|
|
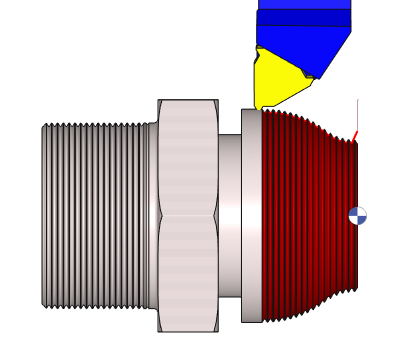
Questo ciclo genera il percorso utensile su un elemento non rettilineo o una successione di elementi. Può essere di qualsiasi forma mentre l'operazione di filettatura genera una filettatura cilindrica o conica. |
Punti chiave
|
|
Parametri della strategia
|
Area di dialogo |
Parametri |
|
|
Percorso utensile |
Lav. in Spinta |
|
|
Passo e passate |
One page gives the explanation for those parameters: clicca qui Calcola passata, Altezza lavorazione, Passo Profondità 1a passata, Nr. di Filetti, Profondità Ultimo Incr Stop prima di passare a vuoto, Numero di passate, Nr. Passate Vuoto |
|
|
Strategia di lavorazione |
Sovrametallo XY |
|
|
|
||
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Caratteristiche di approccio e ritorno |
||
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Qualità |
Velocità Rotazione |
|
Velocita di Taglio |
Avanzamento in Z |
|
|
Numero di Gamma |
Senso di Rotazione |
|
|
Unità Avanzamento |
Velocità Rotaz. Max |
|
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
Nr CorrLung 2 |
Nr Corr. Raggio |
|
|
Informazioni utente |
Commento |
Controllo Medio |
|
Machining Set |
|
|

Parametri opzioni
|
Area di dialogo |
Parametri |
|
|
Gestione delle collisioni |
||
|
Zona di sicurezza |
||
|
Calcolo curve |
Tolleranza Curva |
|