1 General Information
|
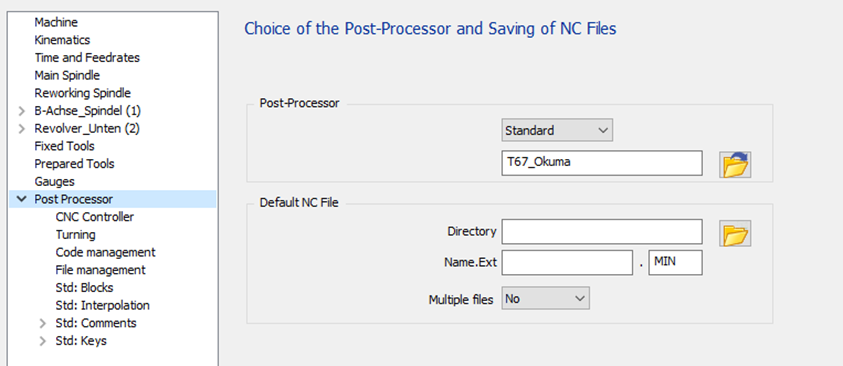
표준에는 사용 가능한 모든 옵션을 관리하기 위한 4개의 구성 페이지가 있습니다.:
|
|
2 CNC Controller page

|
2.1 CNC Controller - Program Name as comment
|
옵션 |
결과 |
|
번호 |
… … M30 % |
|
예 |
(PART NAME) … … M30 % |
3 Turning page
|
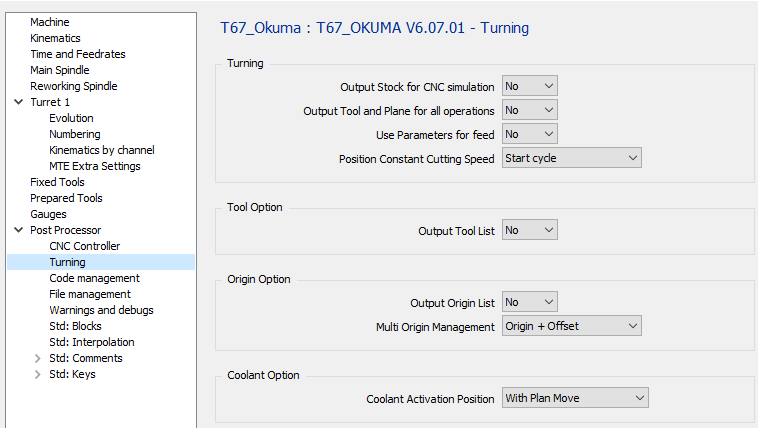
3.1 Turning – Output Stock for CNC Simulation
T67_Okuma 표준 포스트 프로세서에 대한 재고 출력 없음.
|
옵션 |
결과 |
|
번호 |
T0101 … … |
|
예 |
T0101 … … |
3.2 Turning – Output Tool and Plane for all operations
|
옵션 |
결과 |
|
번호 |
O1000 (FACE) TD=010001 M323 G00 X20 Z2 … … (ROUGH) G00 X20 Z2 … … |
|
예 |
O1000 (FACE) TD=010001 M323 G00 X20 Z2 … … (ROUGH) TD=010001 M323 G00 X20 Z2 … … |
3.3 Turning – Use Parameters for Feed
|
옵션 |
결과 |
|
번호 |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
예 |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Turning – Position Constant Cutting Speed
|
옵션 |
결과 |
|
사이클 시작 |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
가공 시작 |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Tool Option – Output Tool List
|
옵션 |
결과 |
|
번호 |
… TD=010001 M323 … … |
|
예 |
… (START TOOL LIST) (T1 CMNG 04) (T2 ...) (T3 ...) (END TOOL LIST) TD=010001 M323 … … |
3.6 Origin Option – Output Origin List
No output for T67_Okuma standard
3.7 Origin Option – Multi Origin Management
표준 T67_Okuma에 대한 변경 사항 없음. 오쿠마에서 다중 원점 관리 없음.
|
옵션 |
결과 |
|
원점만 |
… |
|
원점 + 오프셋 |
… |
B축 머신 사용 시:
원점 오프셋은 G 코드 G174를 사용하여 기울어진 평면 함수 G127로 출력됩니다.
3.8 Coolant Option – Coolant Activation Position
두 번째 및 세 번째 옵션은 선삭 작업에 대해 동일한 출력을 제공합니다.
라이브 툴을 사용하는 밀링 작업에서는 차이가 있습니다.
|
옵션 |
선삭 작업 |
밀링 작업 (라이브 툴) |
|
스핀들 사용 시 |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
평면 이동 사용 시 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
플런지 이동 사용 시 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
4 Code management page
|
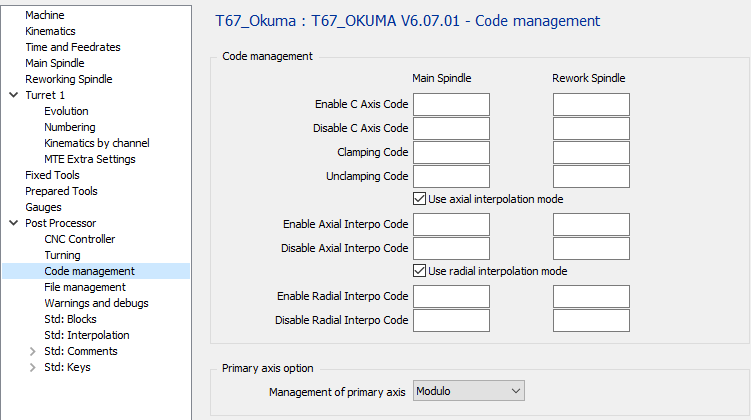
4.1 Code Management – Enable C Axis Code
필드가 비어 있으면 기본 코드는 M110입니다.
|
옵션 |
결과 |
|
"비어 있음" |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Code Management – Disable C Axis Code
필드가 비어 있으면 기본 코드는 M109입니다.
|
옵션 |
결과 |
|
"비어 있음" |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Code Management – Clamping Code
필드가 비어 있으면 기본 코드는 M147입니다.
|
옵션 |
결과 |
|
"비어 있음" |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Code Management – Unclamping Code
필드가 비어 있으면 기본 코드는 M146입니다.
|
옵션 |
결과 |
|
"비어 있음" |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Code Management – Use axial interpolation mode
머신에 축 보간을 출력하는 코드가 없으면 분해하여 수행할 수 있습니다.
원형 보간은 출력되지 않으므로 공구 오프셋을 사용하지 마십시오.
|
옵션 |
결과 |

|
보간을 사용한 축 방향 작업 출력 |

|
분해된 축 방향 작업 출력 |
4.6 Code Management – Enable Axial Interpo Code
|
옵션 |
결과 |
|
"비어 있음" |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Code Management – Disable Axial Interpo Code
|
옵션 |
결과 |
|
"비어 있음" |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Code Management – Use radial interpolation mode
머신에 보간을 사용하는 코드 옵션이 없으면 분해하여 수행할 수 있습니다.
원형 보간은 출력되지 않으므로 공구 오프셋을 사용하지 마십시오.
|
옵션 |
결과 |

|
보간을 사용한 축 방향 작업 출력 |

|
분해된 축 방향 작업 출력 |
4.9 Code Management – Enable Radial Interpo Code
|
옵션 |
결과 |
|
"비어 있음" |
… … |
|
G107 |
… G107 … |
4.10 Code Management – Disable Radial Interpo Code
|
옵션 |
결과 |
|
"비어 있음" |
… … |
|
G107 |
… G107 C0 … |
4.11 Primary axis option – Management of primary axis
|
옵션 |
결과 |
|
모듈로 |
… C0 … C359 C0 … |
|
선형 |
… C0 … C359 C360 … |
|
증분 |
머신에서 관리하지 않음. 모듈로가 사용됩니다 |
5 File management page
|
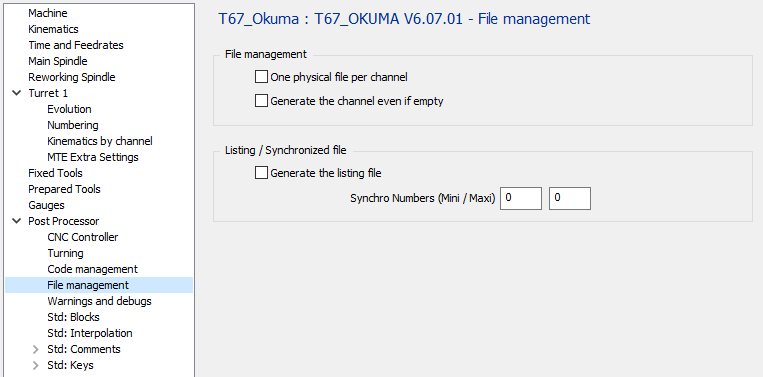
5.1 File Management – One physical File per Channel
|
옵션 |
파일 1 |
파일 2 |
|
|
(FIRST CHANNEL PROGRAM) … … M30
(SECOND CHANNEL PROGRAMM) … … M30 |
|
|
|
(FIRST CHANNEL PROGRAM) … … M30 |
(SECOND CHANNEL PROGRAMM) … … M30 |
5.2 File Management – Generate the channel even if empty
|
옵션 |
결과 |
|
|
채널이 비어 있으면 프로그램 출력이 없습니다. |
|
|
채널이 비어 있으면 프로그램이 출력되지만 비어 있습니다. (Just O1001 and M30 will be output) |
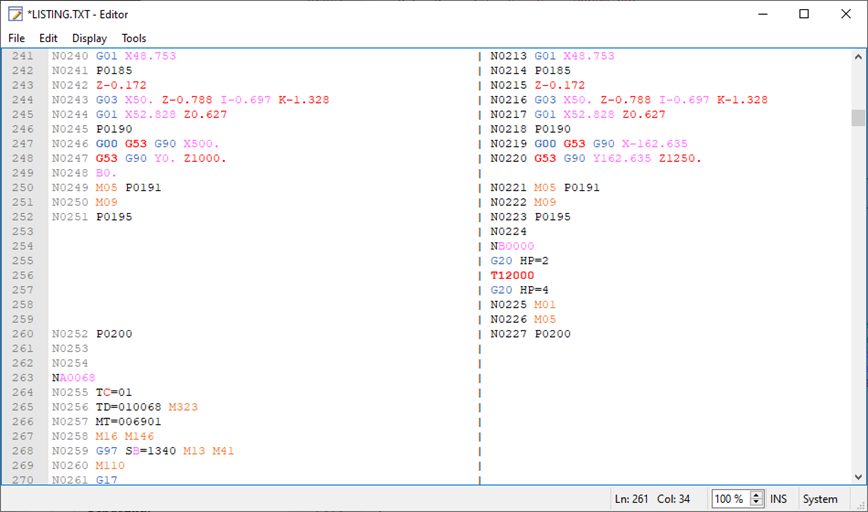
5.3 Listing / Synchronized File – Generate the Listing File
리스트를 출력하려면 Synchro Number mini & maxi를 설정해야 합니다.
|
옵션 |
결과 |
|
|
채널 간의 동기화를 보려면 파일을 생성하지 마십시오. |
|
|
채널 간의 동기화를 보려면 파일을 생성합니다. |
Listing.TXT라는 이름의 파일이 임시로 생성되어 표시됩니다.
|
5.4 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
여기에 동기화 번호(예: 1 – 9000)를 정의합니다.
포스트 프로세서는 Listing.TXT 파일을 생성하기 위해 이러한 최소값과 최대값 사이의 동기화 번호를 검색합니다.
6 Launch page
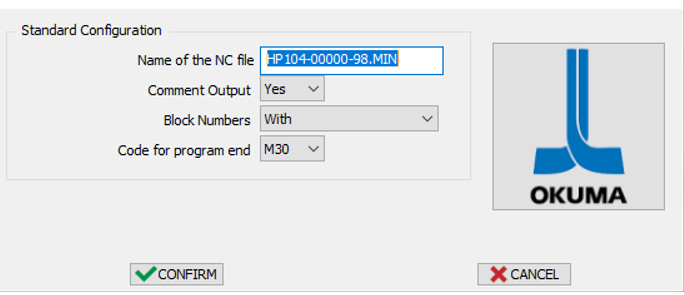
|
6.1 Name of the NC File
여기에 생성된 NC 파일의 이름을 정의합니다.
확장자는 MCF 구성에서 정의됩니다.
6.2 Comment Output
|
옵션 |
결과 |
|
번호 |
… … TD=010001 M323 … … |
|
예 |
… … (FACING) (CNMG 04) T0101 … … |
6.3 Block Numbers
|
옵션 |
결과 |
|
사용 시 |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
사용하지 않을 때 |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
공구 교환만 |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Code for Program End
|
옵션 |
결과 |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
7 Specific informations
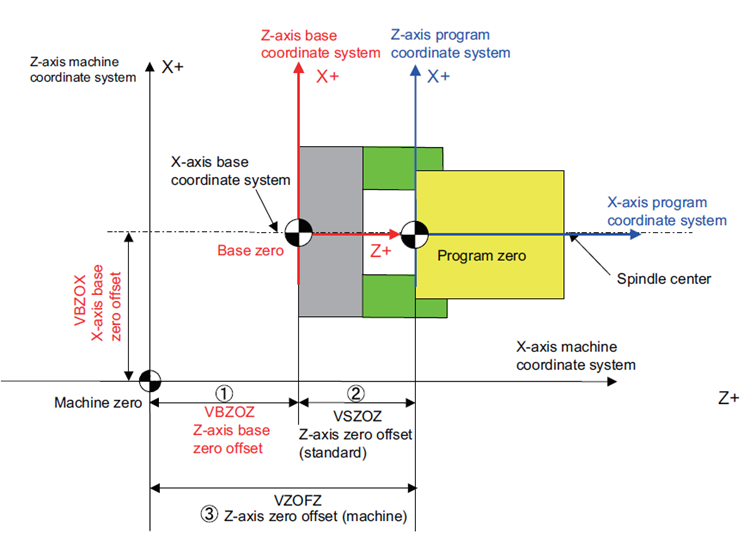
7.1 MTE movement from the machine origin
점이 머신의 축 시스템에 주어지기 때문에, 180도가 아닌 2개의 터릿이 있는 경우 터릿 축 시스템에서 올바른 값을 출력하려면 X 값을 다시 계산해야 합니다.
오쿠마 머신에는 프로그램 원점을 사용하지 않습니다. 머신 원점에서 고정점을 프로그래밍할 수 있도록 머신 변수를 사용하여 프로그래밍해야 합니다.
공구 오프셋도 취소해야 합니다.
공구 오프셋 없이 머신 제로를 기준으로 Z 위치를 프로그래밍하려면 다음 라인을 프로그래밍해야 합니다.:
Z=[<Z position to reach> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<X position to reach> - VZOFX – VZSHX- VETFX]
VZSHZ는 활성 오프셋에 추가된 현재 시프팅입니다.
VETFZ는 Z축의 현재 활성 공구 오프셋입니다.
|