|
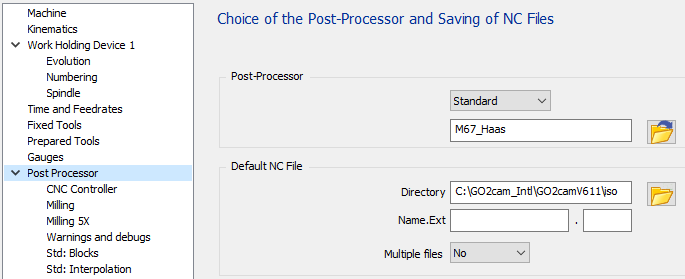
標準には、利用可能なすべてのオプションを管理するための3つの設定ページがあります。 最初のページ「CNCコントローラ」はCNCオプションに関するものです。 2番目のページ「フライス加工」では、フライス加工、工具、クーラント、原点の出力に適応できます。 3番目のページ「フライス加工」は5軸パラメータに関するものです。 |
|
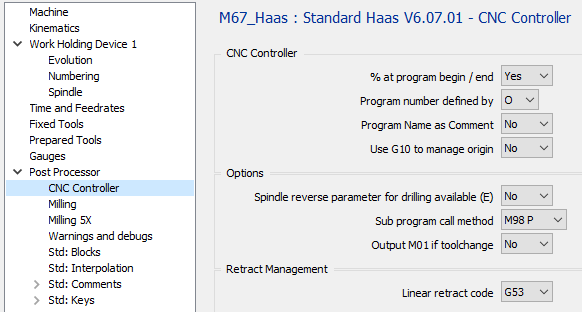
CNCコントローラページ
CNCコントローラセクション
|
プログラム開始/終了時の%
|
オプション |
結果 |
|
いいえ |
O1000 … M30 |
|
はい |
% O1000 … M30 % |
で定義されたプログラム番号
|
オプション |
結果 |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
コメントとしてのプログラム名
|
オプション |
結果 |
|
いいえ |
% O1000 … M30 % |
|
はい |
% O1000 (PART NAME) … M30 % |
原点を管理するためにG10を使用する
|
オプション |
結果 |
|
いいえ |
% O1000 … M30 % |
|
はい |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
オプションセクション
ドリルで使用可能なスピンドル逆転パラメータ(E)
V6.08以降に追加されました。
機械がドリルサイクルにEパラメータを使用できるかどうかを定義します。このパラメータは、穴の底から退避するためにスピンドル方向を反転します。値はスピンドル速度です。ポストプロセッサは同じ速度を使用してドリルします。
このパラメータは、G81、G82、およびG83でのみ使用できます。
Eパラメータを使用できない場合、出力は分解されます。
|
オプション |
結果 |
|
いいえ |
S1000 M03 G0 X10 Y10 G0 Z2 G1 Z-10 F500 M04 Z2 |
|
はい |
S1000 M03 G00 X10 Y10 G00 Z2 G81 X10 Y10 Z-10 E1000 F500 G80 |
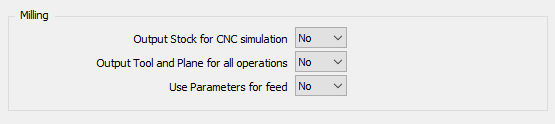
フライス加工ページ
フライス加工セクション
|
CNCシミュレーションの出力ストック
Haas機械には出力はありません。
|
オプション |
結果 |
|
いいえ |
% O1000 … |
|
はい |
% O1000 … |
すべての操作の出力ツールと平面
|
オプション |
結果 |
|
いいえ |
(OP 1 WITH TOOL 1 AND PLANE 1) T1 M6 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 WITH TOOL 1 AND PLANE 1) … |
|
はい |
(OP 1 WITH TOOL 1 AND PLANE 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 WITH TOOL 1 AND PLANE 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … |
送りパラメータを使用する
|
オプション |
結果 |
|
いいえ |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G01 X.. Y.. F200 … |
|
はい |
#1 = 200 #2 = 160 T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
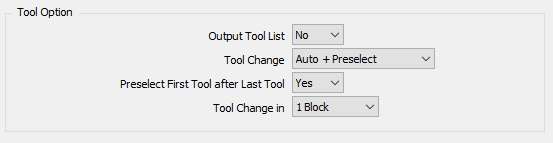
ツールオプションセクション
|
出力ツールリスト
|
オプション |
結果 |
|
いいえ |
% O1000 … |
|
はい |
% O1000 (START TOOL LIST) (T01 END MILL D10) (T02 DRILL D08) … (END TOOL LIST) … |
工具交換
|
オプション |
結果 |
|
手動 |
… M00 … |
|
自動 |
… T01 M06 … |
|
自動+プリセレクト |
… T01 M06 T02 … |
最後の工具の後の最初の工具をプリセレクトする
|
オプション |
結果 |
|
いいえ |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 … M30 |
|
はい |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 T01 … M30 |
工具交換イン
|
オプション |
結果 |
|
1ブロック |
… T01 M06 … |
|
2ブロック |
… T05 M06 … |
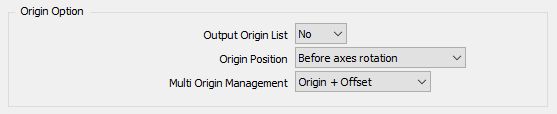
原点オプションセクション
|
出力原点リスト
|
オプション |
結果 |
|
いいえ |
% O1000 … |
|
はい |
% O1000 (START ORIGIN LIST) (G54) (G55) (END ORIGIN LIST) … |
原点位置
|
オプション |
結果 |
|
軸回転後 |
B0.C0. … G54 G52 X0. Y0. Z0 |
|
軸回転前 |
G54 G52 X0.Y0.Z0 …. B0.C0.E
|
複数原点管理
|
オプション |
結果 |
|
原点のみ |
% O1000 … G54 … |
|
原点+オフセット |
% O1000 … G54 G52 X10 Y20 Z10 … |
MTEなし:
パーツに定義されている各原点に対してオプションが「原点のみ」に設定されている場合、異なるGコード(G54、次にG55、G56…)を出力します。つまり、CNCによって管理される原点の数に制限されます。より多くの原点を持つことができる場合は、2番目のオプション「原点+オフセット」を使用する必要があります。
オプションが「原点+オフセット」に設定されている場合、G54とG52によるオフセットのみが出力されます。
MTEあり:
原点は、次の構文「$G54_」を使用して原点名に定義できます。つまり、G54がNCプログラムで使用されます。デコードされた名前が定義されていない場合、デフォルトの原点G54が出力されます。
"原点+オフセット"を使用する場合は、すべての操作で1つの原点のみを使用する必要があります。すべてのオフセットは、基準平面原点または単一原点から計算されるためです。
アンダースコアの後に任意のテキストを追加して、オフセットを認識できます。「$G54_Up」、「$G54_Right」など。
クーラントオプションセクション

|
クーラント活性化位置
|
オプション |
結果 |
|
スピンドル付き |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
平面移動付き |
… T01 M06 S8000 M3 G00 X.. Y.. M08 G43 H1 Z.. … |
|
プランジ移動付き |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
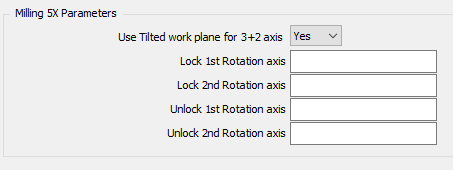
フライス加工5Xページ
フライス加工5Xパラメータ
|
3+2軸用の傾斜ワークプレーンを使用する
|
オプション |
結果 |
|
いいえ |
… T01 M06 C180 B-90 … |
|
はい |
… … T01 M06 C180 B-90 G254 … … |
回転軸
|
オプション |
結果 |
オプション |
結果 |
|
ロック1 st 回転軸 |
ロック2 nd 回転軸 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
「M10」 |
… C180 M10 … |
「M12」 |
… B-90 M12 … |
|
ロック解除1 st 回転軸 |
ロック解除2 nd 回転軸 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
「M11」 |
… M11 C180 … |
「M13」 |
… M13 B-90 … |
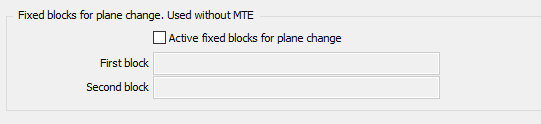
平面変更の固定ブロック(MTEなしで使用)
|
平面変更の有効な固定ブロック
このオプションは、機械構成にキネマティックが定義されていない場合にのみ使用されます。
|
オプション |
結果 |
|
チェック |
平面変更がある場合、定義された固定ブロックが出力されます。 |
|
チェックなし |
平面変更がある場合、標準ブロックが出力されます。 G0 G91 G28 Z0 |
最初のブロックと2番目のブロック
標準出力を回避するには、オプションをチェックして固定ブロックを有効にし、最初のブロックと2番目のブロックのフィールドを空のままにします。
|
オプション |
結果 |
|
空 |
… … |
|
「G00 Z100」 |
… G00 Z100 … |
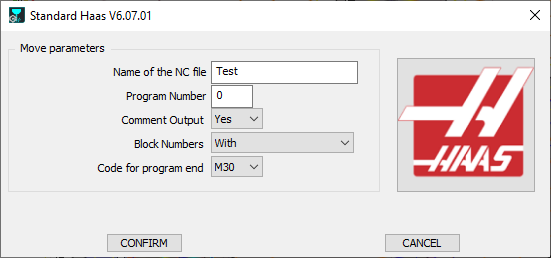
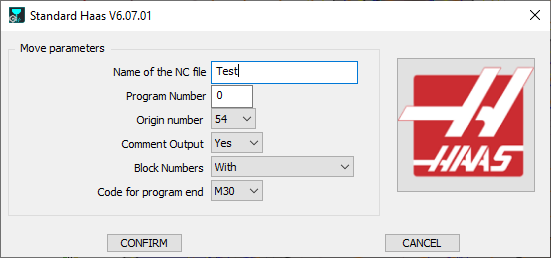
起動ページ
|
機械キネマティックが定義されている場合 |
機械キネマティックが定義されていない場合 |
|
|
NCファイルの名前
ここで生成されたNCファイルの名前を定義します。拡張子はMCF構成で定義する必要があります。
プログラム番号
0が定義されている場合、プログラム名は1に設定されます。
|
オプション |
結果 |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
コメント出力
|
オプション |
結果 |
|
いいえ |
… T01 M06 … |
|
はい |
… (FACING) (END MILL D12) T01 M06 … |
原点番号
このパラメータは、機械ファイルにキネマティックが定義されていない場合にのみ使用されます。パラメータは、NCプログラムで使用される最初の原点を定義します。
複数原点を処理するパラメータが「原点のみ」に設定されている場合、平面が変更されると原点番号が増加します。
|
オプション |
結果8055まで |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
コメント出力
|
オプション |
結果 |
|
いいえ |
… T01 M06 … |
|
はい |
… (FACING) (END MILL D12) T01 M06 … |
ブロック番号
|
オプション |
結果 |
|
あり |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
なし |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
工具交換のみ |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
プログラム終了コード
|
オプション |
結果 |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |