Ciclo: Filettatura (Tornitura)
I profili filettati ISO metrici
|
Il profilo ISO per filetti (metrici) è referenziato dallo Standard NF ISO 68. Il profilo si ottiene tagliando la vite o il dado con un piano passante per l'asse. Vedi l'immagine a destra per riferimento. Il profilo in blu designa il dado. Il profilo in giallo designa la vite.
|
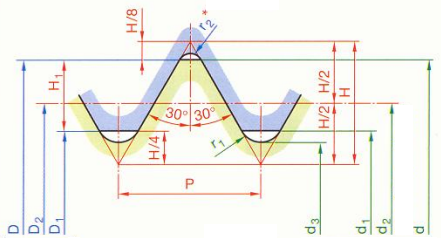
D, D1, D2 sono i diametri del dado d, d1, d2, d3 sono i diametri della vite. |
||
|
d=D= Diametro nominale |
d2=D2= d - 0.6495P |
P = Passo |
H1 = 0.5412P |
|
d1=D1= d - 1.0825P |
d3= d- 1.2268P |
H = 0.866P |
r1 = 0.1443P |
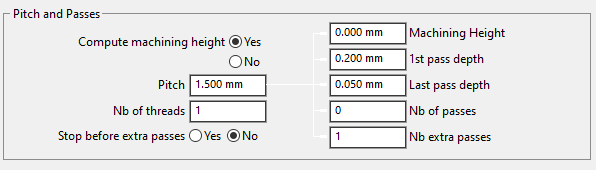
Parametri Passo e Passate
Le opzioni per Passo e Passate consentono di configurare diversi parametri per le operazioni di filettatura.
|
Calcola altezza lavorazione |
Sì o No |
|
Passo |
Passo della filettatura o offset tra 2 tuffi successivi. |
|
Stop prima di passare a vuoto |
Creazione di uno stop prima di chiamare le passate a vuoto. |
|
Altezza di lavorazione |
Altezza di lavorazione |
|
Profondità 1a passata |
Profondità incrementale corrispondente al taglio della passata |
|
Profondità ultima passata |
Profondità dell'ultima passata di lavorazione (passate decrescenti). |
|
Nb di passate |
Consente di controllare il numero di passate. |
|
Nr. Passate Vuoto |
Numero di passate a vuoto alla fine della lavorazione. |
I calcoli dei vari parametri di filettatura vengono eseguiti automaticamente in GO2cam in base allo standard.
Quando si cambia il passo parametro, il Profondità di lavorazione e Nb di passate cambia a seconda del tipo di inserto utilizzato per l'operazione e dello standard ISO.
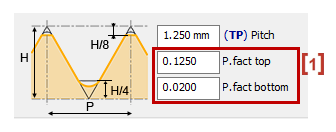
In the tool window above, we defined the pitch and the factors [1] (Top and bottom) to determine the total thickness between the outer pass and the inner pass.
Il passata di lavorazione deve tenere conto del H/8 e H/4 posizioni. È questo calcolo che giustifica la differenza.
|
|