우 SETMS는 번호 없이 출력됩니다.
|
옵션 |
결과 |
|

|
… ;메인 스핀들 선택 SETMS … … ;재작업 스핀들 선택 SETMS(1) … … |

|
… ;메인 스핀들 선택 SETMS(5) … … ;재작업 스핀들 선택 SETMS(6) … … |
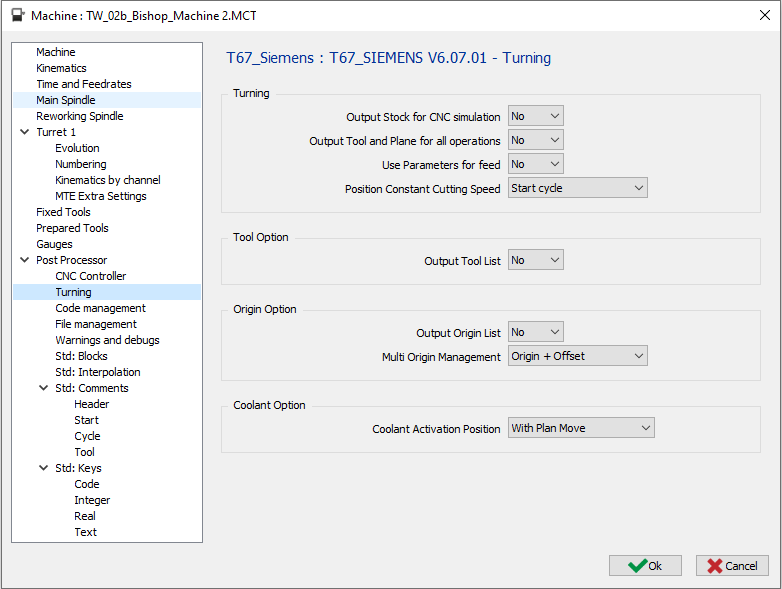
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
|
옵션 |
결과 |
|
아니오 |
%_N_PROG_MPF … … |
|
예 |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Turning – Output Tool and Plane for all operations
|
옵션 |
결과 |
|
아니오 |
… ;공구 1과 평면 1을 사용한 OP 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;공구 1과 평면 1을 사용한 OP 2 … |
|
예 |
… ;공구 1과 평면 1을 사용한 OP 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;공구 1과 평면 1을 사용한 OP 2 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Turning – Use Parameters for Feed
|
옵션 |
결과 |
|
아니오 |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
예 |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Turning – Position Constant Cutting Speed
|
옵션 |
결과 |
|
사이클 시작 |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
가공 시작 |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
옵션 |
결과 |
|
아니오 |
%_N_PROG_MPF … … |
|
예 |
%_N_PROG_MPF ;공구 목록 시작 ;T1 CMNG 04 ;T2 ... ;T2 ... ;공구 목록 끝 … … |
2.6 Origin Option – Output Origin List
|
옵션 |
결과 |
|
아니오 |
%_N_PROG_MPF … |
|
예 |
%_N_PROG_MPF ;원점 목록 시작 ;G54 ;G55 ;... ;원점 목록 끝 … |
2.7 Origin Option – Multi Origin Management
|
옵션 |
결과 |
|
원점만 |
% O1000 … G54 … |
|
원점 + 오프셋 |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTE 없이:
부품에 정의된 각 원점에 대해 옵션이 “원점만”으로 설정된 경우 다른 G 코드(G54, 그런 다음 G55, G56…)를 출력합니다. 즉, CNC에서 관리하는 원점 수에 제한됩니다. 더 많은 원점을 사용할 수 있는 경우 두 번째 옵션인 “원점 + 오프셋”을 사용해야 합니다.
옵션이 “원점 + 오프셋”으로 설정된 경우 G54만 출력하고 TRANS로 오프셋합니다.
MTE 사용:
원점은 다음 구문 “$G54_”을 사용하여 원점 이름에 정의할 수 있습니다. 즉, G54가 NC 프로그램에 사용됩니다. 디코딩된 이름이 정의되지 않은 경우 기본 원점 G54를 출력합니다.
"원점 + 오프셋"을 사용하는 경우 모든 작업에 대해 하나의 원점만 사용해야 합니다. 모든 오프셋은 참조 평면 원점 또는 단일 원점에서 계산되기 때문입니다.
밑줄 뒤에 모든 텍스트를 추가하여 오프셋을 인식할 수 있습니다. “$G54_Up”, “$G54_Right”, …
5축 머신 사용:
출력하도록 설정된 경우 원점 오프셋은 기울어진 평면 함수 Cycle800으로 출력됩니다. 즉, TRANS는 출력되지 않습니다.
2.8 Coolant Option – Coolant Activation Position
두 번째 및 세 번째 옵션은 선반 가공 작업에 대해 동일한 출력을 제공합니다.
라이브 툴을 사용하는 밀링 작업에서는 차이가 있습니다.
|
옵션 |
선반 가공 작업 |
밀링 작업(라이브 툴) |
|
스핀들 사용 |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
평면 이동 사용 |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
플런지 이동 사용 |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
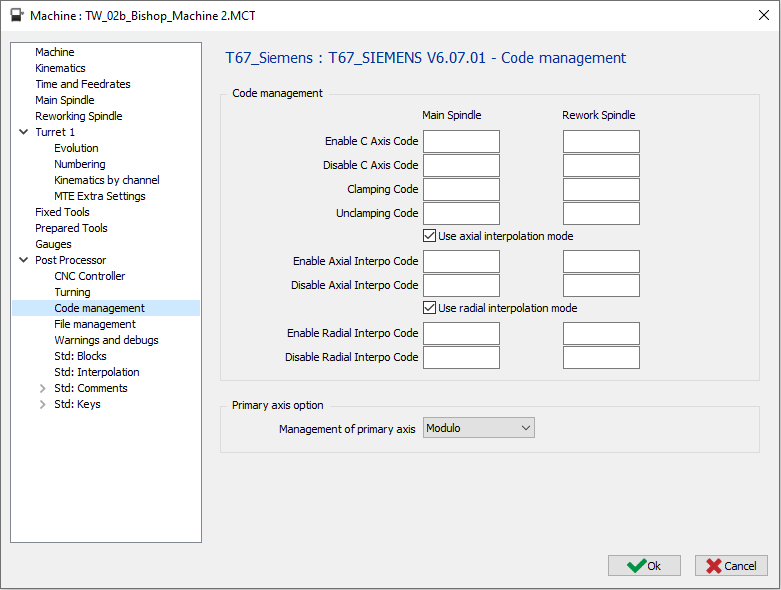
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
옵션 |
결과 |
|
“비어 있음” |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
옵션 |
결과 |
|
“비어 있음” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
|
옵션 |
결과 |
|
“비어 있음” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
|
옵션 |
결과 |
|
“비어 있음” |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
머신에 TRANSMIT 옵션이 없는 경우 분해된 방식으로 출력할 수 있습니다.
원형 보간은 출력되지 않으므로 공구 오프셋을 사용하지 마십시오.
|
옵션 |
결과 |

|
TRANSMIT를 사용하여 축 방향 작업 출력 |

|
분해된 축 방향 작업 출력 |
3.6 Code Management – Enable Axial Interpo Code
필드가 비어 있는 경우 기본적으로 사용되는 코드는 TRANSMIT입니다.
|
옵션 |
결과 |
|
“비어 있음” |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Code Management – Disable Axial Interpo Code
필드가 비어 있는 경우 기본적으로 사용되는 코드는 TRAFOOF입니다.
|
옵션 |
결과 |
|
“비어 있음” |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Code Management – Use radial interpolation mode
머신에 TRACYL 옵션이 없는 경우 분해된 방식으로 출력할 수 있습니다.
원형 보간은 출력되지 않으므로 공구 오프셋을 사용하지 마십시오.
|
옵션 |
결과 |

|
G107을 사용하여 축 방향 작업 출력 |

|
분해된 축 방향 작업 출력 |
3.9 Code Management – Enable Radial Interpo Code
필드가 비어 있는 경우 기본적으로 사용되는 코드는 TRACYL(…)입니다.
|
옵션 |
결과 |
|
“비어 있음” |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Code Management – Disable Radial Interpo Code
필드가 비어 있는 경우 기본적으로 사용되는 코드는 TRAFOOF입니다.
|
옵션 |
결과 |
|
“비어 있음” |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Primary axis option – Management of primary axis
|
옵션 |
결과 |
|
모듈로 |
… C0 … C359 C0 … |
|
선형 |
… C0 … C359 C360 … |
|
증분 |
… C0 … C=IC(1) C=IC(1) … |
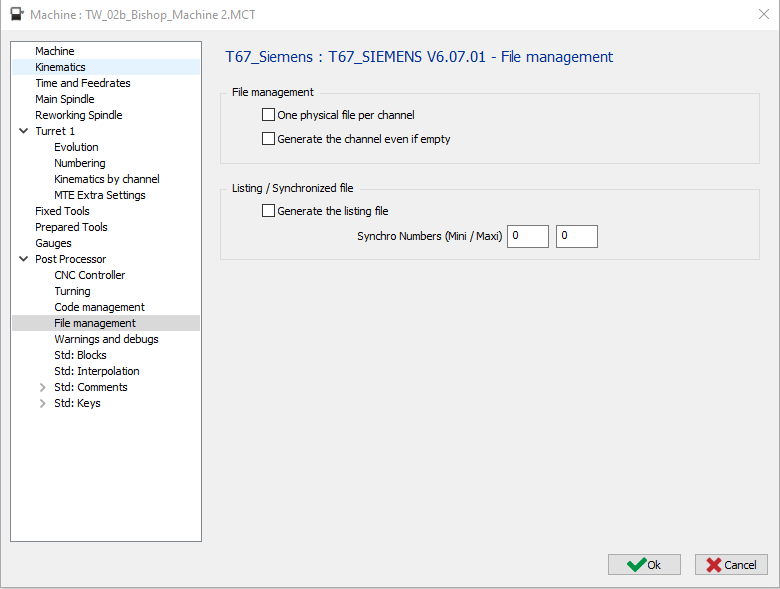
4 File management page
|
4.1 File Management – One physical File per Channel
|
옵션 |
파일 1 |
파일 2 |
|
|
O1000 (첫 번째 채널 프로그램) … … M30
O1001 (두 번째 채널 프로그램) … … M30 |
|
|
|
O1000 (첫 번째 채널 프로그램) … … M30 |
O1001 (두 번째 채널 프로그램) … … M30 |
4.2 File Management – Generate the channel even if empty
|
옵션 |
결과 |
|
|
채널이 비어 있는 경우 프로그램이 출력되지 않습니다. |
|
|
채널이 비어 있는 경우 프로그램이 출력됩니다(하지만 비어 있음 (O1001과 M30만 출력됨) |
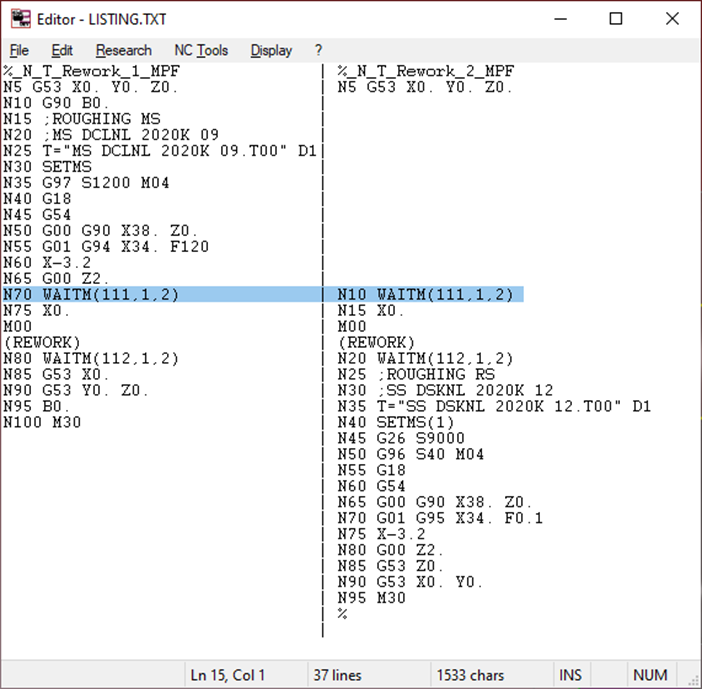
4.3 Listing / Synchronized File – Generate the Listing File
싱크로 번호 최소값 및 최대값을 설정하여 목록을 출력해야 합니다.
|
옵션 |
결과 |
|
|
채널 간의 동기화를 보려면 파일을 생성하지 마십시오. |
|
|
채널 간의 동기화를 보려면 파일을 생성합니다. |
Listing.TXT라는 이름의 파일이 생성되어 표시됩니다.
|
목록/동기화 파일 – 동기화 번호(최소/최대)
여기에 동기화 번호를 정의합니다(예: 500 – 540)
포스트 프로세서는 Listing.TXT 파일을 생성하기 위해 이러한 최소값과 최대값 사이의 동기화 번호를 검색합니다.
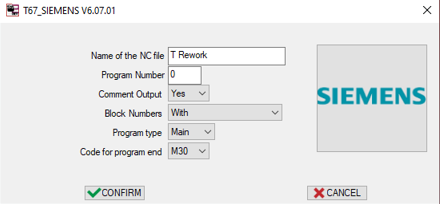
5 Launch page
|
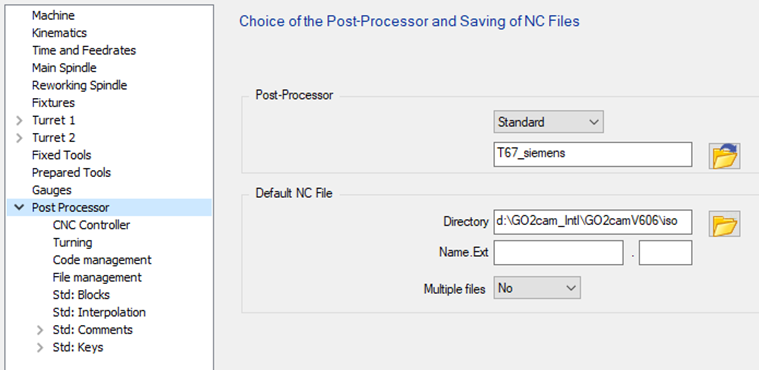
5.1 Name of the NC File : Define here the Name of the generated NC file.
확장자는 MCF 구성에서 정의해야 합니다.
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
옵션 |
결과 |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Comment Output
|
옵션 |
결과 |
|
아니오 |
… T01 D01 M06 … |
|
예 |
… ;페이싱 ;CNMG 04 T01 D01 M06 … |
5.4 Block Numbers
|
옵션 |
결과 |
|
사용 |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
사용 안 함 |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
공구 교체만 |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Program Type
|
옵션 |
결과 |
|
메인 |
% MPF1 … … M30 |
|
서브 |
% SPF1 … … M17 |
5.6 Code for Program End :
|
옵션 |
결과 |
|
M30 |
… M30 % |
|
M02 |
… M02 % |