|
|
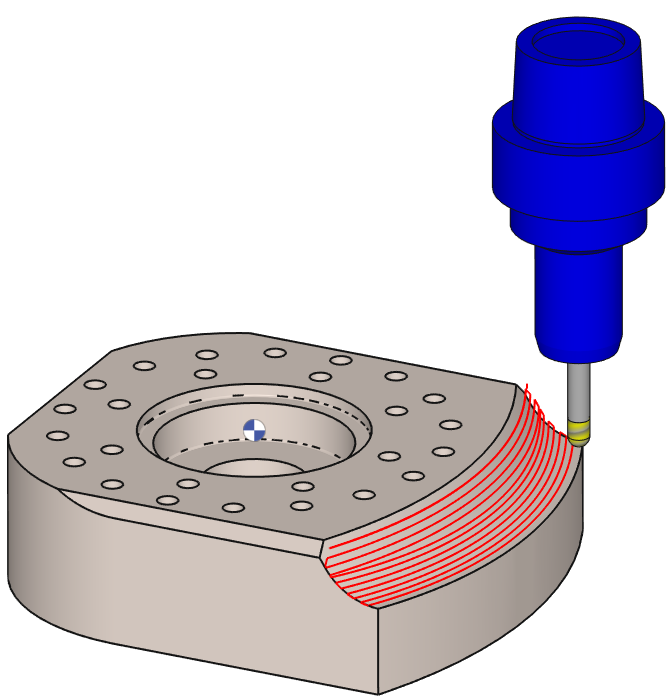
Iso파라메트릭은 면의 자연스러운 방향, 즉 U 및 V Iso파라메트릭 곡선을 존중하는 정삭 작업입니다. 이 사이클은 2 X ½를 따라 수행됩니다. |
주요 포인트
주요 제약 조건은 이 공구 경로가 국부 영역에서는 효율적이지만 여러 면에서는 매우 민감하다는 것입니다. |
|
|
|
전략 매개변수
|
대화 영역 |
매개변수 |
|
|
Iso파라메트릭 전략 |
체인 계수 |
지그재그 경로 |
|
HSM 가공 |
HSM 반지름 |
|
|
간섭 감지 |
|
|
|
겹침 계산 |
||
|
허용 오차 |
법선 소재 허용량 |
|
|
정지면에 허용 오차 |
||
이동 매개변수
기술 매개변수
|
대화 영역 |
매개변수 |
|
|
커팅 조건 |
품질 |
가공 속도 |
|
피이드레이트/잇수 |
스핀들 방향 |
|
|
레벨 |
스핀들 속도 |
|
|
피이드레이트 |
||
|
Sp. 속도 범위 |
||
|
|
||
|
공구 번호 매기기 |
공구 번호 |
특정 번호 |
|
길이 보정 번호 |
직경 보정 번호 |
|
|
사용자 필드 |
Comment |
제어 장치 |
|
밀링 세트 |
|
|
