Go2Camの入退室とリンク機能は、異なる加工セグメント間のツールパスの接続を定義します。これには、ツールパスの開始点/終了点、ツールパスセグメント間の接続、および導入/逃げ動作が含まれます。
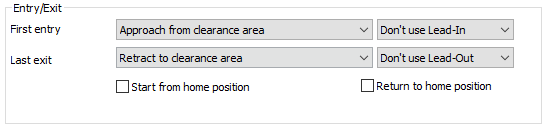
Entry/Exit全体の加工プロセスのツールの初期と最終の移動を定義します。
|
|
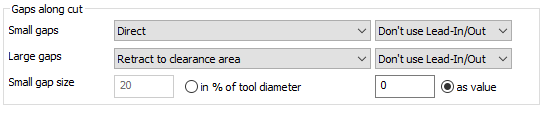
Link Functionsツールがツールパスの異なるセグメントをどのように接続するかを定義します。 カットに沿ったギャップ 単一のツールパス内にギャップがある場合にセグメントを接続します。
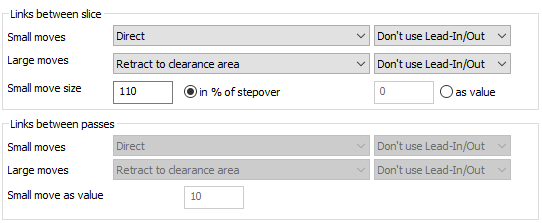
パス間のリンク スライス内の隣接するパスを接続します。
スライス間のリンク 隣接するカットまたは切削レイヤーを接続します。
|
|
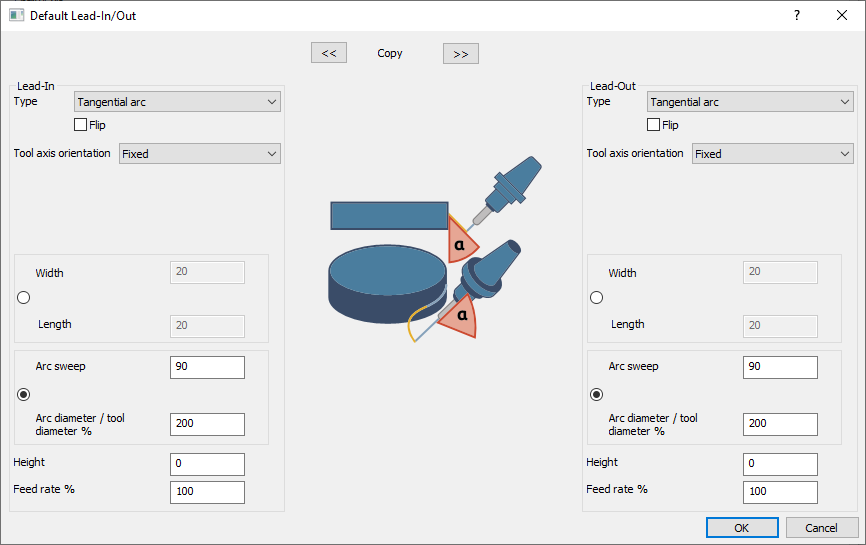
Lead-In/Lead-Out加工セグメント内のツールの初期と最終の移動を定義します。
|
|
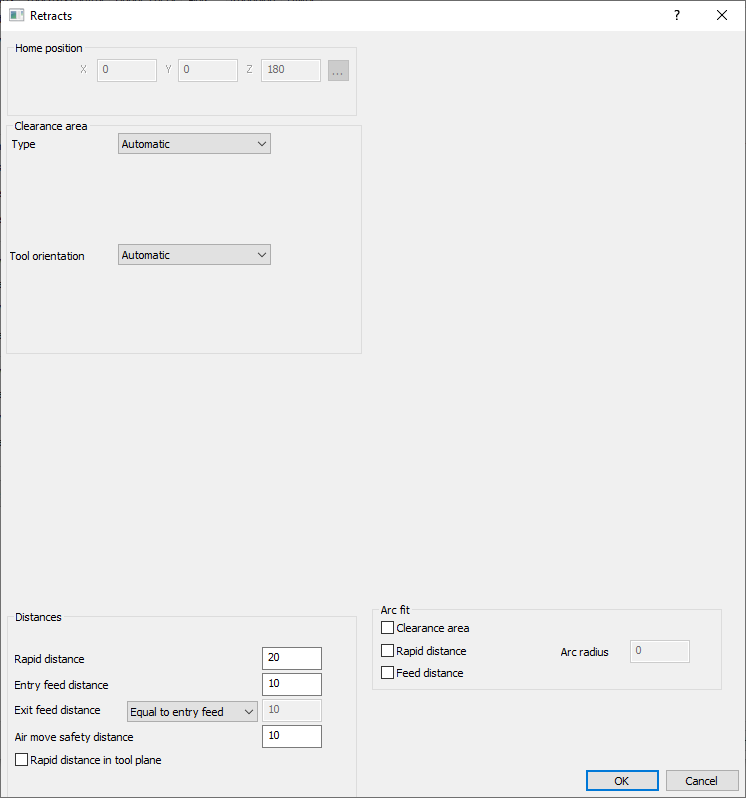
Retractsワークピースから安全な位置へのツールの移動を定義します。
|
|
|
|
|
最適なリンク機能構成は、材料、工具の種類、加工戦略、および目的の表面仕上げなどの要因によって異なります。目的の結果を得るには、実験と最適化が必要になることがよくあります。 |
|