|
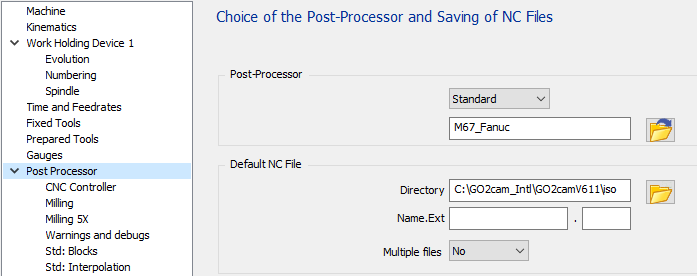
표준에는 사용 가능한 모든 옵션을 관리하는 세 개의 구성 페이지가 있습니다. 첫 번째 페이지 "CNC 컨트롤러"는 CNC 옵션에 관한 것입니다. 두 번째 페이지 "밀링"을 통해 밀링, 공구, 절삭유 및 원점에 대한 출력을 조정할 수 있습니다. 세 번째 페이지 "밀링"은 5축 매개변수에 관한 것입니다. |
|
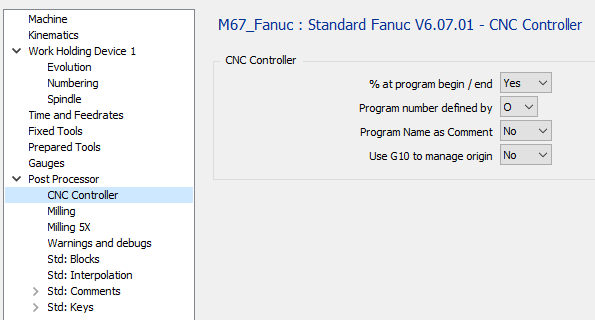
CNC 컨트롤러 페이지
CNC 컨트롤러 섹션
|
프로그램 시작/끝에서 %
|
옵션 |
결과 |
|
번호 |
O1000 … M30 |
|
예 |
% O1000 … M30 % |
정의된 프로그램 번호
|
옵션 |
결과 |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
주석으로 프로그램 이름
|
옵션 |
결과 |
|
번호 |
% O1000 … M30 % |
|
예 |
% O1000 (PART NAME) … M30 % |
원점 관리에 G10 사용
|
옵션 |
결과 |
|
번호 |
% O1000 … M30 % |
|
예 |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
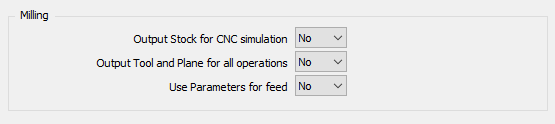
밀링 페이지
밀링 섹션
|
CNC 시뮬레이션을 위한 출력 스톡
|
옵션 |
결과 |
|
번호 |
% O1000 … |
|
예 |
% O1000 G1902 B26.0 D26.0 H10.0 I13.0 J13.0 … |
모든 작업에 대한 출력 공구 및 평면
|
옵션 |
결과 |
|
번호 |
(OP 1 WITH TOOL 1 AND PLANE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 WITH TOOL 1 AND PLANE 1) … |
|
예 |
(OP 1 WITH TOOL 1 AND PLANE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 WITH TOOL 1 AND PLANE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … |
피드에 대한 매개변수 사용
|
옵션 |
결과 |
|
번호 |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
예 |
#1 = 200 #2 = 160 T1 M6 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
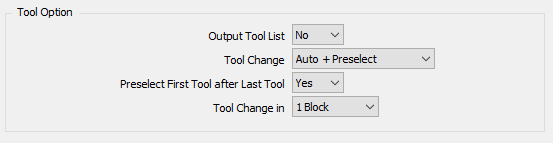
공구 옵션 섹션
|
출력 공구 목록
|
옵션 |
결과 |
|
번호 |
% O1000 … |
|
예 |
% O1000 (START TOOL LIST) (T01 END MILL D10) (T02 DRILL D08) … (END TOOL LIST) … |
공구 교환
|
옵션 |
결과 |
|
수동 |
… M00 … |
|
자동 |
… T01 M06 … |
|
자동 + 사전 선택 |
… T01 M06 T02 … |
마지막 공구 후 첫 번째 공구 사전 선택
|
옵션 |
결과 |
|
번호 |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 … M30 |
|
예 |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 T01 … M30 |
공구 교환 위치
|
옵션 |
결과 |
|
1 블록 |
… T01 M06 … |
|
2 블록 |
… T05 M06 … |
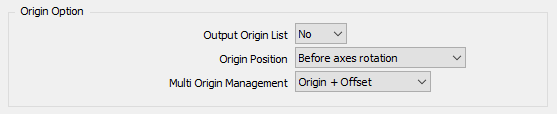
원점 옵션 섹션
|
출력 원점 목록
|
옵션 |
결과 |
|
번호 |
% O1000 … |
|
예 |
% O1000 (START ORIGIN LIST) (G54) (G55) (END ORIGIN LIST) … |
원점 위치
|
옵션 |
결과 |
|
축 회전 후 |
G68.2 P1 X0. Y0. Z0. J0. K0. … G54 |
|
축 회전 전 |
G54 … G68.2 P1 X0. Y0. Z0. J0. K0. |
다중 원점 관리
|
옵션 |
결과 |
|
원점만 |
% O1000 … G54 … |
|
원점 + 오프셋 |
% O1000 … G54 G52 X10 Y20 Z10 … |
MTE 없이 :
옵션이 부품에 정의된 각 원점에 대해 "원점만"으로 설정된 경우, G54, G55, G56 등과 같은 다른 G 코드가 출력됩니다. 즉, CNC에서 관리하는 원점 수에 제한됩니다. 더 많은 원점을 사용하려면 두 번째 옵션인 "원점 + 오프셋"을 사용해야 합니다.
"원점 + 오프셋"으로 설정하면 G54만 출력되고 G158로 오프셋됩니다.
MTE 사용 :
원점은 다음 구문을 사용하여 원점 이름으로 정의할 수 있습니다. "$G54_" 이는 NC 프로그램에서 G54가 사용됨을 의미합니다. 디코딩된 이름이 정의되지 않은 경우 기본 원점 G54를 출력합니다.
"원점 + 오프셋"을 사용하는 경우 모든 작업에 대해 하나의 원점만 사용해야 합니다. 모든 오프셋은 참조 평면 원점 또는 단일 원점에서 계산되기 때문입니다.
밑줄 뒤에 원하는 텍스트를 추가하여 오프셋을 인식할 수 있습니다. "$G54_Up", "$G54_Right" 등...
5축 머신 사용:
기울어진 평면 기능 G68.1이 출력되도록 설정된 경우 원점 오프셋이 출력됩니다. 따라서 G52는 출력되지 않습니다.
냉각수 옵션 섹션

|
냉각수 활성화 위치
|
옵션 |
결과 |
|
스핀들 사용 |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
평면 이동 사용 |
… T01 M06 S8000 M03 G00 X.. Y.. M08 G43 H1 Z.. … |
|
플런지 이동 사용 |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
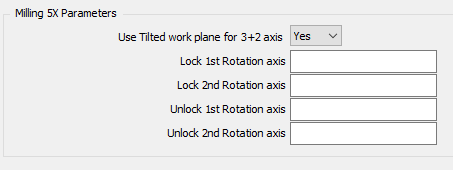
밀링 5X 페이지
밀링 5X 매개변수
|
3+2 축에 기울어진 작업 평면 사용
|
옵션 |
결과 |
|
번호 |
… T01 M06 C180 B-90 … |
|
예 |
… T01 M06 G69 G49 G68.2 P1 X.. Y.. Z.. I-90 K180 G53.1 … |
회전 축
|
옵션 |
결과 |
옵션 |
결과 |
|
잠금 1 st 회전 축 |
잠금 2 nd 회전 축 |
||
|
비어 있음 |
… C180 … |
비어 있음 |
… B-90 … |
|
"M10" |
… C180 M10 … |
"M12" |
… B-90 M12 … |
|
잠금 해제 1 st 회전 축 |
잠금 해제 2 nd 회전 축 |
||
|
비어 있음 |
… C180 … |
비어 있음 |
… B-90 … |
|
"M11" |
… M11 C180 … |
"M13" |
… M13 B-90 … |
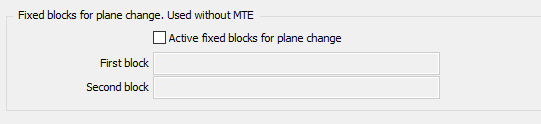
평면 변경을 위한 고정 블록(MTE 없이 사용)
|
평면 변경을 위한 활성 고정 블록
이 옵션은 머신 구성에 정의된 키네마틱이 없는 경우에만 사용됩니다.
|
옵션 |
결과 |
|
체크 |
정의된 고정 블록은 평면이 변경되면 출력됩니다 |
|
체크 해제 |
평면이 변경되면 표준 블록이 출력됩니다. G00 G91 G28 Z0 |
첫 번째 및 두 번째 블록
표준 출력을 피하려면 고정 블록을 활성화하는 옵션을 선택하고 첫 번째 및 두 번째 블록 필드를 비워 둡니다.
|
옵션 |
결과 |
|
비어 있음 |
… … |
|
"G00 Z100" |
… G00 Z100 … |
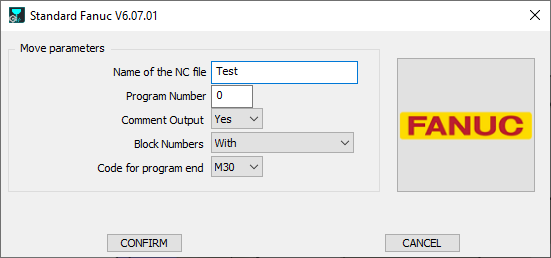
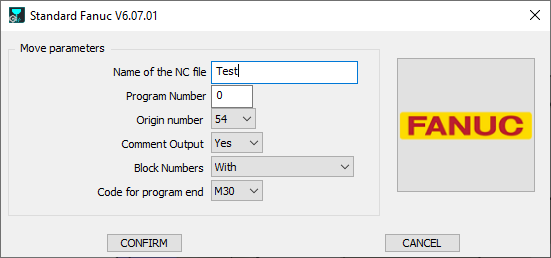
시작 페이지
|
머신 키네마틱 정의 사용 |
머신 키네마틱 정의 없이 |
|
|
NC 파일 이름
여기에 생성된 NC 파일의 이름을 정의합니다. 확장자는 MCF 구성에서 정의해야 합니다.
프로그램 번호
0으로 정의된 경우 프로그램 이름이 1로 설정됩니다.
|
옵션 |
결과 |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
원점 번호
이 매개변수는 머신 파일에 키네마틱이 정의되지 않은 경우에만 사용됩니다. 이 매개변수는 NC 프로그램에서 사용되는 첫 번째 원점을 정의합니다.
다중 원점을 처리하는 매개변수가 "원점만"으로 설정된 경우 평면이 변경될 때 원점 번호가 증가합니다.
|
옵션 |
8055까지의 결과 |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
주석 출력
|
옵션 |
결과 |
|
번호 |
… T1 M6 … |
|
예 |
… (FACING) (END MILL D12) T01 M06 … |
블록 번호
|
옵션 |
결과 |
|
사용 |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
사용 안 함 |
O1000 T01 M06 G0 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
공구 변경만 |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
프로그램 종료 코드
|
옵션 |
결과 |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |