소개
부품이 제대로 가공되도록 메인 척의 위치를 정의해야 합니다.
가공 시작 시 소재는 바 피더에 의해 밀려나고 파팅 공구의 위치가 바를 멈춥니다.
이 시점에서 메인 스핀들은 바를 풀고, 부품을 가공하기에 충분한 소재 오버런을 갖도록 위치에 도달하기 위해 뒤로 물러나고, 부품을 가공하기 위해 바를 클램핑합니다.
최소 소재 오버런 값은 아래 2가지 경우에 대해 논의됩니다.
케이스 1: 가이드 부시 없음
|
부품 가공을 위한 최소 소재 오버런: 페이싱 허용량 + 마무리 부품 길이 + 파팅 허용량 + 파팅 공구 폭 메인 스핀들의 최대 위치가 파팅 공구에 도달할 수 없으므로, 오버런 위치에 파팅 공구와 메인 스핀들 노즈 사이의 거리를 추가해야 합니다. . 가공 중에 과도한 이동이 발생하지 않도록 안전 값을 추가할 수도 있습니다. 이 안전 값은 너무 크지 않아야 합니다. 그렇지 않으면 가공되지 않은 바의 길이가 더 길어집니다. |
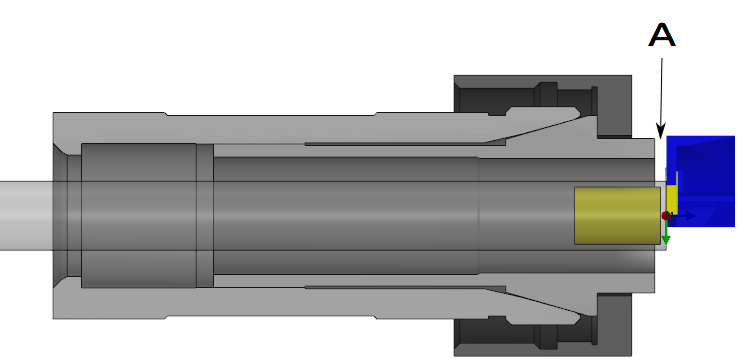
A - 파팅 공구와 메인 스핀들의 최대 위치 사이의 거리 |
|
값의 샘플 예:
오버런 값은 20.7mm 이상이어야 합니다.
|
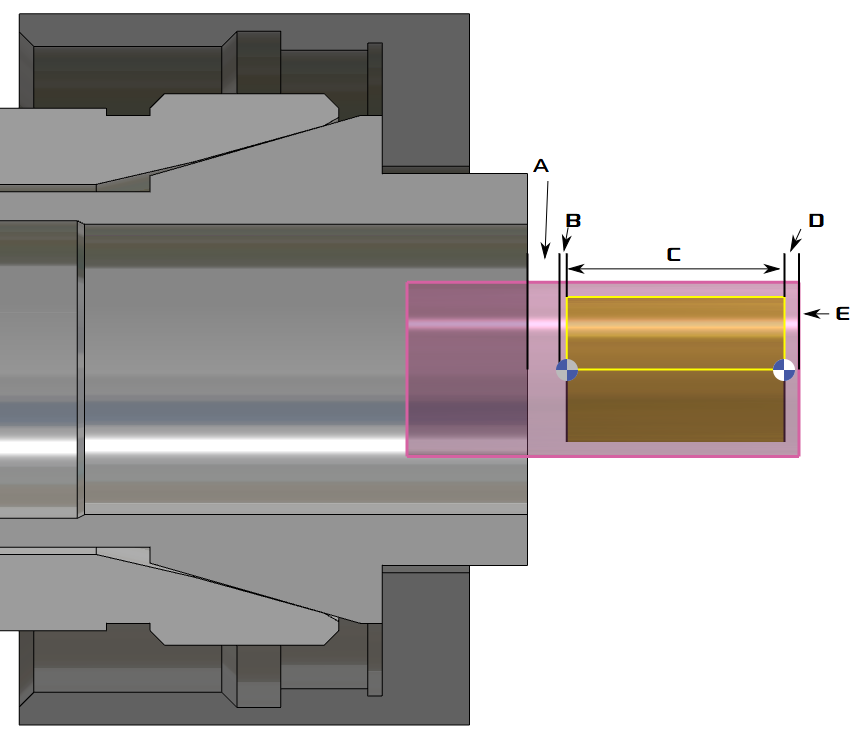
A - 파팅 공구 폭 B - 파팅 허용량 C - 마무리 부품 길이 D - 페이싱 허용량 E - 참조 파팅 공구 |
케이스 2: 가이드 부시 포함
|
계산된 규칙은 동일하지만 가이드 부시가 있으므로 파팅 공구와 메인 스핀들 노즈 사이의 거리가 더 큽니다. 값의 샘플 예:
오버런 값은 182.7mm 이상이어야 합니다. |
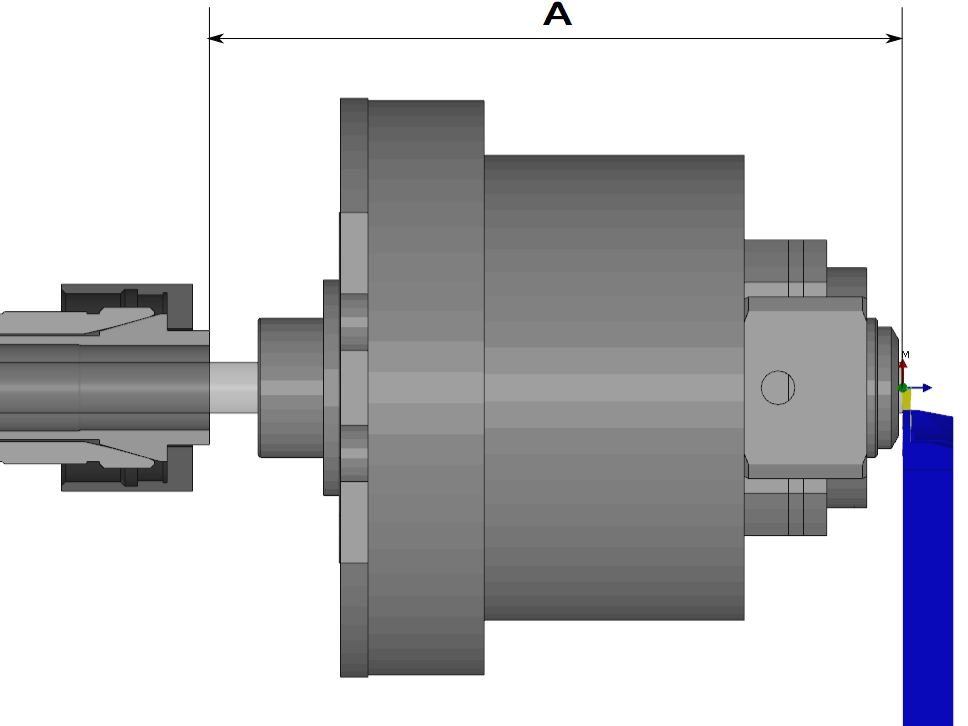
A - 파팅 공구와 메인 스핀들의 최대 위치 사이의 거리 |