Apri ABUTMENT in formato STL e applica automaticamente il percorso utensile.
Dobbiamo considerare 3 cose:
|
“ Abutment ” 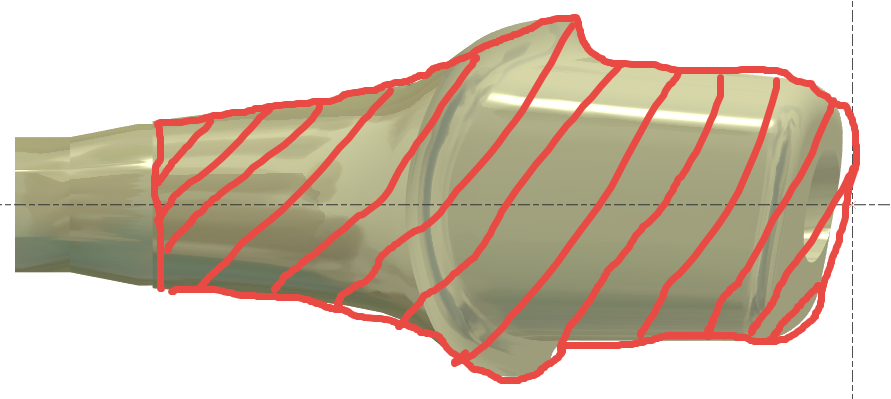
|
“ Connectic ” 
|
“ Foro ” 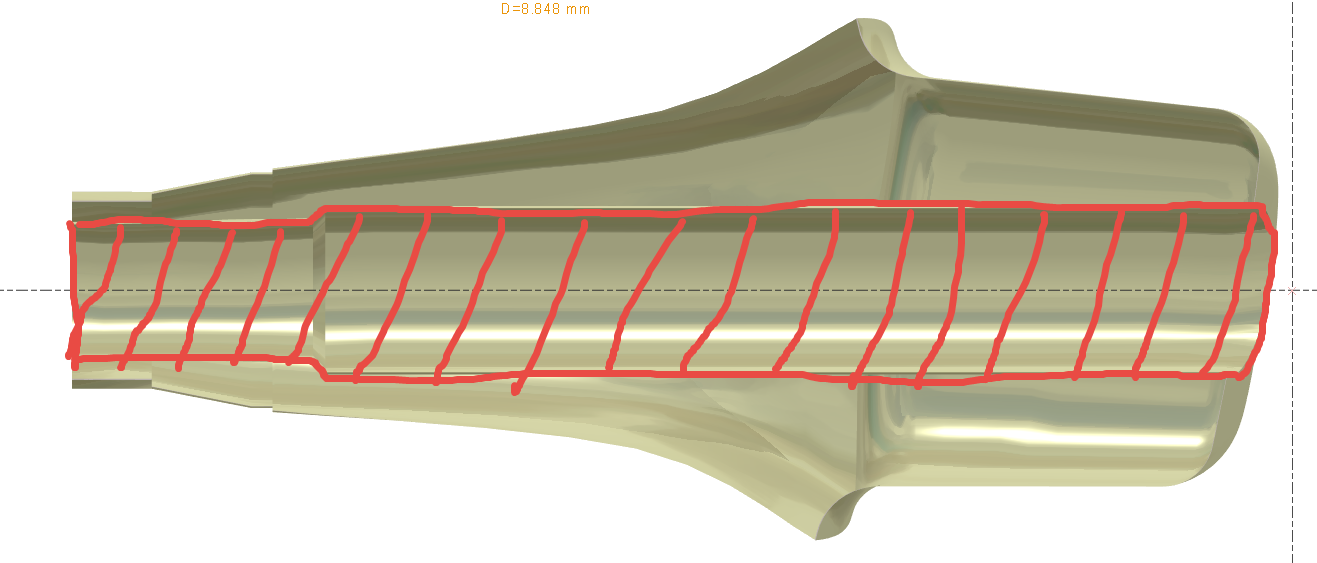
|
|
Per produrre abutment , utilizziamo sempre lo stesso utensile per il 100% dell'abutment. Utensile di tornitura per eseguire il diametro esterno: il portainserto è SVJBR – l'inserto è VBMT110302 – ID UTENSILE #2 Fresa semisferica D03 in radiale per eseguire la sgrossatura a C0 e C180 – ID UTENSILE #5 Fresa semisferica D01.5 in radiale per eseguire la lavorazione del resto e assicurarsi che l'utensile di finitura non si rompa – ID UTENSILE #3 Fresa D02 in assiale per finire il lato di occlusione (profondità massima 5 mm) – ID UTENSILE #6 Fresa semisferica D01.5 in radiale per finire in 4 assi Abutment – ID UTENSILE #3 |
Per produrre Connectic Utensile di tornitura posteriore – ID UTENSILE #3 Fresa D04 per eseguire l'esagono – ID UTENSILE #4 Utensile da troncare – ID UTENSILE #1 |
Per produrre il foro: Trapano D4 - ID UTENSILE #7 Utensile di foratura (questo utensile è un utensile di forma) 2 diametri diversi. Questo utensile può essere cambiato in base a ciascun fornitore di impianti e dimensioni – ID UTENSILE #8 / – ID UTENSILE #9 / – ID UTENSILE #10 |
NB:
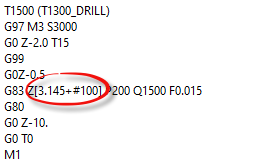
Codice G per Fori e Connectic non è gestito dal CAM.
Fori e Connectic sono gestiti da sottoprogramma.
ToolPath per Fori e Connectic sono sempre gli stessi per ogni fornitore
All'interno del file NC abbiamo “nuovo PUNTO DI RIFERIMENTO” qui la variabile utilizzata è #100
Macchina corrente in produzione:
Star – SB-20R TypeG
Star - SR 20 JII Type B
Macchina in sospeso
Citizen L20
Chiron FZ08MT